Technologisch proces van PP-lassen
Het lassen van polypropyleen buizen is gebaseerd op het vermogen van dit type plastic om zacht te worden bij verhitting tot een bepaalde temperatuur, waardoor het een staat krijgt die lijkt op zachte plasticine. Bij nauw contact tussen twee gesmolten delen vindt het proces van wederzijdse penetratie (diffusie) van materialen plaats, resulterend in een sterke verbinding, die qua duurzaamheid niet onderdoet voor een holistische structuur.
Er zijn twee manieren om polypropyleen buizen aan te sluiten: stomp en koppeling. Bij de eerste optie worden de uiteinden van de onderdelen tegelijkertijd verwarmd met een speciale schijfsoldeerbout, waarna ze met elkaar worden verbonden; deze technologie wordt veel gebruikt bij het verbinden van buizen met een grote diameter in de industriële constructie.
Bij gebruik in de bouwsector voor het leggen van water- en verwarmingsnetwerken van polypropyleen buizen met kleine diameters (tot 63 mm), is de stompmethode absoluut ongeschikt om de volgende redenen:
- lassen van polypropyleen buizen van slechts één diameter kan worden gerealiseerd;
- na het aanmeren wordt een convexe naad gevormd in de pijpleiding, die de dwarsdoorsnede van het doorgangskanaal verkleint - dit verhoogt de hydraulische weerstand van een pijpleiding met een kleine diameter aanzienlijk en vermindert de efficiëntie van het gebruik ervan, verhoogt de kans op verstoppingen.
- de verbinding is minder sterk dan de koppeling.
De technologie van solderen met behulp van koppelingen bestaat uit het gebruik van een overgangsstuk voor het verbinden van buizen (een segment van een conventionele enkellaags PP-buis) met een binnendiameter die overeenkomt met de buitendiameter van de te verbinden buissegmenten. Om met een speciale soldeerbout te werken, worden het buitenoppervlak van de buis en de binnenste overgangshuls gelijktijdig verwarmd, waarna de onderdelen snel handmatig worden verbonden. Een soortgelijke procedure met het verwarmen van de huls en de buitenste buisvormige huls wordt uitgevoerd met het tweede verbonden segment. Het is duidelijk dat na het inbrengen in de koppeling de uiteinden van beide buissecties bijna end-to-end zijn verbonden zonder een convexe naad, en als een adapter met verschillende diameters wordt gebruikt, kunnen pijpleidingen van elke grootte worden samengevoegd.

Rijst. 5 Kunststof buizen solderen - een technologisch proces
Wat is de levensduur van polypropyleen buizen, tegen welke temperatuur zijn ze bestand?
Polypropyleen buizen hebben zich bewezen in verwarmingssystemen. Ze zijn een waardige vervanging geworden voor metalen verwarmingspijpleidingen.
De levensduur van polypropyleen buizen is niet minder dan de levensduur van metalen buizen.
PP-buizen zijn niet bang voor corrosie, bestand tegen chemicaliën die in het dagelijks leven worden gebruikt, en als water bevriest, bezwijken ze niet. Daarom kunnen polypropyleenbuizen 25 jaar in verwarmingssystemen worden gebruikt en ongeveer 50 jaar in koudwaterleidingen.
De sterkte en betrouwbaarheid van een polypropyleen watertoevoersysteem wordt ook verzekerd door de methode van hun aansluiting. Het wordt uitgevoerd door lassen. Dit zorgt voor stevigheid en stevigheid. Tijdens bedrijf is het niet nodig om de verbindingen constant aan te spannen, zoals bij metalen pijpleidingen het geval is.
Welke temperatuur kunnen polypropyleen buizen weerstaan?
Veel mensen staan nog steeds argwanend tegenover polypropyleen buizen in verwarmingssystemen. Laten we eens kijken welke temperatuur ze kunnen weerstaan, wat de levensduur is van polypropyleen buizen en of het mogelijk is om ze te gebruiken voor huisverwarming.
Het materiaal dat wordt gebruikt voor de vervaardiging van buizen wordt verkregen door polymerisatie van polypropyleen met de deelname van metaalkatalysatoren. Polypropyleen wordt zacht bij +140C, dit materiaal smelt bij +175C.
