Varinių vamzdžių litavimo procesas

Varinių vamzdžių litavimo laikas padės sumažinti žymėjimą ant pačios jungiamosios detalės su rekomendacijomis dėl reikiamo dydžio litavimo.
Prieš litavimą išorinė vamzdžio galo dalis ir vidinė jungiamoji detalė apdorojami švitriniu popieriumi iki gryno metalo. Tada ant nuvalyto vamzdžio galo užtepamas plonas litavimo pastos arba fliuso sluoksnis. Šios medžiagos, išsilydžiusios, ištirpdo ant sujungtų elementų esančias oksido plėveles, apsaugodamos jų paviršius nuo tolesnės oksidacijos, kurią sukelia aukšta temperatūra.
Tačiau, atsižvelgiant į tai, kad srautas ardo metalo paviršių, lituojant savo rankomis, jį reikia tepti prieš pat darbo pradžią ir tik toje vietoje, kuri bus įtraukta į jungiamąją detalę. Po sukietėjimo fliusas yra plėvelė, kurios nereikia pašalinti.
Tada vamzdis įkišamas į kapiliarinės jungties lizdą, kol jis sustos. Vietos tolygiai šildomos dujinio degiklio liepsna arba karšto oro pistoletu. Šiuo tikslu pageidautina naudoti lempą su dviem degikliais arba purškimo antgaliais.
Jei naudojamame sraute yra alavo, jį pakaitinus iki norimos temperatūros atsiras sidabriniai lašeliai. Kitais atvejais galite įsitikinti, kad norima temperatūra bus pasiekta liesdami lituoklį prie šildomo paviršiaus – lydmetalis turi pasklisti. Išlydytas lydmetalis turi būti nedelsiant įpurškiamas į jungtį. Be to, nesvarbu, iš kurios pusės jis bus įvestas. Dėl kapiliarinio poveikio lydmetalis tolygiai užpildo visą jungtį. Fliuso likučiai nuo jungiamosios detalės pašalinami skudurėliu.
Sutrumpinti litavimo laiką padės naudoti įvairias jungiamąsias detales, kurių viduje gamintojas pritaikė norimo dydžio litavimo rutuliuką. Armatūra uždedama ant vamzdžio, padengto srautu, kaitinama degikliu arba karšto oro pistoletu, kol lydmetalis taps skystas.
Po aušinimo vandens tiekimo ir šildymo vamzdyno konstrukcija yra paruošta darbui.
Dujotiekio surinkimas su jungiamosiomis detalėmis
Varinių vamzdžių sujungimas su jungiamosiomis detalėmis atliekamas tik patikrinimui prieinamose vietose. Ši taisyklė atsiranda dėl to, kad jungtis nėra visiškai sandari ir laikui bėgant gali atsirasti nuotėkių.
Srieginės jungties pranašumas yra tas, kad prireikus remontas gali būti atliktas be papildomų pastangų, nes gauta jungtis yra nuimama.
Medžiagos ir įrankiai
Norėdami surinkti dujotiekį, jums reikės šių medžiagų ir įrankių:
- tinkamo skersmens variniai vamzdžiai;
- jungiamosios gofruotos arba presuojamos jungiamosios detalės;

Specialūs vamzdynų montavimo įtaisai
Jungiamųjų detalių tipai ir skaičius parenkami pagal dujotiekio schemą.
- vamzdžių pjaustytuvas arba metalinis pjūklas;
- vamzdžių lankstiklis variniams vamzdžiams. Įrenginys naudojamas vamzdynui organizuoti su mažiau jungčių, o tai padidina sistemos stiprumą;
- failas vamzdžių apdorojimui po pjovimo (prieš sujungimą). Be to, galite naudoti smulkų švitrinį popierių;
- FUM-juosta sriegių sandarinimui. Be FUM juostos taip pat galite naudoti lininį siūlą, Tangit Unilok siūlą ar bet kokią kitą sandarinimo medžiagą;
- veržliaraktis.
