Gjør-det-selv koblingsinstallasjon
For tilkobling av HDPE-rør under bygging av en rørledning for kloakk, vannforsyning etc elektrofusjonskoblinger må forberedes:
- målebånd og markør;
- pipe cutter;
- sandpapir;
- aceton;
- spesiell sveisemaskin.
Apparat for montering av elektrofusjonsfittings
Enheten for montering av elektrofusjonskoblinger kan leies i spesialforretninger.
Clutchinstallasjonsteknologien er som følger:
- rørpreparering. Polyetylenrøret kuttes i samsvar med dimensjonene fastsatt av ordningen for den fremtidige rørledningen. Kuttet er gjort så jevnt og tydelig som mulig i en vinkel på 90º. Ellers vil det ikke være mulig å oppnå fullstendig tetthet av forbindelsen;

Klargjøring av rør for tilkobling
etter kutting blir endene av rørene rengjort for grader og annen ruhet, fullstendig rengjort for smuss ved hjelp av aceton eller annen type løsemiddel;
rør er svært nøye festet i beslaget
Det er spesielt viktig å overvåke installasjonen av rør i koblingselementet hvis det brukes koblinger i gammel stil for montering, som ikke er utstyrt med spesielle festemidler eller store koblinger, i produksjonen av hvilke festemidler ikke er montert; For en mer korrekt installasjon av beslaget, anbefales det å forhåndsmerke avstanden på røret, som vil være plassert inne i koblingselementet
For en mer korrekt montering av beslaget anbefales det å forhåndsmerke avstanden på røret, som vil være plassert inne i koblingselementet.

Riktig tilkobling av rør og elektrofusjonsfitting
- et apparat for oppvarming og smelting av tråder er koblet til elektrofusjonskoblingen, på grunn av hvilken beslaget er festet;

Forbereder montering av koblingen
- utstyret er konfigurert i henhold til den tekniske dokumentasjonen som følger med beslaget. Hvis en automatisk sveisemaskin brukes til å utføre arbeidet, kan dette trinnet neglisjeres, siden utstyret vil uavhengig velge den optimale driftsmodusen;
- sveising utføres i samsvar med indikasjonene til indikatoren;
- etter fullført arbeid fjernes kablene, og den ferdige tilkoblingen beholdes til den avkjøles helt, noe som tar omtrent 20-30 minutter;
- tetthet og styrke på sveising kontrolleres.
Trinn-for-trinn-prosessen for å installere en elektrofusjonskobling er vist i videoen.
Elektrofusjonskoblinger krever ikke spesielt vedlikehold under hele bruksperioden. Hvis beslaget blir ubrukelig under drift, vil det være nødvendig med fullstendig utskifting.
Elektrofusjonskoblingsanordning
En standard elektrisk sveisekontakt består av følgende elementer:
- hus, som kan være laget av forskjellige kvaliteter av polyetylen;
- varmetråder. For tiden brukes tråder laget av kobber eller karbon. Karbontråder varmes opp raskere, men en slik beslag koster også mer;
- kontakter for tilkobling av terminaler til sveiseutstyr;
- festemidler plassert på røret og designet for mer holdbar sammenføyning av beslaget og rørene;
- indikator som du kan bestemme fremdriften av sveising.
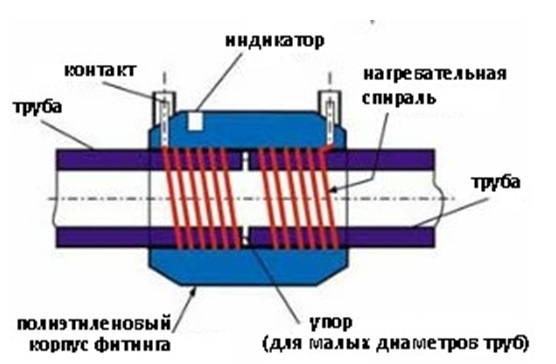
Komponenter i en elektrofusjonskobling
Fordeler og ulemper med beslaget
Hovedfordelene med koblinger designet for tilkobling av rør ved elektrisk sveising er:
- allsidighet. Koblinger kan brukes i konstruksjonen av alle rørledninger (vannforsyning, kloakk, gassforsyning og så videre);
- varighet;
Gjennomsnittlig levetid for en elektrofusjonskobling når den er riktig installert er 50 år.
- motstand mot korrosjon;
- motstand mot trykk- og temperaturfall i rørledningen;
- enkel og enkel installasjon;
- forskjellige former og størrelser på koblingsbeslag.
Vesentlige ulemper med PE elektrofusjonsfittings er umuligheten av å bruke dem under følgende forhold:
- ved temperaturer under 0ºС;
- ved temperaturer over 40ºС;
- ved et trykk i rørledningen over 16 atmosfærer.
Koblingsvalgskriterier
Når du velger elektrofusjonsfittings, bør du vurdere:
- type koblingselement;
- monteringsdimensjoner;
- produksjonsselskap.
Typer elektrofusjonsbeslag
Type beslag velges avhengig av egenskapene til tilkoblingen av rørledningssystemet og i samsvar med nettverksdiagrammet. Elektrofusjonsfittings er beregnet for:
- for sveising av rør i forskjellige vinkler;
- for tilkobling av rør med samme diameter;
- for avretting av rør med forskjellige diametre;
- for å koble til et ekstra uttak.

Valg av type elektrofusjonskobling
Variasjon av størrelser
Den neste parameteren er valget av de totale dimensjonene til koblingselementet. De overordnede dimensjonene er:
- indre diameter (dn);
- ytre diameter (de). ;
- monteringslengde (Z);
- lengden på en komponent av beslaget (L);
- avstand til terminalen og fra terminalen (f) til kanten av koblingen (a).
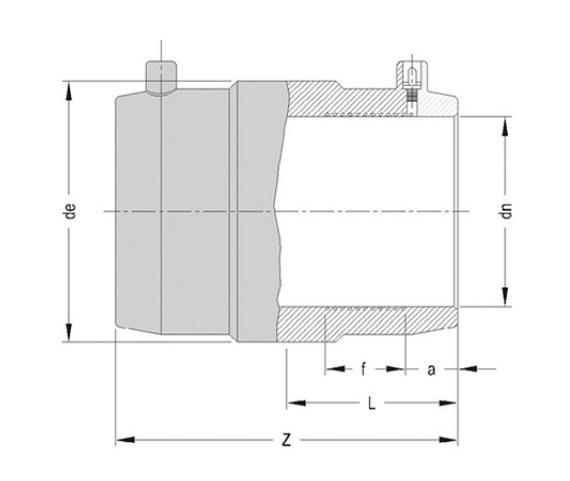
Hovedmål på beslag
Koblinger med diameter fra 20 mm til 400 mm produseres i dag. Rørbinderen vil være av bedre kvalitet hvis de tekniske parametrene til beslaget fullt ut samsvarer med parametrene til rørene som skal kobles til.
Produsenter
For å sikre kvaliteten på sveisen og beslaget som brukes, anbefales det å velge koblingselementer fra de mest populære produsentene, som inkluderer:
- Chiorino (Italia);
- Optibelt (Tyskland);
- Nupigeco (Italia);
- Ammeraal Beltech (Holland).
Produktene til disse selskapene er laget av materialer av høy kvalitet i samsvar med alle normer og regler, noe som gjør det mulig å oppnå maksimal kvalitet på elektrofusjonsbeslag.


