Metāla plastmasas cauruļu veidi ūdens apgādei
Visas metāla plastmasas caurules ir nosacīti sadalītas divos veidos atkarībā no izstrādājuma sastāva veida:
- elementi ar marķējumu PEX (šķērsssaistīts polietilēns);
- PE-RT caurules (karstumizturīgs polimērs).
Savukārt visi PEX produkti ar šķērssaistītām molekulārām ķēdēm papildus tiek klasificēti šādi:
- PEX-A. Viņiem ir maksimālais programmaparatūras solis 85%. Īpaši stiprs un elastīgs.
- PEX-B. Programmaparatūras pakāpe 65%. Slāņi tiek apstrādāti, izmantojot silānu. Caurules ir mazāk elastīgas, kas nozīmē, ka ir ierobežojumi pieļaujamajam līkumam.
- PEX-C. Šādas caurules galvenā priekšrocība ir izdevīgās izmaksas. PEX-C produkti ir ideāli piemēroti taisnām skrējieniem bez materiāla liekšanas.
Ir PEX-D caurules. To ražošana ir samazināta, jo produkti nevar konkurēt ar modernākiem modeļiem.
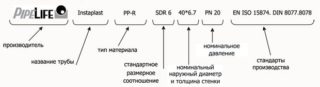
Visas caurules bez izņēmuma ir marķētas ar īpašu marķējumu. Tas ir rakstīts šādā secībā:
- ražotājs;
- sertifikāts vai GOST, saskaņā ar kuru produkti tiek ražoti;
- materiāla veids un šuves metode (PP-R, PE-R, PE-X);
- izstrādājuma diametrs plus tā sienas biezums (šķērsgriezums norādīts mm, retos gadījumos collās);
- nominālais spiediens bāros;
- transportējamās vides veids (ūdens caurules nav piemērotas agresīvu savienojumu nosūtīšanai caur tām);
- partijas numurs un produkta izgatavošanas datums.
Visi marķējumi tiek uzlikti caurulei nepārtrauktā veidā.
Montāža un savienojums
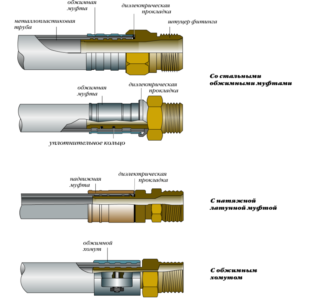
Uzstādot apkures / ūdens apgādes sistēmu, kapteinis var savienot caurules divos veidos:
- izmantojot preses veidgabalus;
- izmantojot skrūves kompresijas veidgabalu.
Darbs ar preses izmantošanu tiek veikts šādi:
- ar speciālām šķērēm nogrieziet vajadzīgo tūbas gabalu;
- izmantojot kalibratoru, no sagatavotā elementa (viena no tā galiem) tiek nogriezta iekšējā noslīde;
- tas pats tiek darīts caurules ārpusē;
- kalibrators izlīdzina iespējamās saburzītās vietas izstrādājuma lūmenā;
- virziet presēšanas armatūras kātu līdz atdurei;
- ievietojiet uzmavu presē un samaziniet tās rokturus līdz galam.
Šī metāla-polimēra cauruļu savienošanas metode tiek uzskatīta par visuzticamāko.
Ja meistars izmanto skrūves kompresijas veidgabalu, abu elementu savienošana notiek šādā secībā:
nogrieziet vēlamo produkta daļu;
noņemiet iekšējo un ārējo slīpumu;
sagatavotajā galā ir uzstādīts gofrēšanas gredzens un pievilkšanas uzgrieznis;
otrās caurules gals tiek iedzīts savienojuma elementā;
pievelciet kompresijas gredzenu un pievilkšanas uzgriezni armatūrai, līdz tas apstājas tā, lai tas pārklātu gredzenu; šeit ir svarīgi nepielikt kritiskas pūles, lai nepārrautu pavedienu; savienojumu var aizzīmogot ar fum-lenti.
Metāla-plastmasas cauruļu montāža pats
Metāla plastmasas cauruļu uzstādīšanu var veikt ar rokām. Nav būtiskas atšķirības no plastmasas uzstādīšanas. PE-X vai polipropilēna sistēmu uzstādīšanai nav nepieciešami dārgi instrumenti vai aprīkojums.
