Jak zginać pręty zbrojeniowe, blachę itp. bez specjalnego narzędzia
Jeśli rozpocząłeś już gruntowny remont własnymi rękami, niezależnie od tego, gdzie jest przeprowadzany: w domu lub w mieszkaniu, musisz być przygotowany na wiele testów.
W szczególności może pojawić się szereg problemów, które są bardzo trudne do rozwiązania bez odpowiedniego doświadczenia i specjalistycznego sprzętu. Na przykład nie wszyscy wiedzą, jak zgiąć blachę, pręt zbrojeniowy, profil, narożnik itp. jednocześnie uzyskując dobre wyniki. W tym artykule postaramy się odpowiedzieć na „nieelastyczne” pytania, jednocześnie radząc sobie z minimalną ilością narzędzi.
Jak zagiąć blachę, cynkowanie, profil
Bardzo często przy montażu konstrukcji metalowych konieczne jest nie tylko cięcie blach stalowych, ale także nadanie im zakrzywionego kształtu.
Możesz to zrobić w domu, bez wydawania pieniędzy na usługi stron trzecich. Na przykład, jak zgiąć blachę? Aby to zrobić, potrzebujemy drewnianego lub gumowego młotka, szczypiec, stołu.
Jeśli spodziewana jest krzywizna 90 stopni, ten zestaw narzędzi powinien wystarczyć. Arkusz po prostu zwisa z krawędzi stołu, po czym pożądaną krzywiznę uzyskuje się poprzez równomierne stukanie w obszarze zgięcia.
Jak zgiąć rurę bez podgrzewania?
Istnieje możliwość samodzielnego gięcia rury profilowej, bez jej wstępnego podgrzewania, zarówno z wypełniaczem, jak i bez. Nie wymagają wypełniania rurami piaskowymi lub kalafonicznymi, których wysokość profilu nie przekracza 10 mm.
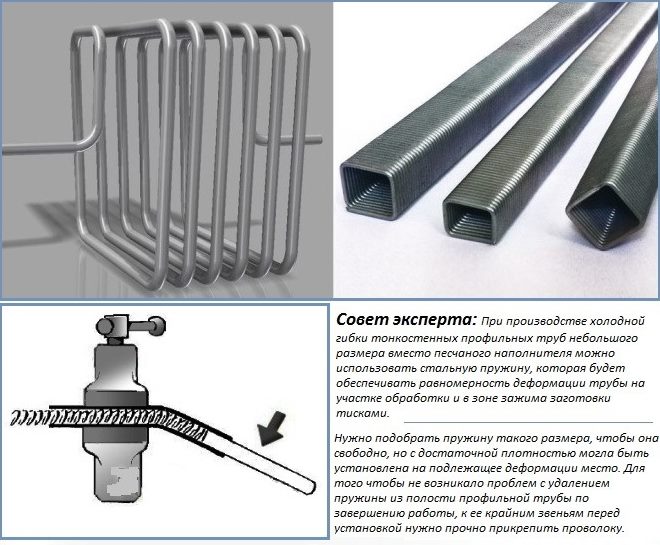
Istnieje inna technika polegająca na zastosowaniu sprężyny z gęstym zwojem zwojów zamiast wypełniacza, który umieszcza się w wewnętrznej wnęce rury profesjonalnej i chroni ścianki produktu przed odkształceniem, a także przed nadmiernymi zmianami ich grubości podczas procesu gięcia.

Konstrukcja podstawowej giętarki do rur jest prosta i niedroga do samodzielnej produkcji.
Dla tych, którzy muszą zginać rury profilowe własnymi rękami, bez uprzedniego ich podgrzewania, możesz skorzystać z filmu szkoleniowego i poniższych prostych zaleceń.
- Możliwe jest uzyskanie wymaganego gięcia na rurach profilowych za pomocą najprostszych urządzeń - imadła, trzpieni, blach gnących.
- Do produktów o profilu okrągłym można użyć ręcznej giętarki do rur. W tym urządzeniu konieczne jest przerobienie rolek roboczych, których kształt wgłębienia musi odpowiadać profilowi rury.
- Najskuteczniej i najdokładniej zginasz rury za pomocą walcarki, którą możesz kupić lub wykonać samodzielnie.