Surinkimo instrukcijos
Vario vamzdyno surinkimas „pasidaryk pats“ naudojant jungiamąsias detales atliekamas taip:
- vamzdžių pjovimas dujotiekiui. Kiekvieno vamzdžio ilgis turi visiškai atitikti schemą, sudarytą kuriant sistemą;
- izoliacinio sluoksnio pašalinimas. Jei įrengtoje vamzdynų sistemoje bet kokiam tikslui naudojami vamzdžiai su izoliacija, tada izoliacijos sluoksnis pašalinamas, kad būtų tvirtas sujungimas. Norėdami tai padaryti, norima dalis supjaustoma peiliu ir vamzdis išvalomas;
- nupjautas kraštas apdorojamas dilde, švitriniu popieriumi, kol gaunamas lygus paviršius. Jei vamzdžio gale liks įdubimų, duobių ar kitų nelygumų, jungtis bus mažiau sandari;

Prieš prijungdami prie jungiamosios detalės, nuimkite vamzdį
- jei reikia, vamzdžiai sulenkti;
- ant paruošto vamzdžio uždedama jungiamoji veržlė ir suspaudimo žiedas;

Jungiamųjų detalių montavimas
- vamzdis prijungtas prie jungiamosios detalės. Iš pradžių priveržimas atliekamas rankomis, o vėliau – veržliarakčiu. Priveržimo metu įvorė visiškai užsandarina jungtį, todėl nereikia naudoti papildomų sandariklių. Tačiau jungiant varinį vamzdį prie vamzdžio ar jungiamosios detalės, pagamintos iš kitos medžiagos, būtinas papildomas sandarinimas FUM juosta.
Tvirtinimo fiksacija
Svarbu neperveržti sriegių, nes minkštas varis lengvai deformuojasi.
Tvirtas varinių vamzdžių sujungimas be litavimo
Be to, verta paminėti, kad nepaisant to, kad vamzdžių sujungimas litavimo būdu daugeliu atvejų laikomas patikimiausiu būdu, vis tiek pasitaiko situacijų, kai šio metodo naudoti neįmanoma. Tokiais atvejais galite prijungti varinius vamzdžius be litavimo. Jums reikės specialių jungiamųjų detalių, kurios užtikrins saugų sujungimą dėl suspaudimo efekto, kuris susidaro srieginio sujungimo metu.
Šiuo atveju ryšys atliekamas tokia seka:
- Pirma, atjungiamos jungiamosios detalės, kurios dažnai turi du komponentus.
- Vienas iš elementų uždedamas ant vamzdžio. Paprastai tai yra veržlė ir užveržimo žiedas.
- Tada į jungiamąją detalę įsriegiamas vamzdis ir priveržiama veržlė.

Verta paminėti, kad prieš prijungdami varinius vamzdžius be litavimo, turėtumėte žinoti apie visas rizikas, nes gana sunku gauti aukštos kokybės jungtį. Minimalūs prijungtų dalių iškraipymai apskritai neleidžiami, kitaip ši technologija yra šiurkščiai pažeidžiama. Kad srieginė jungtis būtų itin sandari, pageidautina ją papildomai sandarinti specialiais sriegiais. Tuo pačiu metu verta užtikrinti, kad jie nepatektų į vamzdžio vidų, nes vėliau vanduo gali netinkamai praeiti per sistemą.
Įvairių medžiagų vamzdžių jungtys
Kaip plieninis vamzdis sujungiamas su variniu vamzdžiu? Tam naudojama armatūra, kurios viename gale yra sriegis tvirtinimui ant plieninio vamzdžio. Kitame gale nėra sriegio, jis yra visiškai lygus, nes varinis vamzdis bus tvirtinamas lituojant.
Montuojant vamzdį į tokią jungiamąją detalę, sriegiai turi būti apvynioti plastikine sandarinimo juosta, po kurios mova prisukama ant vamzdžio. Tokia sandarinimo juosta reikalinga, kad dviejų tipų metalų sandūroje neprasidėtų korozija.