Nepieciešamie instrumenti un materiāli
Cauruļu griešanai un noņemšanai būs nepieciešams īpašs cauruļu griezējs vai slīpmašīna, apaļa vīle.
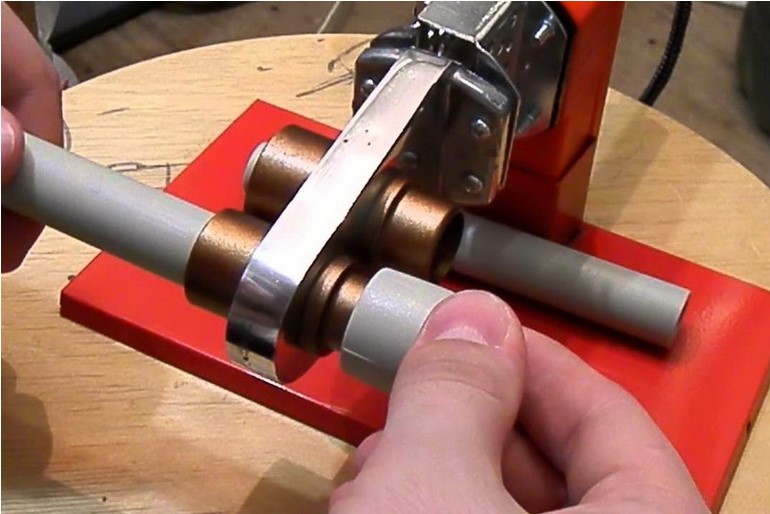
Lai metinātu polipropilēnu, jums būs nepieciešams īpašs lodāmurs ar sprauslām (skatiet fotoattēlu):
Sistēmas montāžai, izmantojot veidgabalus - divas regulējamas uzgriežņu atslēgas un presēšanas knaibles (manuālā mehāniskā prese).
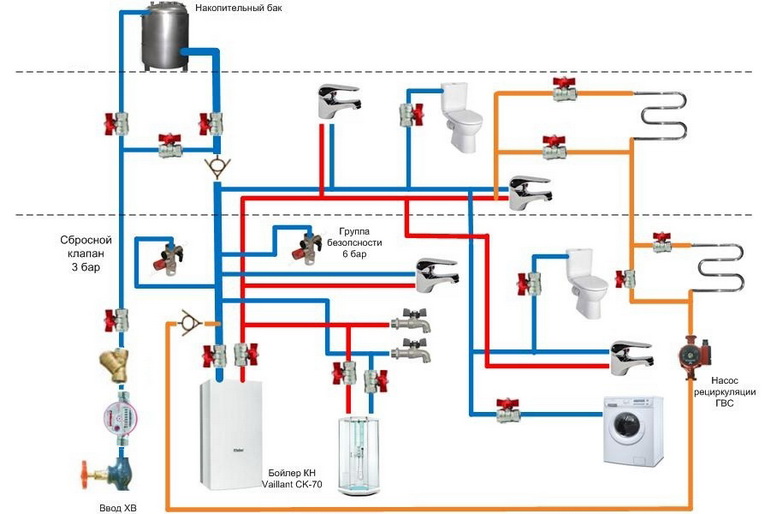
Zīmējumi un diagrammas
Jebkurš darbs jāsāk ar zīmējumu vai diagrammu. Vispirms uzzīmējiet santehnikas sistēmas izkārtojumu, aprēķiniet visu materiālu daudzumu un tikai pēc tam iegādājieties tos. Tas palīdzēs neiegādāties pārāk daudz un optimālākajā veidā izlikt elektroinstalāciju.
Montāžas tehnoloģija
Pirms uzstādīšanas nepieciešams sagriezt vajadzīgā izmēra sagataves, notīrīt urbumus.
Kompresijas veidgabali ir savienoti ar sagatavi ļoti vienkārši:
- atskrūvētais gofrētais uzgrieznis tiek uzlikts uz sagataves;
- sagatave tiek ievietota veidgabalā;
- uzgrieznis tiek pievilkts ar roku; tad pievelciet ar uzgriežņu atslēgām apmēram pagriezienu un ceturtdaļu.
