Atsperu cauruļu liecēji vara cauruļu liekšanai
Atsperu ierīču dizains ir ārkārtīgi vienkāršs. Tajos esošais aktīvais elements ir ļoti spēcīga tērauda atspere ar spolēm, kas cieši pieguļ viena otrai. Atsperes stingrība neļaus vara caurulei noslīdēt, deformēties vai salūzt iekārtas iekšienē.Kad caurule ir saliekta noteiktā leņķī, tērauda atspere izgriezīsies, pārvietojoties uz citu brīvu vietu.

Galvenais nosacījums, kas nodrošina vienmērīgu locīšanu, ir atsperes un caurules izmēru atbilstība.
Galvenās atsperu manuālā cauruļu liekšanas priekšrocības:
Instruments ir viegls un daudzpusīgs.

Viņi var strādāt slēgtās telpās. Ja vēlaties mainīt cauruļvada daļas ceļu, nav nepieciešams demontēt sistēmas daļu, lai to transportētu uz mašīnu. Atsperu cauruļu liekējs varēs veidot detaļu uz darbagalda.Atsperu manuālais cauruļu liekējs var piešķirt jebkādu formu vara caurulei bez ierobežojumiem, vienlaikus neļaujot izstrādājumam saliekties akūtā leņķī. Ierīce ļoti maigi veido cauruļvada elementus .
Atsperu cauruļu liekēju trūkumi:
- Ar šo ierīci ir ērti strādāt tikai īsiem cauruļvadu garumiem, nav atzīmju ar grādiem, locīšana tiek veikta “ar aci”.
Izmantojot piemērota diametra atsperi, vara cauruli var ātri un bez bojājumiem saliekt.
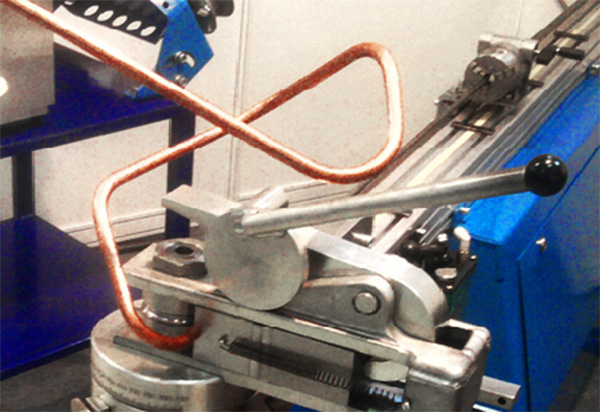
Manuāls sviras cauruļu liekējs vara caurulēm
Nākamā veida instrumentam, sviras cauruļu liektājam vara caurulēm, ir divas sviras. Uz vienas no tām ir kurpes, bet otrā ir aprīkota ar liekšanas veidni. Abām svirām ir lieces atzīmes, pateicoties kurām var regulēt lieces leņķi.
Lai ievietotu cauruli sviras instrumentā, ir nepieciešams pārvietot rokturus vienu no otra.
Pārliecinoties, ka caurule atrodas tieši veidnes rievās, tā jānostiprina ar kronšteinu. Svira ar apavu ir novietota tā, lai nulles atzīmes uz tās un veidnes sakristu. Ar vienmērīgu kustību svira pagriežas vēlamajā lieces leņķī.

