I. Polietilena berkait silang
Keperluan mendesak untuk menggunakan polietilena pada suhu dan tekanan yang lebih tinggi (untuk sistem pemanasan dan air panas) telah membawa kepada pembangunan kaedah untuk menghasilkan polietilena berat molekul tinggi. Ini dicapai dengan penyambung silang tekanan tinggi tambahan bagi polimer. Proses ini dipanggil silang silang, dan polietilena yang diperoleh dengan cara ini ialah polietilena silang silang (atau PEX).
Pautan silang polietilena difahamkan sebagai proses menghubungkan unit molekul ke dalam rangkaian tiga dimensi berjaring lebar akibat pembentukan pautan silang.
Apabila memaut silang dalam rantai molekul yang mengandungi atom karbon dan hidrogen, di bawah pengaruh faktor tertentu, atom hidrogen individu tercabut daripada pautan molekul polietilena. Ikatan bebas yang terbentuk digunakan untuk menyambung rantai antara satu sama lain.
Permintaan untuk paip PEX telah membawa kepada pembangunan pelbagai teknologi untuk pengeluarannya, yang, secara semula jadi, memberi kesan ketara kepada sifat pengguna produk akhir.
Sebagai permulaan, kami perhatikan ciri tersendiri yang terdapat dalam semua jenis PEX:
- peningkatan rintangan kepada suhu dan tekanan;
- memori molekul atau keupayaan untuk memulihkan bentuk selepas pembengkokan atau pembekuan berlebihan sistem;
- rintangan kepada pembentukan keretakan "perlahan" dan "cepat", i.e. keupayaan bahan untuk mengekalkan keanjalan dan sifat-sifat lain untuk masa yang lama - jangka hayat sistem.
Terdapat tiga cara untuk mengeluarkan paip PEX secara industri:
- peroksida atau PEX-A
- silane atau PEX-B
- sinaran atau PEX-C
PEX-C: pemautan silang (oleh sinar-X keras) tidak seragam dalam ketebalan. Di permukaan luar, proses terbesar penghubung silang molekul diperhatikan. Bahagian dalam mempunyai yang paling rendah. Purata peratusan silang silang ialah 78%.
PEX-B: proses penyambung silang (kaedah kimia menggunakan silan) bermula dari dua permukaan - luar dan dalam jauh ke dalam dinding paip. Dalam kes ini, kedua-dua permukaan menunjukkan peratusan silang silang yang tinggi, dengan peratusan terkecil di tengah-tengah ketebalan paip. Purata peratusan silang silang adalah lebih kurang 75%.
PEX-A: keistimewaan kaedah kimia ini ialah polietilena dan pemula pemautan silang - peroksida dicampurkan secara sekata. Pautan silang dijalankan di bawah tekanan tinggi dalam keadaan cair. Dengan kaedah ini, peratusan silang silang yang tinggi dicapai, dengan purata 85%.
Paip PEX-B dan PEX-C digunakan untuk pemanasan dan bekalan air panas, tetapi disebabkan oleh struktur bahan yang luar biasa, ia mempunyai beberapa batasan yang berkaitan dengan keplastikan dan kekuatan tahan lama bahan ini.
Paip PEX-A mempunyai kekuatan optimum dan sifat terma. Peratusan silang silang yang tinggi menyediakan sifat yang diperlukan untuk digunakan dalam sistem pemanasan dan air panas.
Secara langsung mengenai pasaran
Bukan rahsia lagi bahawa terdapat banyak tiruan murah dari jenama yang boleh dipercayai di pasaran. Mereka tidak menahan ujian suhu dan tekanan, ujian kekuatan tegangan dan tidak sesuai dengan ciri-ciri bahan mentah yang diisytiharkan. Sebagai peraturan, ini adalah tiruan dari Asia Tenggara, dibuat dengan penjimatan bahan mentah dan teknologi, tanpa sebarang kawalan. Oleh itu, pelanggan menerima tiada siapa yang tahu apa, dan kemudian tidak dapat mengimbangi kerugiannya. Keadaan semasa sangat membimbangkan kerana kehadiran sebilangan besar "pakar" yang bekerja di pasaran pembinaan, membeli paip dan melakukan pemasangan untuk pelanggan persendirian dengan tangan mereka sendiri. Bekerja dengan paip polimer, mereka tahu dengan baik apa yang mereka hadapi (terutamanya paip logam-plastik), mereka tahu tentang delaminasi dan kebocoran.
III. Paip logam-polimer logam-plastik.
Lapisan pertama ialah polietilena silang silang (PEX). Paip logam-plastik moden (PEX-al-PEX) terdiri daripada lima lapisan, setiap satunya mempengaruhi kualiti, kebolehpercayaan dan ketahanan paip secara keseluruhan.