Plieninė ir plastikinė tvirtinimo detalė
Kitas pavyzdys yra plieninė ir plastikinė armatūra. Jis taip pat pagamintas iš dviejų dalių. Pirmoji dalis atrodo kaip veržlė su srieginiu segmentu, kuris įsukamas į plieninį vamzdį. Kita dalis plastikinė, su tarpine ir veržle taip pat iš plastiko.
Standartinė jungtis, susidedanti iš plieninių ir plastikinių dalių
Veržlė prisukama ant kito pirmosios dalies prailginimo, kuris turi išorinį sriegį. Be to, plastikiniam įdėklui pritvirtinti plastikiniu vamzdžiu naudojamas specialus tirpiklis.
Armatūra pagaminta iš plastiko ir vario
Taip pat yra populiarus plastiko ir vario armatūra, kurią taip pat sudaro du komponentai. Pirmasis komponentas turi du galus. Vienas varinis ir su sriegiu, bet kitas galas visiškai lygus – būtent jis yra pritvirtintas prie varinio vamzdžio litavimo būdu.
Plastikinė jungtis su vario sriegiu
Kitas komponentas yra plastikinė veržlė su tarpikliu. Veržlė prisukama ant vario sriegio, o kitas jos galas priklijuotas prie plastikinio vamzdžio.
Kapiliarinio litavimo būdas

Prieš pradedant vandentiekio klojimą, reikia nupjauti varinius vamzdžius iki norimų matmenų.
Šis metodas pagrįstas kapiliariniu efektu, kuris prisideda prie vienodo lydmetalio pasiskirstymo per visą sekciją, neatsižvelgiant į vamzdžio padėtį. Kapiliariniam efektui sukurti naudojamos specialios jungiamosios detalės, kurių skersmenys turi skirtis nuo vamzdžio skersmenų griežtai apibrėžta verte. Atviros liepsnos litavimui rekomenduojamas 0,1-0,15 mm tarpas.
Sujungimai naudojant kapiliarinį litavimą atliekami naudojant specialius srautus ir lydmetalius - plonus laidus, pagamintus iš metalų lydinių, kurių lydymosi temperatūra yra žema, dažniausiai alavo su mažais vario ir sidabro priedais. Litavimo jungtys naudojamos tais atvejais, kai vanduo tiekiamas rankomis grindyse ar sienose, arba kitais atvejais, kai vizualiai neįmanoma kontroliuoti jungčių vientisumo.
Yra du litavimo būdai: aukšta temperatūra ir žema temperatūra.
Aukštos temperatūros litavimas, kitaip dar vadinamas litavimu, naudojamas ten, kur varinių vamzdynų eksploatavimo sąlygos yra susijusios su aukšta temperatūra. Toks litavimas atliekamas naudojant specialius srautus ir kietuosius lydmetalius. Vamzdynų montavimui „pasidaryk pats“ tokio tipo litavimas praktiškai nenaudojamas.
Žematemperatūrinis, arba minkštasis, litavimas naudojamas vamzdynams, kuriais transportuojamos skystos ir dujinės terpės, kurių darbinė temperatūra neviršija 110ºС. Lituojant žemoje temperatūroje savo rankomis, jungtys įkaista iki maždaug 300ºС temperatūros.
Komunikacijos iš varinių vamzdžių ir jungiamųjų detalių
Aukštos kokybės varinius vamzdžius ir jungiamąsias detales, kurių techninės ir eksploatacinės charakteristikos atitinka tarptautinius ISO 9002, BS2 ir DIN standartus, dabar gamina tiek užsienio, tiek šalies įmonės. Tokie vamzdžiai, taip pat jų jungiamieji elementai, sėkmingai atlaiko aukštą per juos nešamos terpės slėgį, aukštą ir žemą temperatūrą bei mechaninius įtempius, kuriuos gali patirti eksploatacijos, transportavimo ir sandėliavimo metu.