Het wordt duidelijk dat langdurige blootstelling aan hoge temperaturen en overdruk zal leiden tot vervorming van de pijpleiding.
Fabrikanten garanderen de normale werking van polypropyleen buizen in het verwarmingssysteem bij temperaturen tot + 95C. Maar er is nog steeds een veiligheidsmarge, waardoor de temperatuur van het koelmiddel op korte termijn kan worden verhoogd tot een temperatuur van + 140C. Maar frequente temperatuursprongen naar deze waarde leiden tot een verkorting van de levensduur van de pijpleiding, hoewel deze niet vanzelf zal smelten.
Wanneer u polypropyleen buizen koopt, moet u op hun markering letten. Voor een koudwatertoevoersysteem worden buizen van polypropyleen PN10 tot PN25 gebruikt
PN20-leidingen kunnen worden gebruikt tot +60C en PN25-leidingen kunnen worden gebruikt als de koelvloeistoftemperatuur tot +95C is.
Welke druk kunnen polypropyleen buizen van verschillende typen weerstaan?
Veel kopers die besluiten een pijpleiding van polypropyleen te installeren voor koudwatervoorziening of verwarming, zijn geïnteresseerd in hoeveel druk ze kunnen weerstaan. De levensduur van polypropyleen buizen is hiervan afhankelijk. Deze vraag is erg belangrijk. Omdat de druk in het leidingsysteem of in het verwarmingssysteem, die polypropyleen gedurende de gehele gebruiksperiode ervaart, de levensduur van het product beïnvloedt. Als de pijpleiding een constant hoge temperatuur heeft, maar lage druk (of omgekeerd), dan gaat de pijp lang mee. Maar als er tegelijkertijd zowel hoge druk als hoge temperatuur in het systeem is, wordt de levensduur drastisch verkort.
Om ervoor te zorgen dat de pijpleiding de door de fabrikant beloofde 50 jaar kan dienen, is het noodzakelijk dat de druk in het systeem 4-6 atmosfeer is en dat de temperatuur van het koelmiddel niet hoger is dan 75 graden.
Polypropyleen buizen in het verwarmingssysteem
Polypropyleen buizen zijn nu een vrij populair materiaal voor het installeren van een verwarmingssysteem. Ze zijn bestand tegen vervorming, slijtage en worden gekenmerkt door een lage zuurstofdoorlaatbaarheid. Bovendien zijn ze perfect bestand tegen temperaturen met een min, zijn ze niet bang voor bevriezing van water.
Maar wanneer u ze kiest, moet u rekening houden met dergelijke punten:
Polypropyleen buizen zijn stijf, buigen niet. Om contouren of bochten te maken, moet u hoeken gebruiken, wat niet altijd handig is.
Voor polypropyleen buizen worden fittingen geproduceerd met een grote doorsnede in vergelijking met fittingen van andere elementen van het systeem, bijvoorbeeld radiatoren. Deze omstandigheid heeft een negatieve invloed op het uiterlijk van het systeem.
Polypropyleen rekt sterk uit bij verhitting
Als het systeem op een open manier is gemaakt, ziet het er lelijk uit door doorhangende leidingen.
Het is belangrijk dat de leidingen tijdens de installatie niet oververhit raken, omdat de doorgang kan afnemen wanneer de leidingen in de fittingen worden gestoken. Een dergelijke installatiefout zal leiden tot slechte prestaties van het verwarmingssysteem.
Het wordt niet aanbevolen om polypropyleen buizen te gebruiken bij het aanleggen van ketels. In stookruimten verandert de temperatuur van de leidingen vaak, terwijl polypropyleen voor dergelijke omstandigheden geen geschikt materiaal is.
Gezien alle hierboven beschreven negatieve punten, zijn polypropyleen buizen voor verwarmingssystemen een goede optie.
Welke temperatuur kunnen polypropyleen buizen weerstaan?
Om het uiterlijk van een polypropyleen buis te bepalen, is er een speciale markering. Naast de fabrikant en merknaam wordt op de buis de algemeen aanvaarde classificatie toegepast.
- naam van polypropyleen modificatie;
- standaard proportionele verhouding;
- nominale buitendiameter en wanddikte;
- nominale druk;
- normen van de fabrikant.

