Verktøy
Du kan også øke diameteren på et mykt og elastisk kobberrør manuelt ved ganske enkelt å trekke det på et konisk emne av passende størrelse.
Det er imidlertid svært vanskelig å få en bjelle med riktig geometri på en så håndverksmessig måte. Vegger kan være ujevne i tykkelse, noe som gjør at tynnere vegger strekker seg for mye og tykkere til ikke å strekke seg i det hele tatt. Kraften som utøves av en person er også ujevn, derfor kan røret bøyes under drift og emnet kan være skjevt, som et resultat av at muffen vil vise seg å være asymmetrisk og skjev.
For å gjøre demonteringen ryddig og danne en stikkontakt med ønsket form fra kanten av røret, som ytterligere kan sikre en pålitelig tilkobling av strukturelementene, brukes forskjellige verktøy.
Expander
Dette er en manuell mekanisme der fakling gjøres ved enkel bruk av kraft, akkurat som ved bruk av et konisk emne. Ekspanderen består av to håndtak og en ekspander - et glidende konisk element som settes inn i røret. Når de utsettes for spakene, divergerer delene av ekspanderen i forskjellige retninger, og strekker røret.

Expanderen er rimelig og lar deg få jobben gjort raskt og uten mye anstrengelse. Det er imidlertid vanskelig å få et kvalitativt resultat ved å bruke dette verktøyet. Veggene er strukket ujevnt, tynnere seksjoner kan gå i stykker.
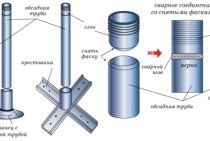
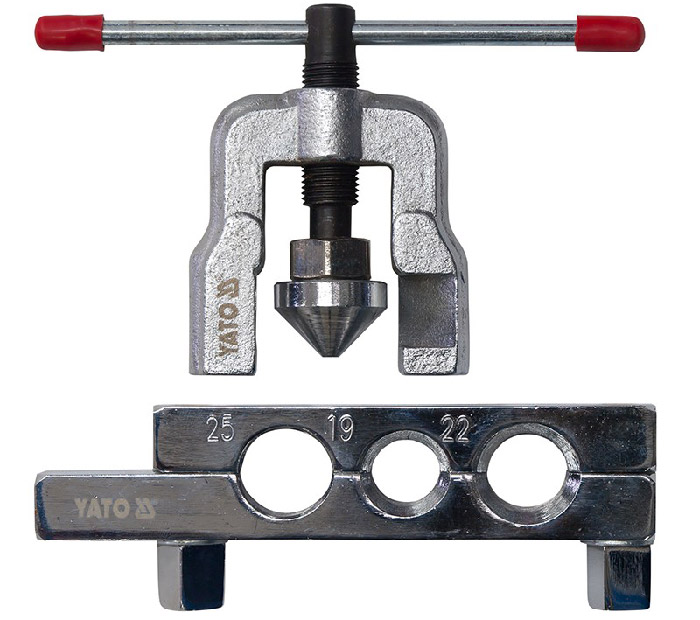
kjegle fakling maskin
Dette er et lite sett med to verktøy: en dyse og selve et faklingverktøy.
Matrisen er en skrustikke med flere sylindriske hull, utvidet ovenfra til 45⁰. Hullstørrelser tilsvarer standard rørdiametre.
Sprederen består av:
- hus med føringer,
- kjegle ekspanderer,
- kontrollmekanisme,
- kraftskrue.
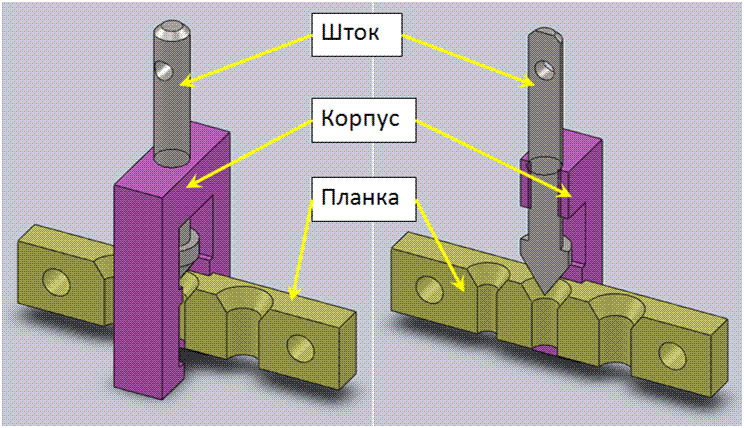
Når kraftskruen, som driver kontrollmekanismen, roteres, skrus ekspanderen gradvis inn i rørkanten og utvider den. Styrene sikrer invariansen til den relative posisjonen til røret og ekspanderen, på grunn av hvilken det ikke er noen forvrengninger og en jevn og pen stikkontakt oppnås.