Skirtingai nuo mūsų laikais populiarių polimerinių vamzdžių, varinių vamzdžių gaminiai negenda nuo saulės spindulių poveikio, jie nebijo korozijos, kuri yra tikra rykštė gaminiams iš juodųjų metalų. Kalbant apie tarnavimo laiką, kuriuo skiriasi variniai vamzdžiai ir jungiamosios detalės, joks panašus gaminys, pagamintas iš kitos medžiagos, negali būti lyginamas su jais. Pastebėtina, kad variniai gaminiai yra praktiškai amžini, ryšių iš jų tarnavimo laikas yra mažiausiai 100 metų.

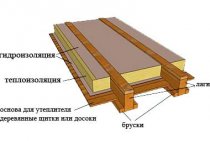
Šildymo ir vandens tiekimo sistema iš varinių vamzdžių privačiame name
Vamzdžių gaminiai, taip pat jungiamosios detalės iš vario, naudojami įvairiems tikslams įrengti inžinerinius tinklus:
- šildymo sistemos;
- oro kondicionavimas;
- šalto ir karšto vandens tiekimas;
- dujų komunikacijos.
Tie vartotojai, kurie nusprendžia naudoti vario vamzdžių gaminius ir varines jungiamąsias detales, dažniausiai juos naudoja patikimiems ir patvariems vandens tiekimo tinklams įrengti. Iš vario pagamintos jungiamosios detalės yra kompaktiškesnės ir atrodo daug švariau nei pagamintos iš juodųjų metalų. Tai paaiškinama tuo, kad projektuojant ir gaminant varines jungiamąsias detales, nereikia storinti jų sienų, atsižvelgiant į tolesnę jų koroziją, nes jos tiesiog netaikomos.

Varinių vamzdžių montavimas šildymo sistemoje „pasidaryk pats“.
Yra keletas priežasčių, paaiškinančių didelį vario vamzdžių ir jų jungiamųjų detalių populiarumą:
- varis, kaip žinia, pasižymi antiseptinėmis savybėmis, todėl iš šio metalo pagamintuose vandens vamzdžiuose ligos sukėlėjai nesivysto, o jais transportuojamo vandens kokybė net pagerėja;
- vamzdynų, kuriems naudojami variniai vamzdžiai ir jungiamosios detalės, montavimas yra daug lengvesnis nei komunikacijos iš juodų vamzdžių;
- dėl didelio vario plastiškumo iš šio metalo pagaminti vamzdžiai, juose užšalus vandeniui, neplyšta, o tiesiog deformuojasi; norint sunaikinti varinį vamzdį, reikia į jį pritaikyti vidinį 200 atm slėgį, o buitinėse komunikacijose tokių slėgių tiesiog nėra.
Varinių vamzdžių apimtys
Varinių vamzdžių montavimas šildymo sistemose yra įmanomas dėl didelio atsparumo darbui su aukštos temperatūros skysčiais. Ši savybė ypač aktuali vieno vamzdžio šildymo schemai, kurioje norint užtikrinti, kad aušinimo skysčio temperatūra paskutiniame radiatoriuje būtų apie 70ºС, būtina, kad pirmajame ji būtų lygi maždaug 120ºС.

Vamzdžių sujungimas su suspaudimo jungiamosiomis detalėmis nesuteikia absoliučios patikimumo garantijos ir reikalauja nuolatinio stebėjimo eksploatacijos metu.
Maksimali temperatūra, kurią gali atlaikyti šildymo sistemose naudojami polimerai, neviršija 95ºС, o iki 300ºС temperatūros terpę galima transportuoti variniais vamzdžiais. Svarbi iš šio metalo pagaminto vamzdyno savybė – jo gebėjimas atlaikyti 200-400 atm slėgį, o „pasidaryk pats“ lituotas varinių vamzdžių jungtis išlieka sandarus.