De maximale temperatuur van PP-buizen is 95 ° C. Dit is misschien wel het enige nadeel van polypropyleen, het is niet bestand tegen hoge temperaturen. Bij t 140° wordt het materiaal zacht en vervormt het gemakkelijk, en smelt bij 175°.
De temperatuur in verwarmingssystemen is ook niet ontworpen voor dergelijke indicatoren, dus PP-buizen zijn redelijk geschikt om ze voor warmtepijpleidingen te gebruiken.
Kortetermijnstijgingen van temperatuurindicatoren leiden zelden tot storingen, maar het is belangrijk om te bedenken dat wanneer leidingen worden gebruikt bij temperaturen van 100 °, hun levensduur aanzienlijk wordt verkort. De 50 jaar die door de fabrikant is aangegeven, kan zelfs anderhalf jaar worden, omdat de duurzaamheid niet alleen afhangt van de technische kenmerken, maar ook van de bedrijfsomstandigheden
De 50 jaar die door de fabrikant is aangegeven, kan zelfs anderhalf jaar worden, omdat de duurzaamheid niet alleen afhangt van de technische kenmerken, maar ook van de bedrijfsomstandigheden.
Nuances bij het solderen van polypropyleen buizen
Het solderen van propyleenbuizen vereist bepaalde vaardigheden en ervaring; bij het uitvoeren van werkzaamheden moeten onervaren installateurs rekening houden met enkele nuances:
- Polypropyleen buizen versterkt met een binnenste aluminium schaal vereisen een iets langere verwarmingstijd, die experimenteel kan worden bepaald door experimenten uit te voeren op het verbinden van kortere stukken.
- Met aluminium versterkte PP-buizen die zich onder een dunne buitenschaal van polypropyleen bevinden, vereisen voorbereiding voor het solderen, het is noodzakelijk om deze aluminiumlaag tot de diepte van de verbinding met de fitting te verwijderen, zodat de folie het solderen niet hindert. Gebruik hiervoor een speciaal apparaat om te strippen - een scheerapparaat, geproduceerd in verschillende versies: handmatig en voor een boormachine. Als u te maken heeft met de installatie van met aluminium versterkte PP-buizen in grote volumes, is het beter om een mondstuk voor een boormachine (schroevendraaier) aan te schaffen - het verwijderen van de aluminiumlaag bij gebruik is sneller en met een hogere kwaliteit dan die van een perforatiemodel.
- Als de aluminium wapening zich in het midden tussen de binnen- en buitenwand van de buis bevindt, maken ervaren lassers de buis meestal niet schoon. Maar als ervaring niet genoeg is, wordt het aanbevolen om strippen te gebruiken voor interne versterking - trimmers. Hun ontwerp verschilt van de hierboven genoemde scheerapparaten door de aanwezigheid van een mes dat de folie van binnenuit vanaf het uiteinde van de pijp snijdt.

Rijst. 13 Volgorde van het solderen van PP-buizen, van bovenaf versterkt met folie
- Ze reinigen de buismantel van de verbonden delen niet van vuil - deze fout leidt tot slechte diffusie van polypropyleen en verdere drukverlaging van de verbinding.
- Kan geen snede van 90 graden aan. De fout leidt ertoe dat wanneer de buissecties in de verwarmingsmondstukken worden gestoken, ze niet volledig worden ondergedompeld en tijdens de installatie te veel speling ontstaat tussen hun uiteinden - dit verzwakt de verbinding en leidt tot ophoping van vuil in de gevormde groef.
- De leidingen in de koppeling zijn te strak of niet diep genoeg met elkaar verbonden, in het eerste geval wordt op de kruising een interne as gevormd die de diameter van het doorvoerkanaal verkleint. Als de leidingen in de koppeling te ver uit elkaar worden geplaatst, ontstaat er een inwendige groef en gaan de sterkte-eigenschappen van de verbinding achteruit.
- Let bij het verbinden van onderdelen niet op een rechte hoek. Bij afwezigheid van een bedieningsinstrument is het voor een beginnende installateur nogal moeilijk om een rechte hoek te behouden, of liever de uitlijning van de verbinding, vervormingen hebben een nadelige invloed op de kwaliteit van de verbindingen en maken het moeilijk om lange secties in voorgesneden delen te installeren rechte groeven.