Jaka jest złożoność gięcia profili
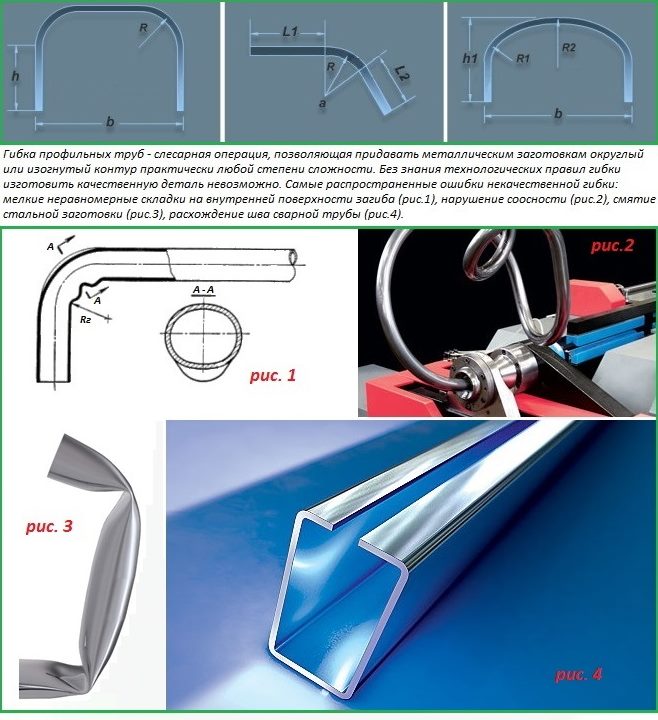
Istotą gięcia walcowanego metalu, niezależnie od kształtu jego profilu, jest częściowe lub całkowite wygięcie rur profilowych. Taką operację technologiczną wykonuje się w dwojaki sposób: działając na wygiętą rurę tylko przez docisk lub dogrzewając odcinek rury w obszarze którego wykonuje się zagięcie. Podczas gięcia na metalową rurę działają jednocześnie dwie siły:
- siła ściskania (od wewnętrznej strony zakrętu);
- siła rozciągająca (z zewnętrznej części giętego odcinka).
To właśnie oddziaływanie takich wielokierunkowych sił powoduje trudności charakterystyczne dla procesu gięcia dowolnych rur profilowych.
- Odcinki materiału rury, który zmienia swój kształt podczas procesu gięcia, mogą utracić współosiowość swojego położenia, co prowadzi do tego, że poszczególne odcinki rury będą znajdować się w różnych płaszczyznach;
- Ściana rury, znajdująca się po zewnętrznej stronie zakrętu i poddawana naprężeniom, może nie wytrzymać obciążenia i pęknąć.
- Wewnętrzna ścianka rury, poddawana ściskaniu, może pokryć się fałdami przypominającymi pofałdowania.
Charakterystyka techniczna rur profilowanych
Aby temu zapobiec, należy wziąć pod uwagę nie tylko właściwości materiału rury, ale także jej parametry geometryczne - wymiary przekroju, grubość ścianki, promień, do którego należy zginać. Znajomość powyższego pozwoli dobrać odpowiednią technologię i prawidłowo wygiąć rurę karbowaną bez jej zgniatania i bez uzyskania pofałdowanej powierzchni.
Przemysłowe metody gięcia na zimno

W zależności od średnicy elementu i nakładu pracy można zastosować narzędzia ręczne (giętarki do rur) lub urządzenia z napędem elektromechanicznym.
Główne przemysłowe metody gięcia na zimno to:
- Metoda nawijania. Ta technika pozwala na gięcie rury o przekroju w zakresie 1,0-4,26 cm w różnych płaszczyznach. Aby zachować kształt przekroju, stosuje się trzpienie kompozytowe lub prętowe - korki kalibrujące.
- Z niespodzianką. Ta metoda nadaje się do gięcia elementów rurowych o średnicy nie większej niż 15 cm, w takim przypadku grubość ścianki powinna być imponująca. Istota metody: rolka toczna porusza się wokół statycznej rolki gnącej o określonej wielkości. Naciska rurę i wygina ją.
- Wałek. Ta metoda pozwala zginać obrabiany przedmiot w spiralę lub pierścień. Na rolkach element jest przesuwany przez rolki i nabiera krzywizny określonej przez położenie rolek.
- Rysunek. Metoda nadaje się do gięcia cienkościennych wyrobów bezszwowych. Do gięcia wykonuje się szablon z elementu rurowego o większej średnicy. Następnie szablon jest wkręcany w matrycę i mocowany zaciskiem. Dzięki obrotowi szablonu obrabiany przedmiot jest przeciągany przez matrycę i wyginany.