Preses veidgabali tiek montēti šādi:
- uzlieciet uzmavu sagataves galā, ievietojiet iekšējo starpliku sagatavē, līdz tā apstājas;
- ievietojiet veidgabalu ar sagatavi presēšanas knaibles un saspiediet presēšanas rokturus līdz galam. No presēšanas skavām uz piedurknes būs skaidri nospiedumi.
Darba gaita
Pirms difūzās metināšanas rūpīgi noslaukiet sagataves galu no putekļiem, netīrumiem, smiltīm, grumbām un attaukojiet ar spirtu.
Vēlamā sprausla ir uzstādīta uz metināšanas iekārtas, sildīšanas temperatūra ir iestatīta uz 260 ° C. Lodāmurs tiek karsēts apmēram 6-8 minūtes, pēc tam tas pats uztur vēlamo temperatūru.
Sprauslās ievieto vēlamo savienojumu un sagataves galu, karsē 6 sekundes caurules diametram 20 mm, diametram 25 mm - 7 sekundes, 32 mm diametram - 8 sekundes.
Ļoti ātri ievietojiet sagatavi veidgabalā, līdz tas apstājas, nospiediet to vismaz 10 sekundes. Pēc tam savienojums netiek aizskarts 7-8-10 minūtes - plastmasai ļauj atdzist un polimerizēties.
Darba gaitu sīkāk varat redzēt mūsu video:
Montāžas īpašības
Ja pēc presēšanas ar presēšanas knaiblēm uz uzmavas nav skaidras gredzena pēdas no knaibles, savienojums ir jāizgriež un jāsamontē, izmantojot jaunu veidgabalu un jaunu sagatavi. Uz bojāta caurules gala nevar uzstādīt jaunu veidgabalu.
Polietilēna sagatavju liekšana tiek veikta, izmantojot cauruļu liektāju vai Volnova mašīnu. Jūs varat saliekt sagatavi ar roku, bet lieces rādiuss ir liels.
Ik pēc 0,5–0,8 m cauruļvads jānostiprina īpašos klipu turētājos - tas palīdzēs saglabāt tā formu.
Santehnikas pārbaude
Pēc visas sistēmas montāžas ir nepieciešams to piepildīt ar ūdeni no tīkla, atbrīvot gaisu un pārbaudīt visus savienojumus. Visus savienojošos mezglus varat ietīt tualetes papīrā – uz tā ļoti labi būs redzamas mitruma lāsītes.
Specifikācijas
 Metāla plastmasas izstrādājumi atšķiras pēc šādiem tehniskajiem parametriem:
Metāla plastmasas izstrādājumi atšķiras pēc šādiem tehniskajiem parametriem:
- zems siltumvadītspējas līmenis - 1300 reizes zemāks nekā vara un 175 reizes mazāks nekā tēraudam;
- sienu biezums 2 mm vai vairāk, atkarībā no metāla plastmasas ūdensvadu izmēra (sekcijas);
- labs antistatisks - nav izkliedētu strāvu vadīšanas;
- tekošā metra svars izstrādājumam ar diametru 16 mm. - 115 gr.;
- caurlaide - 0,113 l / lineārais metrs izstrādājumam ar šķērsgriezumu 16 mm;
- izturība pie šķērsvirziena pārrāvuma - 2880 n;
- iekšējo sienu raupjuma koeficients - 0,07;
- metāla plastmasas izplešanās indekss ir 0,26x10-4 uz ºs;
- izstrādājuma minimālā pieļaujamā liece ir no 45 mm.
Metāla-plastmasas cauruļu uzstādīšana
Soli pa solim instrukcijas ar fotoattēlu
- Sagatavojiet caurules un instrumentus - sagrieziet metālu-plastmasu pēc santehnikas shēmas, izvēlieties veidgabalus. Kompresijas vai presēšanas veidgabali ir ideāli piemēroti savienošanai. Montāžas rīks:
- metāla zāģis vai īpašas cauruļu šķēres;
- Šķēles kalibrators;
- mērlente vai mērlente;
- nazis;
- uzgriežņu atslēga.