Mekanisk fakkel
Dette verktøyet ligner det forrige, men dets arbeidskropp er ikke en kjegle, men et sett med ruller. Rullene strekker seg ikke, men ruller ut veggene i røret, utvider det jevnt og gradvis, på grunn av hvilket metallet har samme tykkelse på hele den utstrakte overflaten, og stikkontakten er pen og symmetrisk.
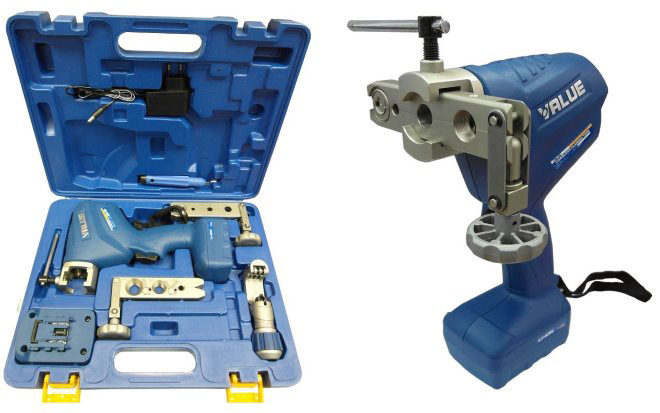
Elektrisk drevet fakkel
En slik ekspansjonsmaskin er elektrisk drevet i tillegg til en mekanisk ekspansjonsmaskin, slik at rørekspansjonsarbeid utføres raskere og med mindre arbeid.
Når er det nødvendig å fakle bremserør?
Gjennom bremserørene, som nevnt ovenfor, tilføres høytrykksbremsevæske til alle elementene i systemet. Når kapasiteten til slike rør forringes, begynner hele systemet å fungere ineffektivt, noe som spesielt fører til en betydelig økning i bremselengden. Det faktum at elementene i bremsesystemet, inkludert rørene, krever diagnostikk (og muligens reparasjon) kan indikeres av følgende karakteristiske egenskaper:
- utseendet til fremmede lyder og pulserende bevegelser når du trykker på bremsepedalen;
- fri bevegelse av bremsepedalen når den trykkes inn;
- lekkasje av bremsevæske, noe som fører til en reduksjon i trykket og følgelig til ineffektiv bremsing og intensiv slitasje på bremseklossene;
- kjører bilen til siden ved bremsing (denne situasjonen, selv om den er et indirekte tegn, kan også indikere at bremserørene må repareres).

Gamle bremserør i en forferdelig tilstand bør byttes snarest, selv om det ikke er noen lekkasjer.
Hovedtegnet på at bremserørene ikke fullt ut utfører funksjonene sine og krever fakling er imidlertid en økning i bremselengden. De vanligste årsakene til forringelse av ytelsen til bremserør er:
- brudd på utformingen av de sekskantede hodene som slike rør er utstyrt med;
- forringelse av kvaliteten og påliteligheten til gjengede forbindelser, inntrengning av søppel eller koksvæske i dem.
Slike funksjonsfeil, som negativt påvirker den tekniske tilstanden til individuelle elementer i bremsesystemet, reduserer effektiviteten av driften betydelig. Det er derfor eksperter og bilprodusenter anbefaler å diagnostisere det hver sjette måned. Hvis du er bundet til kjørelengde, må en slik prosedyre utføres hver 50 000 kilometer, og gummirør, uavhengig av deres tekniske tilstand, må byttes ut hver 125 tusen kilometer av kjøretøyet.