Ciri-ciri ringkas PEX dibentangkan pada permulaan bahagian tapak ini. Sebagai peraturan, pengilang cuba memilih nisbah kualiti harga yang paling optimum.
Lapisan kedua dan keempat ialah komposisi pelekat.
Seperti yang diketahui, pekali pengembangan haba linear untuk polietilena dan aluminium adalah berbeza, dan semasa operasi, lapisan paip yang berbeza mengembang secara berbeza, yang membawa kepada tegasan yang ketara dalam struktur, yang boleh menyebabkan pelanggaran integriti dan kemusnahan seterusnya. daripada paip itu. Ini adalah salah satu kelemahan utama paip logam-plastik, yang pengeluar cuba meminimumkan dengan memperbaiki komposisi pelekat yang digunakan untuk mengikat aluminium ke polimer.
Masalah kekukuhan sambungan "polimer-aluminium" diselesaikan hanya untuk paip, dalam pengeluaran yang mana komposisi pelekat berkualiti tinggi khas digunakan untuk membetulkan lapisan.
Lapisan ketiga ialah aluminium foil.
Sehingga kini, tiga kaedah utama untuk mengimpal lapisan aluminium digunakan.Apabila memilih paip, perhatian khusus mesti diberikan kepada kedua-dua lapisan aluminium itu sendiri dan kaedah kimpalan. Pengeluar paip logam-polimer menggunakan kedua-dua aluminium tulen dan aloi yang lebih dipercayai
Kimpalan lapisan aluminium dengan pertindihan (Rajah 1, a) dilakukan dengan pistol ultrasonik yang melakukan "cauterization" tempat pada lapisan. Kaedah ini mempunyai beberapa kelemahan yang ketara: yang pertama ialah ketiadaan kimpalan berterusan dan, akibatnya, sambungan berkualiti tinggi; yang kedua - tepi kerajang aluminium, apabila suhu dan tekanan berubah, mula bergerak dan memecahkan polietilena dan lapisan pelekat, melanggar integriti paip.
Kimpalan dengan rod tungsten dalam gas lengai (Rajah 1, b) lebih dipercayai, tetapi kaedah ini membawa kepada penipisan lapisan aluminium di tapak kimpalan, pelanggaran sifat dan ciri kekuatan aluminium di tapak kimpalan. . Yang paling moden dan boleh dipercayai ialah kimpalan punggung laser (Rajah 1, c): lapisan aluminium di tapak kimpalan tidak menjadi lebih nipis dan sifat fizikal dan kimianya tidak dilanggar.
Kebolehpercayaan kimpalan adalah sangat penting apabila mengembangkan paip, contohnya, disebabkan oleh pembekuan air di dalamnya, peningkatan suhu dan tekanan, meregangkan paip dengan alat (dalam kes sambungan menggunakan lengan alih). Akibat pengembangan adalah anjakan lapisan polietilena dan aluminium, kerosakan pada lapisan pelekat dan risiko koyak jahitan kerajang aluminium. Tidak seperti sambungan lengan boleh alih, kelengkapan tekan lebih cepat, kurang menyusahkan, lebih murah dan tidak merosakkan paip.
Lapisan kelima ialah polietilena silang silang (PEX).
Sebagai lapisan luar yang menjalankan fungsi perlindungan, bersama-sama dengan PEX, polietilena REND berketumpatan tinggi sering digunakan baru-baru ini.
Perhatian khusus harus diberikan kepada paip logam-polimer yang menjanjikan yang diperbuat daripada polietilena tahan haba PE-RT/AL/PE. Satu ciri paip ini ialah peningkatan bilangan atom karbon pengikatan (sehingga 6) berbanding paip PEX
Paip logam-polimer yang diperbuat daripada polietilena tahan haba sesuai untuk kedua-dua radiator atau pemanasan lantai, sistem lebur salji, serta untuk bekalan air sejuk dan panas.
Teknologi pemasangan
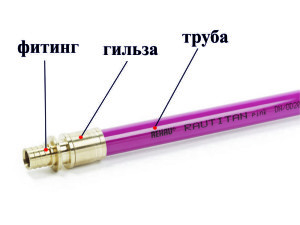
Pemasangan paip yang diperbuat daripada polietilena bersilang dijalankan dengan cara kelengkapan berbentuk - unsur penyambung logam. Tidak seperti produk plastik lain, yang disambungkan dengan cara yang sama, keanjalan PEX memastikan ketat maksimum sendi, dan pekali pengembangan linear yang rendah memastikan saluran paip tidak bocor semasa operasi.