- Apstrādājiet cauruļu sekcijas ar kalibratoru.
- Noņemiet uzgriezni un gredzenu no savienotājelementa, uzlieciet to uz apstrādātās caurules daļas. Pēc apstrādes griezumam jābūt vienmērīgam, gludam, bez urbumiem. Lai to izdarītu, izmantojiet apaļo failu.
- Uzlieciet uz caurules savienotājelementu un izlīdziniet to ar savienotājelementu.
- Uzstādiet uz savienotājelementa iepriekš noņemto uzgriezni un savilkšanas gredzenu, pievelciet, līdz atskan īpašs sprakšķis. Kontrolējiet uzgriežņa spriegojumu - pārāk liela slodze var atdalīt vītnes, un tad būs nepieciešama pilnīga savienojuma nomaiņa.

Atsperes un citas cauruļu locīšanas metodes
Bieži vien caurules ir saliektas, lai izmantotu virsmu, kas vada siltumu.
Šeit ir dažas metodes: Manuāla locīšana.
- Cauruļu locīšana.
- Atspere locīšanai.
Cauruļu liekšana ar rokām ir vispieejamākais veids, kas ietver šādas darbības:
Viegli salieciet cauruli līdz lieces rādiusam, kas nepārsniedz 20 grādus.
- Atkal salieciet to nedaudz augstāk.
- Veiciet šādus līkumus vairākas reizes (apmēram 15), līdz caurule pagriežas vēlamajā leņķī.
Ar tādām pašām gludām un precīzām kustībām jūs varat iztaisnot cauruli.
Marija Korola, eksperte
Ar atsperes vai stieples palīdzību metāla plastmasas caurule ir diezgan vienmērīgi un precīzi saliekta:
Novietojiet atsperi vai stiepli caurules iekšpusē.
- Salieciet cauruli ar rokām vēlamajā leņķī.
- Uzmanīgi noņemiet atsperi vai stiepli.
Tipiskas kļūdas metāla plastmasas cauruļu uzstādīšanā
Nepareizu darbību sekas uzstādīšanas laikā ir spiediena samazināšana vai noplūde savienojumos. Visizplatītākā kļūda ir stiprinājuma uzgriežņa pārmērīga pievilkšana, kā rezultātā tiek noņemti pavedieni vai plīsusi caurule. Vēl viena izplatīta kļūda ir taupīšana ar specializētu instrumentu, piemēram, slīpmašīnu un kalibratoru. Tas bieži noved pie blīvgredzenu bojājumiem, kas neuzlabo savienojuma kvalitāti. Tajā pašā laikā ir iespējams pārbaudīt savienojuma blīvuma un stiprības līmeni, noteikt noplūdes un trūkumus, veicot spiediena pārbaudi.
Ūdens padeves cauruļu spiediena pārbaude
Galvenā spiediena mērītāja daļa ir hidrauliskais sūknis, kas iestata spiedienu, kas nepieciešams pareizai pārbaudei. Ir divu veidu spiediena paaugstinājumi:
- Rokasgrāmata - izmanto, lai pārbaudītu ūdens piegādi nelielā mērā.
- Elektriskais instruments ir viegli darbināms, uzticams, izturīgs, bet dārgs. Tāpēc to izmanto tikai profesionālai uzstādīšanai.
Metāla-plastmasas cauruļu cena
Produktu izmaksas atšķiras atkarībā no ražotāja un diametra. Vidējās cenas ūdens caurulēm no metāla plastmasas Maskavā:
| Ražotājs | Valsts | Cena m/lineāra ($) |
| Valtec | Krievija, Itālija | no 1.5 |
| Oventrops | Vācija | no 1.2 |
| Henko | Beļģija | no 0.8 |
| Nanoplasts | Krievija | no 0.7 |
| Comap | Francija | no 1.6 |
Cenas norādītas caurulēm ar diametru 16 mm. Jo lielāks ir izstrādājuma šķērsgriezums, jo augstākas ir tā izmaksas uz lineāro metru. Turklāt cenas var nedaudz atšķirties atkarībā no pārdošanas reģiona.