Utførelsesfunksjoner
Utvidelse av rør laget av kobber kan være nødvendig hvis:
- den kuttede enden av røret må gis den nødvendige konfigurasjonen;
- slutten av produktet må være forberedt for tilkoblingen ved hjelp av en kobling (i dette tilfellet, ved å bruke fakling, justerer de slike geometriske parametere til røret som den indre diameteren, bøyningsvinkelen, etc.);
- det er nødvendig å forberede endene av kobberrørene for deres tilkobling ved lodding.

Rør kuttes i lengde med et spesialverktøy - en rørkutter. for kobber- eller aluminiumsrør
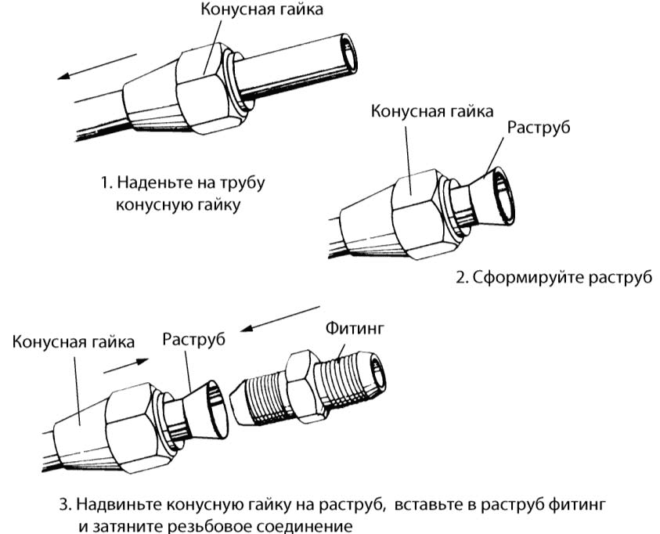
For å kvalitativt blusse et kobberrør ved hjelp av spesialverktøy og inventar, må du utføre følgende trinn.
- Enden av røret, hvis tilkobling må gjøres, rengjøres nøye.
- En spesiell hylse settes på den strippede enden.
- Ved hjelp av et spesielt verktøy eller armatur, utvides enden av røret til ekspansjonsvinkelen er 45 °.
- Etter slutten av prosedyren fjernes slutten av produktet fra enheten. Du kan da begynne å koble til med en gang.

Reamer - enheter for stripping av endene av kobberrør
Hvis kobber er nødvendig for å koble det til ved lodding, vil handlingssekvensen for implementering av en slik prosedyre se slik ut.
- Overflaten på enden av røret som skal blusses rengjøres grundig (det er best å bruke en spesiell børste for dette).
- Ved hjelp av en spesiell enhet utvides enden av kobberrøret i en slik grad at det er mulig å sette enden av et annet rør inn i det og samtidig opprettholde et gap på 0,124 mm mellom de tilkoblede elementene. Dette krever naturligvis bruk av et måleverktøy.
- På den indre overflaten av rørseksjonen, som allerede er utvidet, påføres en fluss i et jevnt lag, som er nødvendig for å sikre dannelsen av en pålitelig og tett forbindelse.
- Enden av det andre koblingselementet settes inn i den utstrakte delen til en dybde lik rørets diameter.
- Ved hjelp av en gassbrenner, et elektrisk loddejern eller en blåselampe, oppvarmes stedet for den fremtidige tilkoblingen til øyeblikket når loddet begynner å smelte.
- Smeltet loddemetall fyller alle hullene mellom kantene på de tilkoblede kobberrørene, som et resultat av at det dannes en pålitelig og tett forbindelse.
Rørutvidelse
En økning i diameteren til produktet er nødvendig når du utfører en monteringsfri tilkobling av rørledningselementer, for eksempel kapillærlodding av kobberrør. Den resulterende utvidelsen lar deg sette inn ett rør i et annet.
Det enkleste faklingsverktøyet er en vanlig kjegle som skrus inn i et fast rør og utvider kanten.
Den forbedrede modellen er utstyrt med en skralle, som lar deg justere kraften, på grunn av dette er veggene beskyttet mot brudd. Rørutvidelsen utføres også av en ekspander, dens arbeidskropp har flere segmenter, som, når håndtakene er komprimert, begynner å divergere, og strekker røret.
på grunn av dette er veggene beskyttet mot brudd. Rørutvidelsen utføres også av en ekspander, dens arbeidskropp har flere segmenter, som, når håndtakene er komprimert, begynner å divergere, og strekker røret.