Terdapat dua pilihan sambungan:
- kelengkapan mampatan - penetapan berlaku kerana pengeliman dengan nat di atas pemasangan pengembangan.Alat yang diperlukan ialah sepana;
- kelengkapan akhbar - segmen ditekan dengan lengan khas, untuk pemasangan penyepit penekan manual atau alat hidraulik diperlukan.
Sambungan paip PEX dengan kelengkapan mampatan dilakukan mengikut algoritma berikut:
- Produk dipotong mengikut saiz dan dibersihkan daripada burr.
- Nat mampatan dan cincin berpecah dipasang pada paip, yang dipasang pada jarak 1 cm dari tepi.
- Paip ditolak ke puting pemasangan.
- Menggunakan alat - sepana, paip dikerutkan dengan mengetatkan nat pada pemasangan.
paip PEX dan pemasangan tekan
Teknologi untuk menyambung paip yang diperbuat daripada polietilena bersilang dengan kelengkapan akhbar:
- Paip dipotong menjadi kosong dengan panjang yang diperlukan, dibersihkan daripada burr.
- Dua segmen dipasang pada pemasangan akhbar sehingga ia berhenti.
- Dengan bantuan penyepit menekan, tepi logam pemasangan ditekan sehingga tangan penyepit bersatu.
Terdapat juga kelengkapan polietilena konvensional yang direka untuk pematerian. Untuk pemasangan sedemikian, anda memerlukan alat untuk paip pematerian, besi pematerian Cina yang murah berharga kira-kira 2-3 ribu rubel. Alat ini disertakan dengan ikat kepala untuk diameter yang berbeza (16, 20 mm, dsb.).
Urutan pematerian adalah seperti berikut:
- Paip dipotong dan dinyahburkan.
- Besi pematerian dipanaskan pada suhu operasi.
- Paip dan pemasangan dipasang pada muncung besi pematerian yang dipanaskan, di mana ia dipegang selama 5-10 saat, kemudian unsur-unsur dikeluarkan dan disatukan. Ia mengambil masa 16-30 saat untuk memerah paip dan pemasangan.
II. Polipropilena
Polipropilena diperoleh dengan pempolimeran propilena.
Varietinya:
- homopolimer (PP-C);
- kopolimer blok (PP-B);
- kopolimer rawak (PP-RC).
Ciri perbandingan saluran paip yang diperbuat daripada polietilena bersilang (PEX) dan polipropilena (PP):
 |
Angka ini menunjukkan "tegasan lilitan yang dibenarkan berbanding hayat perkhidmatan" untuk polietilena silang silang (PEX) dan polipropilena (PP-C) pada suhu operasi 95°C. Ia boleh dilihat bahawa kadar penurunan kekuatan dengan peningkatan suhu dan paip yang diperbuat daripada polipropilena adalah lebih besar daripada polietilena bersilang.
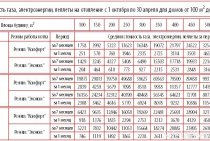
Mari kita bandingkan lagi PEX dan PP-RC, dengan mengambil dalam kedua-dua kes paip jenis PN20 (jenis PN40, sebagai contoh, bermakna, mengikut definisi, bahawa paip ini boleh menahan tekanan 40 atm. pada 20 ° C selama 50 tahun) dengan diameter luar yang berbeza 20 dan 110 mm dan bandingkan ketebalan dinding:
 |
Mari kita bandingkan tekanan kerja yang dibenarkan untuk paip PN20 pada suhu yang berbeza, tetapi di bawah satu keadaan umum - hayat perkhidmatan selama 50 tahun:
 |
Daripada perbandingan ini, dapat dilihat bahawa paip PEX mampu menahan tekanan yang lebih tinggi pada suhu tinggi berbanding paip PP-RC.
Pemasangan paip polipropilena dalam keadaan peletakan tanpa saluran dijalankan di bahagian lurus yang memerlukan teknologi khas untuk sambungan (kimpalan, pematerian, gam), tidak seperti paip PEX (kaedah sambungan - mampatan-benang atau lengan, sentiasa memberikan kesederhanaan dan kebolehpercayaan, kerana PEX paip mempunyai ingatan molekul). Tegasan kuat yang berlaku dalam paip PP memerlukan pemasangan peranti pampasan. Saluran paip PEX dilucutkan daripada semua kekurangan ini, kerana ia adalah laluan yang fleksibel dan memampas diri, pemasangannya dilakukan dengan bantuan teluk. Menggantikan paip keluli dengan PEX dalam keadaan bandar menang daripada menggantikan dengan propilena, kerana. ia adalah dalam kes ini bahawa peletakan laluan yang sangat baik diperlukan, mengekalkan struktur sedia ada komunikasi lain tidak berubah.