Progress pakāpeniski vienkāršo mūsu dzīvi un atvieglo darbu. Līdz ar visu veidu moderno izturīgo plastmasu parādīšanos tās sāka izmantot cauruļvadiem, ir mainījušās arī santehnikas sistēmu uzstādīšanas metodes mūsu mājoklī - tagad uzstādīšanu varam viegli veikt paši, neiesaistot sarežģītas iekārtas un speciālistus. Tērauda cauruļvadu laikmets ir beidzies.
Gaidām mūsu pastāvīgo lasītāju! Šajā rakstā mēs runāsim par to, kas ir metāla plastmasas caurules santehnikai - labākais materiāls mājas santehnikas sistēmām.
Priekšrocības un trūkumi
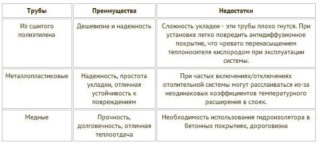
Svarīgi metāla-polimēru izstrādājumu pozitīvie aspekti ir:
- ideāls iekšējo sienu gludums, kas novērš sistēmas nogulsnēšanos;
- izturība - metāla polimēru daudzslāņu caurules kalpošanas laiks karstā ūdens apgādei ir aptuveni 50 gadi;
- inerce pret koroziju un agresīvu vidi;
- laba plastika;
- mazs svars, kas atvieglo produktu transportēšanu un to uzstādīšanu;
- vienkārša aukstā vai karstā ūdens apgādes sistēmu uzstādīšana, kam nav nepieciešami sarežģīti instrumenti;
- skaņas izolācijas īpašības - ūdens transportēšana caur šādām sistēmām ir gandrīz nedzirdama;
- estētika.
Ar savām pozitīvajām īpašībām metāla plastmasas caurules nav bez trūkumiem. Galvenais trūkums ir dažādie polimēra un metāla slāņa izplešanās koeficienti pie temperatūras atšķirībām. Tā rezultātā locītavas laika gaitā var atslābt, izraisot noplūdes.
Caurules baidās no saules, tāpēc tās izmanto iekšējo komunikāciju ierīkošanai dzīvoklī, pirtī, lauku mājā. Saules gaisma provocē caurules sildīšanu un tālāku izplešanos.Tajā pašā laikā auksts ūdens izraisa polimēra saraušanos. Temperatūras svārstības šādam materiālam ir nevēlamas.
Metāla-plastmasas cauruļu veiktspējas raksturlielumi
Plastmasas cauruļu kalpošanas laiks
Metāla plastmasa izceļas ar paaugstinātu izturību pret koroziju, inerci pret aktīvākajām ķīmiskajām un bioloģiskajām vielām. Šāda veida izstrādājumiem karsējot ir samazināts izplešanās koeficients, tāpēc tie ir mazāk pakļauti deformācijai nekā citiem analogiem. Uzstādītajiem produktiem ražotāji sniedz garantiju:
- 95 C˚ temperatūrā - garantijas laiks ir 25 gadi;
- 20 C˚ temperatūrā - garantijas laiks ir 50 gadi.
Labākie metāla-plastmasas cauruļu ražotāji
Zemāk ir labākie metāla plastmasas cauruļu ražotāji:
- Henco (Henko), Beļģijas korporācija. To caurules ir viens no daudzfunkcionālajiem, modernizētajiem, ļoti uzticamajiem produktiem, kas šodien ir pieejami tirgū;
- Oventrop - plastmasas cauruļu ražotājs Oventrop ir viens no lielākajiem novatoriem, kas risina vecās apkures un ūdens apgādes problēmas;
- pex. Molekulāri šķērsšūts polietilēns ir piemērots gan ūdens apgādes sistēmām (siltajām un aukstajām), "siltajām grīdām", gan centralizētajai apkurei;
- Rehau. Rehau produkti ir kvalitatīvi un izturīgi, kas ir galvenā priekšrocība izvēloties materiālu santehnikai un apkurei;
- Unipipe. Unipipe cauruļu konstrukcijas ir pazīstamas ar savu pievilcīgo cenu un uzticamo veiktspēju, tāpēc šo izstrādājumu izmantošana būs ekonomiska un droša.