Flaring med verktøyene beskrevet ovenfor er den enkleste måten, men kvaliteten på den resulterende hylsen er langt fra perfekt.
Den høyeste kvaliteten på fakling oppnås ved bruk av et verktøy hvis arbeidskropp er en eksentrisk kjegle. Når håndtaket, som også er utstyrt med en sikkerhetsmekanisme, snus, begynner kjeglen å rulle langs den indre veggen av røret, reduserer tykkelsen og bøyer kanten. Den resulterende utvidelsen er av høy kvalitet.
Slike enheter brukes hovedsakelig til rør laget av myke metaller. Stålrør kan også utvides, men denne prosessen krever betydelig innsats når den er kald. Derfor er det ønskelig å forvarme slike rør, hvoretter fakling med et håndverktøy vil bli mye lettere.
KRAV
1. Expander-kalibrator, inkludert et legeme med en sentral kanal, gjenger for tilkobling med nedihullsutstyr og utsparinger på den ytre overflaten, der ruller er plassert, montert på aksler og laget i form av sylindre med avfasninger, de øvre ender av akslene er laget med mulighet for begrenset bevegelse utover, i det ringformede hulrommet dannet mellom to kroppsdeler er det et fjærbelastet ringformet stempel montert med mulighet for aksial bevegelse, og understempelhulrommet til det ringformede stempelet er i kommunikasjon med den sentrale kanalen, karakterisert ved at aksene er utstyrt med prismatiske ender øverst og nederst, satt inn i kroppen med mulighet for begrenset langsgående bevegelse oppover og radiell bevegelse utover under påvirkning av stempelets skyvekraft og skråflater, som er fjærbelastet nedover og konfigurert for begrenset langsgående bevegelse oppover, og samvirker med den nedre enden av aksen, den sentrale aksen til hver den andre aksen er plassert i det tilsvarende plan, parallelt med kroppens akse, mens kroppen er laget med skrå flater for de tilsvarende øvre prismatiske ender av aksene, og den sentrale kanalen til kroppen under stempelet er forsynt med en teknologisk innsnevring.
2. Anordning ifølge krav 1, karakterisert ved at de prismatiske ender av aksen er laget symmetriske om deres midtakser.
3. Anordning ifølge krav 1 eller 2, karakterisert ved at akslene er plassert i huset på en slik måte at toppen av hver aksel forskyves langs omkretsen fremover i løpet av anordningens rotasjon i forhold til bunnen av akselen.
4. Anordning ifølge krav 1 eller 2, karakterisert ved at akslene ved berøringspunktene med valsene er utstyrt med slitasjebestandige innsatser.
5. Anordning ifølge krav 3, karakterisert ved at akslene i kontaktpunktene med rullene er utstyrt med slitesterke innsatser.
6. Anordning ifølge krav 1 eller 2, karakterisert ved at akslene er forsynt med sideveis lukkede langsgående hulrom for smøring.
7. Anordning ifølge krav 3, karakterisert ved at akslene er forsynt med sideveis lukkede langsgående hulrom for smøring.
8. Anordning ifølge krav 5, karakterisert ved at akslene er forsynt med sideveis lukkede langsgående hulrom for smøring.
9. Anordning ifølge krav 6, karakterisert ved at akslene er forsynt med en sylindrisk kanal som står i forbindelse med de lukkede sidehulrommene og fylt med fett, og i den sentrale kanal er det et stempel fjærbelastet til den motsatte ende av den sylindriske kanal.
10. Anordning ifølge krav 7, karakterisert ved at akslene er forsynt med en sylindrisk kanal som står i forbindelse med de lukkede sidehulrommene og fylt med fett, og i den sentrale kanal er det et stempel fjærbelastet til den motsatte ende av den sylindriske kanal.
11. Anordning ifølge krav 8, karakterisert ved at akslene er forsynt med en sylindrisk kanal som står i forbindelse med de lukkede sidehulrommene og fylt med fett, og i den sentrale kanal er det et stempel fjærbelastet til den motsatte ende av den sylindriske kanal.