- Onderverhitte of oververhitte onderdelen. In het eerste geval zal de diffusie onvoldoende zijn, de verbinding zal later delamineren en er zal een lek optreden, wanneer de pijpschalen oververhit raken, zal er een verharding verschijnen die het doorlopende gat naar binnen vernauwt.
- Draai of corrigeer de positie van de onderdelen tijdens het lasproces. Deze schending van technologie leidt tot verdere drukverlaging van de verbinding.
- Houd geen tijdsintervallen in acht bij het solderen, docken. Afwijkingen van de aanbevolen tabelwaarden leiden tot defecten in de vorm van oververhitting of onderverhitting van de buisschalen, hun delaminatie en bijgevolg tot slechte verbinding van onderdelen.

Rijst. 14 Hoe polypropyleen buizen niet te lassen
Waarom heb je leidingversterking nodig?
Om voldoende warmte in de appartementen te garanderen, is het noodzakelijk om de retourleiding in te schakelen en de watertemperatuur te verhogen tot 10 ° C. Bij nauwe bedrijfstemperaturen beginnen eenvoudige polypropyleen buizen hun eigenschappen te verliezen en bovendien een lineaire uitbreiding van hun afmetingen is mogelijk.
Bij het leggen van pijpleidingen met hoge temperaturen in een betonnen dekvloer is dit vooral belangrijk.Er is een mogelijkheid van betonscheuren en breuk van het gehele verwarmingssysteem
Om dit effect te verminderen en volledig te elimineren, zijn polypropyleen buizen versterkt.
Versterking is het versterken van het draagvermogen van het basismateriaal van het product door een ander materiaal met een hogere sterkte. Zo wordt het vermogen om extreme temperaturen te weerstaan vergroot. Versterkte buizen voldoen volledig aan de normen van het verwarmingssysteem en vervormen niet wanneer deze aanzienlijk wordt verhoogd.
Voor de versterking van buizen van polypropyleen worden materialen gebruikt:
- aluminiumfolie aangebracht op het oppervlak;
- de binnenste laag aluminium, gelegen langs de gehele diameter van de buis, dichter bij het buitenoppervlak;
- glasvezel binnenlaag;
- een binnenlaag die vezels en glasvezel combineert.
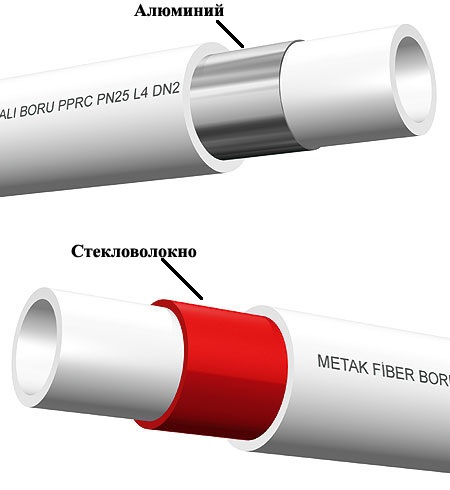
Aluminium en glasvezel kosten ongeveer hetzelfde. De prijs hangt voornamelijk af van de parameters van de buis zelf en de fabrikant. Toch heeft glasvezelversterking verschillende voordelen ten opzichte van aluminium:
- tijdens installatie is reiniging van de rand van de buis niet vereist;
- korte soldeertijd van verbindingen (zoals bij niet-versterkte buizen);
- er is geen interne delaminatie door de versmelting van glasvezel tot polypropyleen;
- verhoogt de sterkte van het product.
Er is slechts één nadeel van glasvezel: de lineaire thermische uitzetting van buizen versterkt met glasvezel is 6% hoger dan die van buizen versterkt met aluminium.
Polypropyleen buizen solderen stap voor stap instructies
Een van de belangrijkste voordelen van het verbinden van polypropyleenbuizen door te solderen is de snelheid van installatiewerk, het proces van koppelen en gereedheid voor verdere installatie van buizen met de meest voorkomende diameter van 25 mm duurt niet meer dan 15 seconden. Om het werk te doen zonder onnodige tijdskosten, voeren ze op verantwoorde wijze alle voorbereidende werkzaamheden uit en monteren ze vervolgens de pijpleiding, waarbij ze zich strikt houden aan het technologische proces van operaties.