- Przez rozciąganie. Ta technika minimalizuje ryzyko deformacji metalu. W tym celu obrabiany przedmiot jest mocowany na krawędziach, jednocześnie rozciągany i wyginany za pomocą szablonu do gięcia.
- Na podporach. Zwykle stosuje się dwie podpory, na których umieszczany jest przedmiot obrabiany. Gdy podpory są wygięte, obracają się wokół własnej osi. Szablon jest połączony z prętem podnośnika, dzięki czemu siła jest przykładana do środka przedmiotu obrabianego. Metoda nadaje się do gięcia wyrobów rurowych o średnicy nie większej niż 35,1 cm Sprzęt umożliwia gięcie bezpośrednio na placu budowy.
- Z wewnątrz ciśnieniem hydrostatycznym. W tym celu do elementu rurowego wstrzykuje się płyn. Na końcach są zainstalowane korki. Z powodu powstałych naprężeń metal osiąga stan prawie plastyczny. Następnie szablon jest doprowadzany do miejsca gięcia i gięty przedmiot.
- Z naciśnięciem. Metoda nadaje się do gięcia elementów o średnicy 3 cali. Obrabiany przedmiot jest przepychany przez stałą i ruchomą matrycę. Dzięki przesunięciu matryc względem siebie istnieje możliwość regulacji krzywizny gięcia. Stosując tę technikę, jeden przedmiot można wyginać kilka razy w różnych płaszczyznach.
Jeśli chodzi o zastosowanie trzpieni, najprostszą zaślepką do rur o przekroju nie większym niż 3,2 cm może być linka stalowa. Jeden koniec tego kabla jest zamocowany w uchwycie. Drugi koniec jest podłączony do drutu, aby wykonać wciąganie do światła. W takim przypadku średnica korka kalibrującego powinna być nieco mniejsza niż przekrój wyrobu rurowego - o około 0,1-0,5 mm.
Podczas używania wtyczek kalibracyjnych na wewnętrznej powierzchni przedmiotu obrabianego mogą pojawić się niepożądane rysy i nacięcia. Zwykle dzieje się tak podczas gięcia produktów ze stali nierdzewnej. Aby uchronić się przed takimi niepożądanymi konsekwencjami, należy dobrać odpowiedni materiał korka, a także zastosować lubrykant i dokładnie wyczyścić powierzchnię.
Funkcje gięcia rur

Wszystkie metody gięcia detali można podzielić na ręczne i mechaniczne, a także na gorąco i na zimno.Niekiedy procesowi gięcia towarzyszą niepożądane konsekwencje dla wyrobu rurowego, które mają istotny wpływ na późniejszą eksploatację elementu. Stopień manifestacji tych następstw zależy od materiału, z którego wykonana jest rura, jej średnicy, promienia gięcia, a także sposobu, w jaki wykonano gięcie.
Negatywne konsekwencje gięcia obejmują następujące punkty:
- Zmniejszenie grubości ścianki przedmiotu obrabianego znajdującego się wzdłuż zewnętrznego promienia zagięcia.
- Powstawanie fałd i fałd na ścianie, która znajduje się wzdłuż wewnętrznego promienia zakrętu.
- Zmiana konfiguracji przekroju (zmniejszenie wielkości światła i jego kształtu – owalizacja).
- Zmiana promienia gięcia spowodowana działaniem sprężystym materiału.
Najczęstszą wadą gięcia jest zmiana konfiguracji przekroju i grubości ścianki. Ze względu na naprężenia metalu, ścianka zewnętrzna staje się cieńsza na zakręcie, podczas gdy ścianka wewnętrzna, przeciwnie, pogrubia się. Powoduje to zauważalne osłabienie elementu rurowego. Zjawisko to jest groźne przez pęknięcie zewnętrznej ścianki rury, ponieważ to ona poddawana jest większemu ciśnieniu transportowanego medium.
Owalizacja również znacznie osłabia obrabiany przedmiot. Zjawisko to jest szczególnie niebezpieczne przy zginaniu rurociągu przeznaczonego do transportu substancji w warunkach pulsującego obciążenia. Jeśli takie elementy są używane jako konstrukcje budowlane, owalizacja wpłynie na wygląd elementu. Dlatego w procesie gięcia starają się jak najbardziej zminimalizować takie zjawiska.
Jeśli na wewnętrznej ścianie powstaną fałdy z powodu pogrubienia materiału, pociągną one za sobą nie tylko zmniejszenie przekroju, ale także spowodują opór dla ruchomego przepływu. To z kolei zwiększa prawdopodobieństwo korozji. Ponadto zmniejszy się nośność konstrukcyjnego elementu rurowego.