Sviras vara cauruļu liekšanas priekšrocības:
- Viegls svars, kompakta un pieņemama cena.Ļauj izlocīt vara izstrādājumu bez lielas fiziskas piepūles.Maksimālais lieces leņķis ir 180 grādi, kas ir pilnīgi pietiekami sadzīves vajadzībām.
Sviras cauruļu liekšanas trūkumi:
- Manuālais cauruļu liekējs ir bezjēdzīgs, strādājot ar lielizmēra izstrādājumiem.Šo instrumentu nevar izmantot cita diametra cauruļu liekšanai.
Kā pats izgatavot cauruļu liektāju
Ja nepieciešams, ar savām rokām varat izgatavot efektīvu manuālo cauruļu liektāju.
Vienkāršākā ierīce ir viegli izgatavojama, pamatojoties uz betona plātni. Turklāt jums ir nepieciešams tikai perforators un noteikts skaits tērauda tapu. Marķējums tiek veikts uz plāksnes režģa veidā ar šūnām 4x4 vai 5x5 cm. Režģa mezglos tiek izurbti dziļi caurumi, pēc kuriem tajos tiek fiksētas tapas. Cauruļu lokotājs ir gatavs.
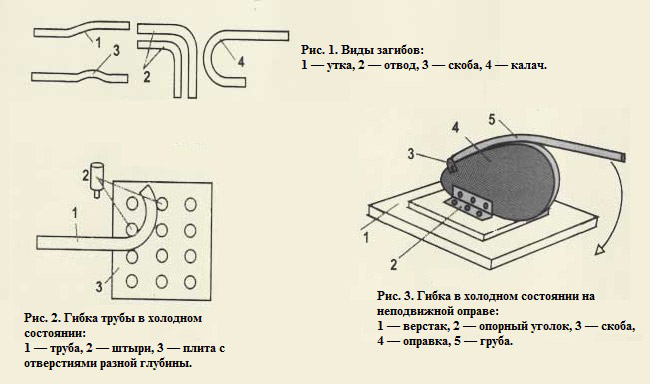
Pēc tam vara cauruli ievieto starp tapām un viegli saliek vēlamajā virzienā. Pārvietojot izstrādājumu starp tapām, jūs varat mainīt lieces rādiusu.
Nākamā iekārta ir strukturāli sarežģītāka un jau izskatās pēc īsta cauruļu liecēja. Vispirms tiek izgatavota pamatne, kurai vislabāk piemērota stipra taisnstūrveida dzelzs caurule, kuras sieniņu biezums ir vismaz 3 mm. Atkāpjoties no vienas malas 2-3 cm, tiek izveidots caurums. Tās diametram jāatbilst galvenā skriemeļa izmēram.
Lai aprēķinātu pamatnes garumu, ir jānosaka maksimālais lieces rādiuss, uz kādu būs spējīgs cauruļu liekējs, un šim rādītājam jāpievieno 5 cm.. Caurules lieko daļu nogriežam. Lokamo cauruļu aizbāznis tiks izgatavots matadata veidā. Vienā galā būs uzgrieznis, otrā - T veida elements.
Tālāk mēs pārejam pie cauruļu liekšanas roktura izgatavošanas. Šim nolūkam ir lieliski piemērotas dzelzs plāksnes, kuru biezums ir 4 mm vai vairāk.Plākšņu platumam jāatbilst pamatnes izmēriem.
Pēc visu topošā cauruļu lokotāja elementu sagatavošanas varat sākt montēt ierīci. Pamatne ir stingri iespiesta skrūvspīlē, skriemelis tiek ievietots izveidotajā caurumā, rokturi ir fiksēti.
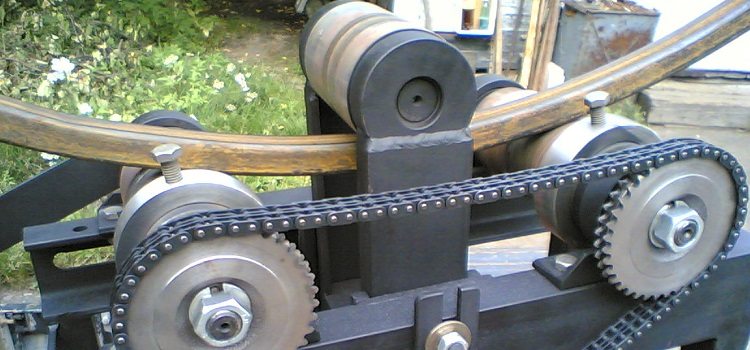
Daži amatnieki patstāvīgi montē sarežģītas un funkcionālas hidrauliskās iekārtas. Šim nolūkam tiek izmantots hidrauliskais automašīnas domkrats, veltņi, dzelzs kanāls, kurpes un tērauda stiprinājumi. Vissvarīgākais punkts ir rullīšu izvēle, jo šī daļa nodrošinās pareizu caurules piegulšanu un līdz ar to arī līkuma kvalitāti.
Vara cauruļu īpašības un to pielietojums
Vara caurules tiek plaši izmantotas ikdienas dzīvē un daudzās tautsaimniecības jomās. Tas ir saistīts ar iespaidīgu priekšrocību sarakstu, kas atšķir šo materiālu no plastmasas vai dzelzs kolēģiem:
- Laba izturība pret mehānisko spriegumu, triecieniem, liecēm.
- Ilgs kalpošanas laiks, mērāms desmitos gados.
- Izturīgs pret patogēno mikroorganismu augšanu, kas padara vara cauruļvadus par labāko dzeramā ūdens piegādes iespēju.
- Vienkārša uzstādīšana un apkope.
- Izturīgs pret aplikuma veidošanos uz cauruļvada iekšējām sienām. Ekspluatācijas laikā cauruļvada klīrenss nesamazinās, neveidojas aizsprostojumi.
- Plašs darba temperatūras diapazons.
- Mazs termiskās izplešanās koeficients.
- Izturība pret koroziju.