Rijst. 9 Gereedschap dat wordt gebruikt om PP-buizen te lassen
1. Voorbereiding van gereedschappen en accessoires
Voordat polypropyleen buizen worden gesoldeerd, worden componenten voorbereid: buissegmenten, T-stukken, ellebogen, koppelingen, adapters van kunststof naar metaal, klepafsluiters.
Om het werk uit te voeren, hebt u een soldeerbout en een set mondstukken nodig, evenals hulpgereedschappen, waarvan sommige in het apparaatpakket zitten:
- Pijpsnijder, meestal voor het snijden van pijpen, worden scharen met een maximaal toegestane snijdiameter van 40 mm gebruikt, voor grotere maten worden krachtigere scharen of rollensnijders gebruikt.
- Meetlint, stift of potlood voor het markeren van de lengte op de buisvormige schede.
- Handschoenen om de handen te beschermen tegen brandwonden tijdens het werk.
- Niveau voor het controleren van de horizon bij het installeren van waterafvoeren.
- Schroevendraaier of inbussleutel om de hulpstukken aan het verwarmingsijzer te bevestigen.

Rijst. 10 hoofdfasen van PP-lassen
2. Markeren en snijden
Voor het gemak van het werk maken ze ruimte vrij in het midden van de kamer en zetten ze de tafel op een geschikte hoogte, alle elementen worden volgens het schema rond de omtrek van de kamer gelegd, waarna ze beginnen met hun opeenvolgende snijden met solderen. Als de pijpleiding langs de omtrek van de kamer loopt, begint het leggen vanaf de eindmuur - het is handiger om de installatie uit te voeren. Het werk wordt in de volgende volgorde uitgevoerd:
- Meet het gewenste gedeelte van de pijp en plaats een markering op het oppervlak met een stift of potlood, stap terug vanaf het einde van de afstand, rekening houdend met de diepte van de verwarming.
- Knip de buis af met een schaar voor polypropyleen buizen en probeer een hoek van 90 graden nauwkeurig te behouden. Als het gereedschap scherp wordt geslepen, ontstaat er geen braam op de binnenwanden en behoudt de buis zijn geometrie.
- Als de pijp aan het uiteinde kleine bobbels of bramen heeft, is dit in principe geen groot probleem, omdat wanneer de pijp wordt verwarmd, ze nog steeds smelten.

Rijst. 11 PP-buizen solderen - hoofdstappen
3. Solderen
Voor het solderen van polypropyleen worden voornamelijk soldeerbouten met een stijltang gebruikt, het werk wordt in de volgende volgorde uitgevoerd:
- Verbind twee delen van het mondstuk met de schroef met een inbussleutel op het apparaat, sluit het aan op het netwerk en schakel het verwarmingselement of beide verwarmingselementen in door op de toetsen te drukken.
- De vereiste temperatuurindicator wordt ingesteld met een thermostaat, de standaardtemperatuur voor het solderen van polypropyleen buizen is meestal ingesteld op 260 ° C.
- Nadat de indicator groen van kleur is geworden, wat aangeeft dat het verwarmingselement de ingestelde verwarmingstemperatuur heeft bereikt, begint het solderen. In eerste instantie is het beter om proefwerkzaamheden uit te voeren op korte pijpsneden, na het bepalen van de optimale houdtijd (hiervoor wordt de tabel voor het solderen van polypropyleen buizen gebruikt), beginnen ze met het lassen van de hoofdleiding.
- De buiten- of binnenoppervlakken van de te verbinden onderdelen worden gelijktijdig van beide kanten in de verwarmingshulzen geplaatst, waarbij wordt geprobeerd een strikt horizontale positie van de onderdelen te behouden, om de korte mouw vast te houden, handschoenen worden gebruikt die bij de set worden geleverd. Na een bepaalde tijd worden de onderdelen snel van de soldeerbout verwijderd en in een strikt vaste positie met elkaar verbonden, in een poging ze gedurende de toegewezen tijd op dezelfde as te houden.
- Nadat de afkoeltijd is verstreken, is het samenstel klaar voor verder gebruik - het tweede buisdeel in de koppeling solderen.

Rijst. 12 scheerapparaten voor het verwijderen van externe versterking van PP-buizen en een voorbeeld van hun gebruik