Verktøy og inventar
For å blusse rør laget av kobber med egne hender, brukes spesialverktøy. Slike enheter kan ha både manuell og elektrisk drift. De brukes til installasjon av klimaanlegg, vannforsyning og varmesystemer. Verktøy utstyrt med en elektrisk stasjon kombinerer ofte flere funksjoner: med deres hjelp kan du ikke bare utvide kobberrøret, men også bøye det til ønsket vinkel.
Enhver enhet som brukes til å utvide rør laget av kobber, fungerer etter prinsippet om plastisk deformasjon, så det er veldig viktig at det takler en slik prosess så nøye som mulig, uten å krenke ensartetheten til materialstrukturen, opprettholde jevnheten til veggtykkelsen av produktene, samt glattheten til deres indre overflater
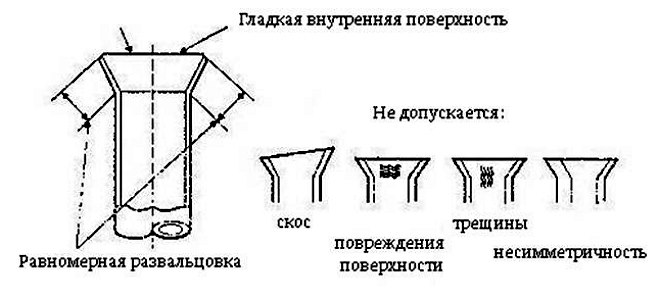
Opplegg med korrekt fakling og eksempler på feil utført operasjon
Prøve
Dette er et kjegleformet emne laget av en hardere metallegering enn kobber. Fordelene med en slik enhet er lav pris og brukervennlighet. I mellomtiden kan bruken være ledsaget av brudd i veggene til et kobberprodukt, noe som gir lav fakkelkvalitet.

Med denne enkleste enheten kan du blusse ett rør, men det er ikke nødvendig å snakke om kvaliteten på arbeidet
Mekanisk fakkel
Hovedarbeidskroppen til denne enheten er en hardlegeringsvalse, som ruller langs kanten av kobberrøret og gir sistnevnte den nødvendige konfigurasjonen. Bruken av en mekanisk ekspander gjør det mulig å utføre jevn deformasjon av den behandlede delen av røret, for å danne vegger med samme tykkelse på enden med høy kvalitet på deres indre overflate.

Håndverktøy er i stand til å gi fakling av høy kvalitet og god arbeidshastighet
Expander med elektrisk drift
En slik enhet med et helt sett med utskiftbare dyser, som har alle fordelene til et mekanisk verktøy, lar deg blusse kobberrør med høyere produktivitet og mindre arbeidskraft. Den eneste ulempen med en elektrisk fakkelmaskin er kanskje den ganske høye prisen.
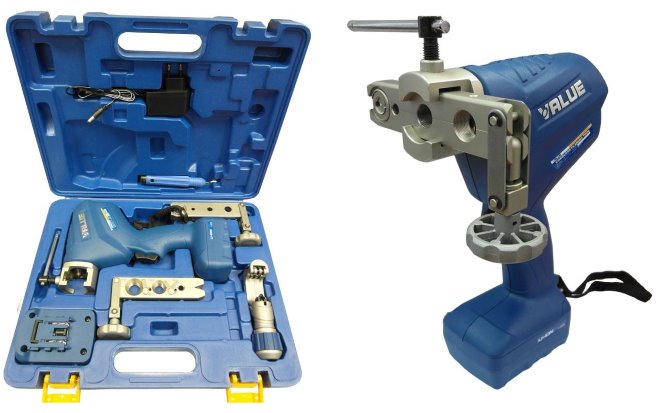
Batteriet til denne fakkelmaskinen varer til omtrent 100 operasjoner.
Expander
En slik manuell enhet, som jobber etter prinsippet om en spakmekanisme, lar deg blusse enden av røret i en bevegelse. Med en enkel design har en slik enhet også en rekke betydelige ulemper, hvorav den viktigste er manglende evne til å kontrollere veggtykkelsen til arbeidsstykket. Dermed garanterer ikke bruken av en ekspander, som oftest velges av de som gjør faklingen med egne hender, et resultat av høy kvalitet.
Får en konisk bjelle
For å forstå teknologien til prosessen kan vi ta eksemplet med å utvide kobberrør. Arbeidsrekkefølgen er som følger:
 Ordningen for driften av den koniske klokken
Ordningen for driften av den koniske klokken
- Røret trimmes forsiktig. For høykvalitets fakling må vinkelen mellom endeflaten og planet være strengt 90 grader.