Tuo pačiu metu metalo ir plastiko gaminiai gali atlaikyti vidutiniškai 6 atm slėgį, o galimas darbinis slėgis sistemoje yra 6–8 atm. Šildymo vamzdžiai iš minkšto vario lengvai toleruoja 3-4 užšalimo-atšildymo ciklus.
Dėl savo antibakterinių savybių varis gali atsispirti teršalų įsiskverbimui į miesto vandentiekio tinklus. Sanitarinis varis yra atsparus chlorui. Be to, chloras, būdamas stiprus oksidatorius, prisideda prie apsauginės oksido plėvelės susidarymo ant vario, o tai prailgina dujotiekio tarnavimo laiką. Tačiau reikia atsiminti, kad paslėptas varinių vamzdžių klojimas „pasidaryk pats“ gali būti atliekamas tik tuo atveju, jei ant vamzdžių yra polimerinis apvalkalas, apsaugantis varį nuo klaidžiojančių srovių.
Variniai vamzdžiai yra universalūs: be vandens tiekimo ir šildymo sistemų, jie naudojami dujoms, šaltnešiams perduoti šaldymo sistemose, naudojami oro kondicionavimo sistemose.
Vamzdžių sujungimas litavimo būdu
Apsvarstykite varinių vamzdžių sujungimą su jungiamosiomis detalėmis, o po to litavimą, kuris gali būti žemos ir aukštos temperatūros. Pirmuoju būdu litavimas atliekamas 300 ºC temperatūroje. Antrasis metodas naudojamas sistemoms su didelėmis apkrovomis pramoniniais tikslais.
Movos veikia kaip varinių vamzdžių jungtys, papildomai reikalingas alavo-švino lydmetalis ir srautas.

Vamzdžių litavimo technologija bus tokia:
- Pirmiausia nupjaunamas tam tikro dydžio vamzdis. Šis procesas turi būti atliekamas atsargiai, atsižvelgiant į esamų jungiamųjų detalių matmenis.
- Vamzdžių galai turi būti patikrinti, ar nėra defektų, tokių kaip drožlės, įtrūkimai ar įtrūkimai. Jei jie nebus pašalinti, baigus visus darbus kils problemų dėl jungties sandarumo.
- Įsitikinę, kad galai nuvalyti, galite pradėti jungti. Atsižvelgiant į tai, kad bus jungiami keli vamzdžiai, o jie gali būti skirtingų sekcijų, atitinkamai reikia parinkti ir jungiamąsias detales.
- Tada vamzdžio galas ir vidinės movos sienelės turi būti apdorotos srautu, kuris nuriebalins paviršius, kad būtų gauta aukščiausios kokybės jungtis.
- Dabar vamzdžio galas įsriegiamas į vario vamzdžio jungtį ir pašildomas. Jis turi būti parinktas taip, kad skerspjūvis būtų 1-1,5 cm didesnis už vamzdžio skerspjūvį Vamzdžiai šildomi dujiniu degikliu. Tarpas tarp vamzdžio ir movos užpildomas išlydytu lydmetaliu.Šiais laikais rinkoje galite rasti bet kokio tipo lydmetalio, atitinkančio jūsų poreikius, todėl išsirinkti neturėtų kilti problemų.
- Lydmetalis tolygiai paskirstomas per visą perimetrą, jungiamos dalys turi būti paliktos, kol visiškai sukietės.
Paskutiniame etape turite patikrinti varinių vamzdžių jungtis ir visą sistemą, įleidžiant į ją vandenį. Šiuo metu sistema bus ne tik patikrinta, bet ir išvalyta nuo srauto likučių, kurie laikui bėgant gali sukelti metalo koroziją.
Kapiliarinis varinių vamzdžių sujungimo būdas
Varinių vamzdžių litavimas, kuris pagrįstai laikomas patikimiausiu ir patvariausiu varinių dalių sujungimo būdu, atliekamas remiantis kapiliarinės technologijos principais. Pagal šį efektą, pagrįstą fizikos dėsniais, skystis gali pakilti per kapiliarą, įveikdamas gravitaciją, jei yra tam tikras atstumas tarp apatinio ir viršutinio jo pakilimo taškų.