Cauruļvadu tīklu būvniecībā tiek izmantotas divu veidu vara caurules:
- Atkvēlināts.
- Neatkvēlināts.
Atlaidinātie izstrādājumi tiek plaši izmantoti, tie ir viegli izliekami, tiem ir laba izturība pret augstām temperatūrām, spiedienu vai ķīmiskām vielām. Bet spēka ziņā šāda caurule zaudēs neatšķaidītu.
Neatlaidinātos izstrādājumus ir grūtāk saliekt, savukārt lieces rādiuss nedrīkst būt mazāks par trīs caurules diametriem.
Kas ir cauruļu lokotāji
Cauruļu liekšanas ierīces atšķiras pēc konstrukcijas un paredzētā mērķa. Tie ir mehāniski un pārnēsājami manuāli.
Maza diametra cauruļu liekšanai pēdējā iespēja ir diezgan piemērota. Manuālais cauruļu liekējs vara caurulēm var tikt galā ar plānsienu izstrādājumiem, kuru diametrs nepārsniedz 50 mm (saskaņā ar DU - divu collu caurules). Lai iegūtu vēlamo formu, locījumam ir jāpieliek fiziska piepūle, kas ir galvenais dizaina trūkums, taču patērētājus piesaista tā pieejamā cena un nelielais svars.

Atsevišķi var izdalīt elektrohidrauliskās vai elektriskās mašīnas ar CNC (datora ciparu vadību). Viena no programmas vadības funkcijām būs vara cauruļu, arī maza diametra, locīšana. Protams, nav vērts iegādāties šādu mašīnu tikai cauruļu locīšanai.
Saskaņā ar lieces mehānismu cauruļu liekējus var iedalīt trīs grupās:
Arbaleta manuālais cauruļu liekējs.

Aprīkojumam ir arbaleta ieroča forma, un pati locīšana notiek pēc loka auklas vilkšanas principa. Vēlamais leņķis ir piestiprināts pie vara caurules sekcijas, izmantojot veidni, kas iekļauta arbaleta ierīces komplektā. Veidnes (veidlapas) tiek aizpildītas tikai vienā eksemplārā, kas paredzētas noteikta diametra caurulei.
Vairs nebūs iespējams saliekt cauruli, kuras diametrs atšķiras no veidnes. Šāda veida aprīkojums nespēs saliekt leņķi, kas pārsniedz 90 grādus. Manuālais cauruļu liekējs ir piemērots tikai mazām caurulēm, kuru diametrs ir no 10 mm līdz 22 mm.. Segmentu cauruļu lokotāji.
Caurule tiek izvilkta, izmantojot īpašu segmentu. Vizuāli ierīce atgādina nelielu mašīnu cauruļu locīšanai, kuru diametrs nepārsniedz 42 mm. Maksimālais lieces leņķis segmentālajai mašīnai ir 180 grādi.