- Metallbehandling av arbeidsdelen består i rengjøring og fjerning av grader og oksider.
- En gjenget hylse settes på røret.
- Arbeidsstykket klemmes fast i sengen i landingshullet med passende diameter. Enden av røret (arbeidsdelen) skal stikke noen millimeter over sengen.
- Skru skruen, la den utstrakte kjeglen hvile mot enden og påfør trykk til deformasjonen av seksjonen når grensen - et skjørt skråstilt i en vinkel på 45 grader vil dannes.
- Arbeidsstykket fjernes fra rammen, hylsen flyttes til den bearbeidede kanten.
For å gjøre det lettere å jobbe med en kjegle på arbeidsstykket, er det bedre å dekke arbeidsflaten med et smøremiddel.Flytt skruen frem og tilbake, gradvis oppnå ønsket resultat - dette vil bidra til å unngå mulig metallbrudd i deformasjonsområdet.
Å jobbe med en manuell utvider har sin egen handlingsalgoritme:
 Hvordan bruke en manuell rørutvider
Hvordan bruke en manuell rørutvider
- Enden av arbeidsstykket er montert på en passende diameter på hodet til det stopper (det er flere diametre).
- Mens du holder det stasjonære håndtaket, flyttes det bevegelige håndtaket rundt omkretsen, og sprer dermed kjevene på hodet. Arbeidet utføres uten vold, for ikke å knekke røret.
- Etter å ha oppnådd utvidelsen av diameteren, fjernes arbeidsstykket fra verktøyet.
- Kontroller at det andre røret er enkelt å komme inn i den resulterende stikkontakten.
Tips for valg av verktøy
Å fakle et kobberrør, gitt den høye plastisiteten til materialet, er ikke vanskelig. For å oppnå ytelse av høy kvalitet til en slik teknologisk operasjon, bør imidlertid bare et spesialisert verktøy brukes. Utføring av fakling ved hjelp av de enkleste enhetene, som inkluderer emner og utvidere, kan være ledsaget av en rekke negative konsekvenser.
- Veggene til rørene, hvis de er av liten tykkelse, vil sette seg fast.
- Brudd kan oppstå i veggene til rørene som vil bli påvirket av et slikt instrument.
- I dette tilfellet er det praktisk talt umulig å oppnå en jevn tykkelse på rørveggene, noe som til slutt vil påvirke påliteligheten til skjøten som dannes.

I en spesiell enhet er kobberrøret festet strengt vinkelrett, og deformasjonen skjer nøyaktig langs kjeglen
I mellomtiden har bruken av enheter som er spesielt utviklet for å utføre fakling, følgende fordeler.
- På grunn av den gradvise (utført trinn for trinn for hver passasje av verktøyrullene) deformasjon av rørveggene, er forekomsten av brudd i den praktisk talt utelukket.
- Ensartetheten av veggtykkelsen til kobberrøret oppnås, selv om denne parameteren i utgangspunktet ikke var jevn.
- Den indre overflaten av røret etter fakling blir perfekt glatt og jevn.
Bruken av en spesiell enhet lar deg i tillegg raskt og effektivt blusse enden av røret, selv for de som aldri har utført en slik prosedyre med egne hender.

Fakkelsettet kan inneholde: eksentrisk fakling, rømmer, rørkutter, rørekspander og rørbøyefjærer
For at faklingen skal kunne utføres effektivt, bør man være spesielt oppmerksom på valg av verktøy. I dette tilfellet er det nødvendig å ta hensyn til slike parametere som:
- egenskapene til materialet som røret er laget av, spesielt graden av plastisitet;
- indre diameter av produktet;
- dens ytre diameter;
- fakling dybde;
- avstanden som produktet vil stikke ut over arbeidsdelen av verktøyet;
- avstanden mellom sentrene til de indre hullene i kobberrørene (hvis den valgte enheten lar deg blusse flere produkter samtidig);
- veggtykkelse på arbeidsstykker;
- behovet for å danne spor på den maskinerte delen av kobberrøret;
- tilstedeværelsen av forbindende sømmer på overflaten av arbeidsstykket.