Narzędzia do gięcia rur
Pytanie, jak zgiąć rurę bez giętarki do rur, nie spowoduje trudności, jeśli do wykonania tej operacji użyjesz najprostszych urządzeń. Możesz wykonać gięcie rur na zimno za pomocą następujących urządzeń.
- W przypadkach, gdy konieczne jest zginanie miękkiej (aluminiowej) lub stalowej rury o wysokości profilu nie większej niż 10 mm, stosuje się poziomą płytę z otworami, w którą wkładane są ograniczniki - metalowe kołki. Za pomocą tych kołków produkty są wyginane zgodnie z wymaganymi parametrami. Ta metoda ma dwie poważne wady: niską dokładność gięcia, a także fakt, że przy jej stosowaniu konieczne jest zastosowanie znacznego wysiłku fizycznego.
- Produkty o wysokości profilu 25 mm najlepiej giąć za pomocą uchwytów rolkowych. Rura jest bezpiecznie zamocowana w imadle, a do tej części, którą należy zgiąć, przykładana jest siła za pomocą specjalnego wałka. To urządzenie pozwala uzyskać lepsze zgięcie, ale wymaga również zastosowania wysiłku fizycznego.

Opcja, jak mówią, w pośpiechu. Długa dźwignia tego niezwykle prostego urządzenia pozwala poradzić sobie z dość grubymi rurami.
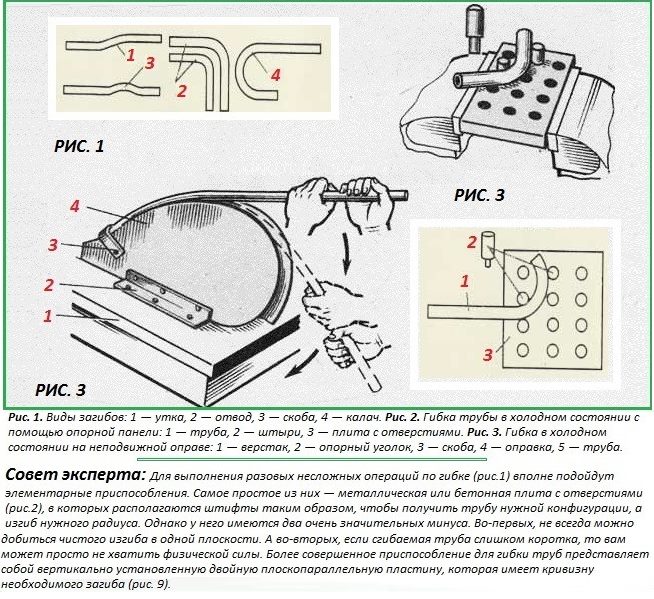
Podstawowe urządzenia pomogą wykonać jednorazowe zgięcie rur
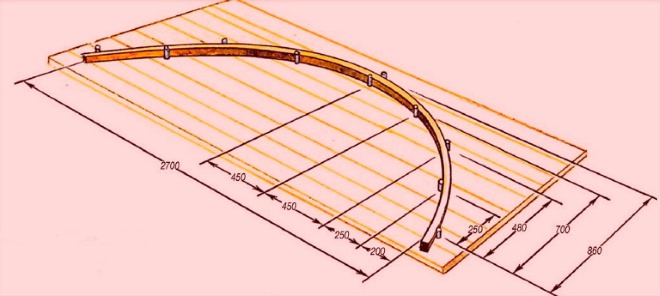
Aby utworzyć łuk o dużym promieniu krzywizny na stalowych lub aluminiowych rurach karbowanych, stosuje się stałe zaokrąglone szablony, na których mocowane są specjalne zaciski do mocowania produktu. Na takim urządzeniu rura jest również wyginana ręcznie, siłą układając ją w rowku szablonu, którego kształt dokładnie odpowiada wymaganemu promieniowi gięcia.