Litavimo jungiamosios detalės
Šis fizinis efektas leidžia lituoti varinius vamzdžius taip, kad dujų degikliu išlydytas lydmetalis būtų tolygiai paskirstytas visame kuriamo jungties plote. Norint efektyviai atlikti tokį litavimą, vamzdžius galima pastatyti bet kurioje erdvinėje padėtyje, svarbiausia, kad išlydytas lydmetalis būtų tiekiamas iš formuojamos jungties apačios.
Išsamiau, kapiliarinio litavimo procesas yra toks:
- naudojant dujų degiklį, būsimos jungties vieta kruopščiai šildoma;
- į tarpą tarp jungiamų vamzdžių galų arba tarp vamzdžio ir naudojamos jungiamosios detalės tiekiamas išlydytas lydmetalis, kuris dėl kapiliarinio efekto jį visiškai užpildo;
- gautam junginiui leidžiama visiškai atvėsti;
- visiškai atvėsus susidariusią jungtį, jos elementai kruopščiai išvalomi naudojant specialų valymo mišinį.
Litavimo, paremto kapiliariniu efektu, pagalba vamzdyno elementai sujungiami ne tik iš vario, bet ir iš juodųjų metalų. Jei varinių vamzdžių jungiamasis elementas yra plieninė jungtis, būsimos jungties vietoje uždedamas specialaus srauto sluoksnis. Kaip litavimas, atliekant litavimą kapiliarine technologija, naudojamas labai srovės laidas, kuris gali būti alavo, vario, o kai kuriais atvejais net sidabro.
Varinių vamzdžių montavimas
Įrengiant vandentiekio sistemas savo rankomis, dažnai reikia sujungti varinius vamzdžius su gaminiais, pagamintais iš kitų medžiagų. Šildymo sistemose, tiekiant šaltą ir karštą vandenį, vario junginiai su plienu, plastiku ir žalvariu yra saugūs korozijos procesų atsiradimo požiūriu. Tačiau vario kontaktas su cinkuotu plienu yra pavojingas cinkuotiems vamzdžiams ir sukelia jų sunaikinimą dėl elektrolitinių procesų. Norint išvengti dujotiekio gedimo, sujungimą reikia atlikti naudojant ir užtikrinti vandens tekėjimo kryptį iš plieno į varį.
Prieš pradedant darbą, būtina paruošti įrankį varinių vamzdžių montavimui šildymo sistemoje arba karšto ar šalto vandens tiekimui. Norėdami tai padaryti, jums reikės: vamzdžių pjaustytuvo arba metalo pjūklo, dildės ar grandiklio, esant sudėtingos konfigūracijos sekcijoms - vamzdžių lenkimo, dujų degiklio ar karšto oro pistoleto.
Vario vamzdyno klojimas „pasidaryk pats“ prasideda iš anksto apskaičiuoto ilgio atkarpomis. Tada reikia nuimti išorines ir vidines vamzdžio dalis, jei reikia, išlyginti pjūvį. Vamzdžių lenkimo įtaiso naudojimas neleis vamzdžiui išsilyginti ir susidaryti raukšlėms, dėl kurių šiose vietose gali sumažėti vamzdyno našumas.
Jeigu vamzdžių skersmenys neviršija 15 mm, tai jų lenkimo spindulys turi būti ne mažesnis kaip 3,5 skersmens, o jei didesnis nei 15 mm – keturių skersmenų.Lenkiant rankomis, kokybišką lenkimą galima gauti tik 8 skersmenų spinduliu.
Nepaisant atsparumo korozijai, variniai vamzdžiai dėl gamybos technologijos pažeidimų, netinkamo litavimo ir didelio vandens užteršimo abrazyviniais intarpais gali patirti labai pavojingą taškinę koroziją. Vamzdis korozuoja vietose, kur sunaikinama oksido plėvelė. Vienas iš būdų šio proceso išvengti – vandens tiekimo ir šildymo vamzdynuose įrengti filtrus.