- Valtec. Valtec ražotās caurules atbilst visdažādākajām santehnikas un apkures sistēmu izbūves un uzstādīšanas prasībām, pārstāvot augstas kvalitātes produktu.
Kādu temperatūru un spiedienu var izturēt plastmasas caurules
Caurulei, kas izgatavota no metāla plastmasas, salīdzinājumā ar citiem materiāliem, ir vairākas priekšrocības:
- Iztur augstas temperatūras slodzes līdz 95 C˚.
- Darba spiediens no 10 atm.
- Skābekļa difūzija 0 g/m³ dienā.
Nolikums un sertifikāti
Mūsu valstī tirgus ir piepildīts ar dažādu metāla-plastmasas cauruļu ražotāju precēm. Lielākā daļa firmu garantē kvalitāti, bet katrs uzņēmums izvirza nosacījumu patērētājiem: ievērot rūpnīcas norādījumus.
Krievijā ir dokumenti, lai kontrolētu metāla plastmasas cauruļu kvalitāti:
- SP 41-102-98 - noteikumi par apkures sistēmu metāla plastmasas cauruļvadu projektēšanu un uzstādīšanu;
- SP 40-103-98 - noteikumi karstā un aukstā ūdens apgādes projektēšanai un uzstādīšanai.
Cauruļvadu marķēšana
Cipari, burti un citi apzīmējumi uz metāla plastmasas caurules virsmas slēpj produkta datus. Ražotājiem ir tiesības marķējumā norādīt savus apzīmējumus, bet galvenajos datos ir jābūt šādai informācijai:
- ražotāja nosaukums;
- atbilstības sertifikāts;
- polietilēna kategorijas (PP-R - polipropilēns, PE-R - polietilēns, PE-X - šķērssaistīts polietilēns);
- caurules diametrs un obligāti sienas biezums;
- nominālais spiediens pie satura temperatūras +20 grādi;
- tad ir zīmes, kas skaidri parāda, vai šī caurule ir piemērota ūdenim, kas tiks izmantots dzeršanai;
- pēdējais uzraksts uz caurules norāda partiju un ražošanas datumu.
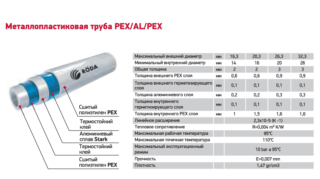
Metāla-plastmasas cauruļu tehniskie parametri
Pirmkārt, ūdens apgādes un apkures caurules, kas izgatavotas no metāla plastmasas, izceļas ar izcilu izturību, kas tiek panākta ar pareizu plastmasas un metāla slāņu secību. Otrkārt, šādas caurules iztur augstu spiedienu un temperatūru.
Tālāk ir sniegtas īpašas specifikācijas dažāda diametra caurulēm.
| Indikatora nosaukums/diametrs (mm) | 16 | 20 | 26 |
| Iekšējā slāņa materiāls | PEX-B | ||
| Ārējā slāņa materiāls | PEX-B | ||
| Iekšējais diametrs, (mm) | 16 | 20 | 26 |
| Alumīnija slāņa biezums (mm) | 0,23 | 0,23 | 0,23 |
| Spoles garums (m) | 100 | 100 | 100 |
| 1 tekošā metra caurules svars (kg/m) | 0,115 | 0,14 | 0,25 |
| Temperatūra pie 10 bāru darba spiediena | 0-95 | 0-95 | 0-95 |
| Temperatūra pie 25 bāru darba spiediena | 0-25 | 0-25 | 0-25 |
| Maksimālā īslaicīgā slodze | 130 | 130 | 130 |
| Maksimālais spiediens pie t=20C, bar | 94 | 73 | 86 |
| Caurules deformācija karsēšanas laikā līdz temperatūrai (120-3С) laikā (60 + 1),% | 0,81 | 0,81 | 0,81 |
| Nelīdzenums | 0,006 | 0,006 | 0,006 |
| Lielākais iespējamais rādiuss, liekot manuāli, mm | 80 | 100 | 130 |
| Lielākais iespējamais rādiuss, liekot ar cauruļu liekēju, mm | 45 | 60 | 95 |