Segmentam ir pusdiska forma, tas griežas ar rokturi. Vara izstrādājums ir saliekts ap segmenta korpusu pareizā leņķī. Liekšanas princips ir radīt nevienmērīgas saspiešanas sprieguma stāvokli deformācijas vietā.
Šī procesa rezultātā palielinās vara (vai jebkura cita metāla) plastiskums, samazinās sienu dabiskais raupjums, tiek nodrošināta vienmērīga darba vides cirkulācija caurules dobumā.Mašīna var būt manuāla, pusautomātiska , un dažreiz pilnībā automātiski. Manuālā serdeņa optimāla darbība ir iespējama, ja sistēma ir pareizi iestatīta. Pusautomātiskās ierīces spēj programmēt deformācijas leņķi, daži modeļi neatkarīgi nodrošina stabilu serdeņa eļļošanu tā kustībai caurules iekšpusē.
Arbaleta tipa cauruļu liekējs ir manuāls stiprinājums
Cauruļu liekšanas serdeņu mašīnu var izgatavot ar rokām. Viņam svarīgākie darba elementi būs rullīšu matrica (vēlams paredzēt diametru regulēšanas iespēju), presformas diametram atbilstoša priekšējā skava, vadotnes, stieņu stieņi un spīļu skavas mantam.
Konstrukcijas pamatā būs standarta atbalsta rāmis, kas uzņem visas procesa slodzes. Piedziņu darbam visbiežāk izmanto svira, bet nopietnākiem nolūkiem izmanto hidrauliskās piedziņas. Stieņu aprīkojuma rasējumi ir atrodami internetā.
Vara caurules locīšanas iezīmes uz cauruļu liecēja
Vara caurulei no tās locīšanas viedokļa uz cauruļu liekšanas mašīnas ir 2 stāvokļi - mīksts un ciets. Cietajām un puscietajām vara caurulēm ir lielāka stingrība. Ražojot šādas caurules, tās tiek pakļautas termiskai apstrādei, lai palielinātu ekspluatācijas īpašības - izturību un elastību. Vara caurules bez termiskās apstrādes (neradinātas vara caurules) to stingrības dēļ ir ārkārtīgi grūti saliektas pat līdz 3D rādiusam.
Tāpēc, liekot vara caurules līdz lieces rādiusiem, kas mazāki par 3D, jāizmanto mīkstās caurules un vēl labāk mīkstās caurules ar paaugstinātu plastiskumu, vai cietās un puscietās vara caurules jāpakļauj termiskai apstrādei - atkausēšanai.Atkausēta vara caurule ir vairāk plastmasas, bet tai ir zemāka cietība. Tas ir labi deformēts (izliecas), bet pēc locīšanas tas ir jānostiprina termiski. Sakarā ar to, ka vara blīvums neatšķiras no tērauda, bet nerūsē, cauruļu sieniņu biezums ļoti reti pārsniedz 1,5–2 mm.
Maza diametra (līdz 38 mm) rūdītas vara caurules var viegli izliekt BMK cauruļu liekšanas mašīnās maziem rādiusiem (no 1,5 D) pat bez īpaša aprīkojuma.
Liekot atkvēlinātas vara caurules ar diametru lielāku par 38 mm uz cauruļu liektājiem, ar vienkāršu aprīkojumu jāizvēlas optimālais lieces rādiuss vai jāizgatavo sarežģītas iekārtas. Šādu vara cauruļu liekšanai aprīkojumā ietilpst īpašs liekšanas veltnis ar taisnu sekciju, kroku lauzējs un tērauda lokans serde.
Pēc locīšanas uz cauruļu liekšanas mašīnas izstrādājumus no atkausētām vara caurulēm vēlams termiski sacietēt, tādējādi palielinot to veiktspēju.
Visas apaļās vara caurules ir ražotas saskaņā ar GOST817-2006, un to apzīmējumā ir šāda informācija:
1. burts nosaka ražošanas metodi (D - auksti formēta, stiepta vai auksti velmēta, G-presēta)
2. un 3. burts - caurules forma (KR-apaļa)
4. burts — ražošanas precizitāte (N, P, I, K, S, U)
5. burts — stāvoklis (M mīksts, P pusciets, T ciets, L mīksts palielināts plastiskums, F pusciets palielināts stiprums, H cietums palielināts stiprums)
Tālāk izmēri D (diametrs) un S (sienas biezums), garums utt.
Īpaši nosacījumi precizitātei (T), izliekumam (O), stiepes prasībām (P), prasības cietībai (H), tinuma apstākļiem ruļļos (BTH) - brīvs tinums, (BU) - sakārtots tinums, (BS) - spirāle tinumu, ir definēti GOST 817-2006.
Cauruļu liekējs un cauruļu liekšanas mašīna vara cauruļu liekšanai
SIA "Baltic Engineering Company" ražo cauruļu liekējus vara cauruļu liekšanai un speciālu aprīkojumu tiem.
Cauruļu liecēji vara cauruļu liekšanai ar ārējo diametru no 3 līdz 30 mm:
- Programmējams serdeņa manuālais cauruļu liekējs CM-30 PARTNER 2 un 3 asu versijā
- Pusautomātiskā serdeņa liekšanas iekārta CE-30 PARTNER 2 un 3 asu versijā
- Mandrel automātiskā cauruļu liekšanas iekārta CE-30 PARTNER.3X
Cauruļu liekēji vara cauruļu liekšanai ar ārējo diametru no 3 līdz 51 mm:
- Pusautomātiskā serdeņu liekšanas iekārta CE-51 MASTER
- Mandrel automātiskā cauruļu liekšanas iekārta CE-51 MASTER.3X
Cauruļu liecēji vara cauruļu liekšanai ar ārējo diametru līdz 80 mm:
- Mandrel pusautomātiskā cauruļu liekšanas iekārta CE-80 PROFi
- Automātiskā serdeņa liekšanas iekārta CE-80 PROFI.3X
Izmantojot sērijas PARTNER, MASTER un PROFI cauruļu liekšanas mašīnas, no vara caurulēm varēsiet izgatavot jebkuras sarežģītības izstrādājumus!