Šiuolaikinėje statybų rinkoje variniai vamzdžiai dėl savo unikalių savybių gana sėkmingai konkuruoja su plieno, plastiko ir metalo plastiko gaminiais, nepaisant jų brangumo.
Net ir tai, kad polimeriniai vamzdžiai naudojami vis dažniau, metalo gaminiai vis dar yra labai sėkmingi. Paprastai kaip metalas naudojamas varis, žalvaris ir plienas. Kalbant apie atsparumą korozijai ir aukštą temperatūrą, geriau išskiriamas varis. Tiesą sakant, varinių vamzdžių sujungimas bus aptartas šiame straipsnyje.
Net nepaisant to, kad variniai vamzdžiai išsiskiria didele kaina, atsižvelgiant į visas medžiagos savybes, jų naudojimas yra gana pagrįstas.
Visų pirma, prieš jungiant varinius vamzdžius, verta nuspręsti, kaip juos sujungti, lituojant ar kitaip.
Reikalingos medžiagos ir prietaisai skarda ir kt
Darbui su variniais vamzdžiais reikalingi šie įrankiai:
- vamzdžių pjaustytuvas, metalinis pjūklas arba šlifuoklis su plonu disku;
- beveleris;
- vamzdžių plėtiklis (plėtimas);
- litavimo srautas;
- lydmetalis;
- vario lituoklis, pavyzdžiui, propano degiklis variniams vamzdžiams lituoti;
- Gumuotos pirštinės;
- popierines servetėles.
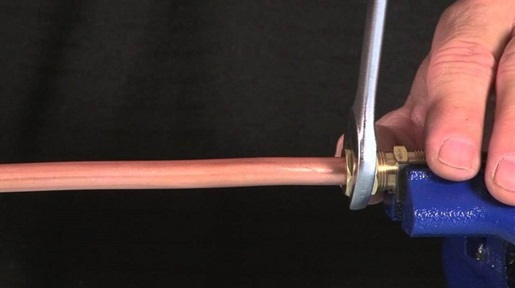
Vamzdžiui pjauti naudojami įvairių dydžių vamzdžių pjaustytuvai. Didesni pavyzdžiai turi didelį apsisukimo spindulį, juos nepatogu naudoti sunkiai pasiekiamose vietose, todėl jei reikia nupjauti atkarpą ant gatavo sumontuoto vandens tiekimo, naudokite mažą vamzdžių pjaustytuvą. Galite pjauti vamzdį metaliniu pjūklu arba šlifuokliu su plonu disku, tačiau geresnį pjūvį galite gauti tik su vamzdžių pjaustytuvu.
Nupjovus vamzdį, nuvalomi įdubimai. Tai būtina, kad sistemoje nesisuktų skysčio srautas. Kai nėra kliūčių, vandentiekis nepatiria streso ir veikia kaip laikrodis.
Prieš suvirinant varį, vamzdžio galai nupoliruojami smulkiagrūdžiu švitriniu popieriumi, kurio galima įsigyti statybinių prekių parduotuvėse. Abu paviršiai nuvalomi, ruošiami litavimui.Kartais šiems tikslams naudojami nedideli šepetėliai, kurių skersmuo Ø 22 mm, tinka beveik visiems vamzdžiams. Nuvalymui šepečio kojelė įkišama į atsuktuvą arba grąžtą, su kuriuo procesas vyksta greičiau ir geriau.
Ant nuvalyto, išlyginto išorinio paviršiaus tepamas fliusas – kompozicija, kuri neleidžia oksiduotis variui.
Flux gali būti naudojamas įvairių gamintojų, pavyzdžiui, Sanha
Rankoms apsaugoti naudojamos gumuotos pirštinės, nes nupjaunant varį ir įdubas susidaro daug smulkių metalinių elementų, kurie tarsi skeveldros įsikimba į odą, be to, valant paviršių grąžtu besisukantis šepetys sukramto skudurines pirštines.
Norint tinkamai lituoti varį, reikia turėti omenyje, kad nuo nuėmimo ir srauto užtepimo iki litavimo turi praeiti ne daugiau kaip pusvalandis, priešingu atveju nuvalymą reikia kartoti dar kartą. Jei srautas tepamas šepetėliu, ant paviršiaus neturi likti šerių ar plaukelių – kitaip jungtis nebus sandari, o tiekus vandenį vamzdynas nutekės.
Įkišus vamzdį į lizdą, srauto likučiai servetėle visiškai nepašalinami, lieka ant jungties 1–2 mm briaunos pavidalu, o lituojant lydmetalis traukiamas į vidų - susidaro kapiliarinis efektas. suveikė.Pirma, siūlė šildoma degikliu, o drėgmė tarp sienų išgarinama. Tada degiklis atnešamas antrą kartą, pamažu varis įkaista, o srautas įgauna skardinį vaizdą. Šiuo metu lydmetalis dedamas ant priekinės pusės, vyksta litavimas, o išlydytas lydinys teka žemyn į neteisingą pusę, sukietėdamas judėjimo procese. Iš apačios suformuotos perteklinės metalinės iškyšos atsiskiria savaime. Yra daug būdų, kaip lituoti varį.
Varinių vamzdžių jungčių elementai
Varinės jungiamosios detalės, naudojamos variniams vamzdžiams sujungti, šiuolaikinėje rinkoje pristatomos įvairiausių dydžių ir dizaino. Labiausiai žinomi tokių jungiamųjų elementų tipai:
- Varinių vamzdžių srieginės jungiamosios detalės;
- savaime užsifiksuojantys jungiamieji elementai;
- suspaudimo arba užspaudimo tipo jungiamosios detalės;
- vadinamosios presinės jungiamosios detalės;
- kapiliarinio tipo jungiamosios detalės.
Iš visų išvardintų jungiamųjų elementų tipų mūsų laikais rečiausiai naudojamos presuojamos jungiamosios detalės variniams vamzdžiams, tai paaiškinama šiomis priežastimis: jų montavimui reikia naudoti sudėtingą ir brangią įrangą: specialius presus. Presuojamų jungiamųjų detalių konstrukcija iš pradžių buvo sukurta siekiant su jų pagalba sujungti plastikinius ir metalo-plastikinius vamzdžius, todėl ne visada patartina jas naudoti vario gaminiams montuoti.

Spausdinimo tvirtinimo replės
Kad vamzdynas, kurio išdėstyme naudojamos varinės dalys, tarnautų kuo ilgiau ir būtų itin patikimas, jį montuojant patartina naudoti vienalyčių medžiagų elementus. Varinių vamzdžių sujungimas su jungiamosiomis detalėmis, pagamintomis iš kitų žaliavų, turėtų būti atliekamas tik retais atvejais.
Jei montuojant vamzdynus neįmanoma išvengti jungiamųjų detalių, pagamintų iš skirtingų medžiagų, toks procesas turi būti atliktas laikantis šių paprastų taisyklių:
- variniai komunikacijų vamzdžiai, kurių kūrimui naudojami elementai iš skirtingų medžiagų, visada montuojami po juodųjų metalų gaminių: skysčio kryptimi;
- varinės vamzdynų dalys negali būti jungiamos prie jungiamųjų detalių iš cinkuoto ir nelegiruoto plieno, nesilaikant šio reikalavimo tokiose sistemose vyks elektrocheminės reakcijos, kurios žymiai pagreitins plieninių detalių korozijos procesą;
- varinius vamzdžių konstrukcijų elementus galima jungti prie detalių iš rūgščiai atsparių plienų, tačiau esant galimybei tokias dalis geriau pakeisti jungiamosiomis detalėmis iš polivinilchlorido.