Do wykonania szablonu do gięcia wystarczą zszywki ze sklejki i metalu
blacha do gięcia
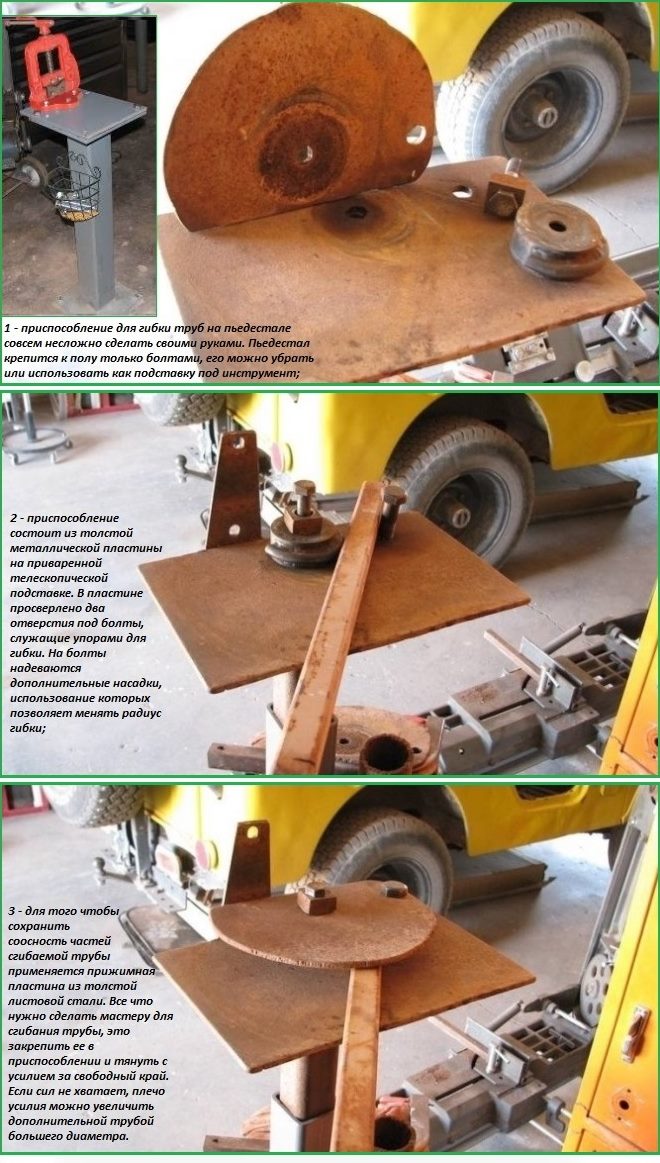
Aby skutecznie giąć rury stalowe lub aluminiowe w domu, możesz wykonać zmodernizowaną blachę do gięcia, korzystając z poniższych wskazówek.
- Rolę takiej płyty pełni panel, który wycinany jest z blachy o dużej grubości.
- Wykonany w ten sposób panel jest przyspawany do stelaża, który montowany jest na specjalnym postumencie.
- W panelu wywiercone są dwa otwory, niezbędne do zamontowania śrub, które służą jako ograniczniki dla rury profilowej.
- Na jednej ze śrub oporowych zamontowana jest specjalna dysza, za pomocą której reguluje się promień gięcia.
- Aby zapewnić wyrównanie odcinków rur sąsiadujących z zagięciem, nad przedmiotem obrabianym umieszcza się metalową płytkę, mocowaną śrubami.
Schemat stanowiska do gięcia rur profilowych
Zasada wytwarzania prostego, domowego urządzenia do gięcia
Gięcie trzpieniowe
Do gięcia produktów z rur profilowanych w domu, których wysokość ściany nie przekracza 25 mm, można wykonać specjalny trzpień. Do tych celów lepiej jest użyć ogólnego stołu warsztatowego, na powierzchni którego będzie wystarczająco dużo miejsca na takie urządzenie. Aby wybrać optymalną lokalizację elementu, który mocuje zginalną rurę, często na jednym końcu stołu roboczego wykonuje się otwory. Za zapewnienie wymaganego promienia gięcia rury karbowanej odpowiada specjalny szablon, który można wykonać z grubej sklejki lub metalowego narożnika, jeśli będziemy go często używać.

Gięcie rury profilowej za pomocą trzpienia
Aplikacja do gięcia profili
Oczywiście, jeśli masz dużo pracy przy gięciu rur profilowanych, lepiej jest zrobić do tego specjalną maszynę, której rysunki można łatwo znaleźć w Internecie. Nie będziemy tutaj analizować tego problemu, ponieważ jest on bardziej niż szczegółowo omówiony w artykułach pod poniższymi linkami.

Jedna z wielu opcji domowej roboty giętarki do profili
Nie możesz obejść się bez takiej maszyny, nawet jeśli musisz zginać rury o dużym przekroju profilu. Głównymi ciałami roboczymi takiej maszyny, charakteryzującej się dużą uniwersalnością, są trzy walce, z których dwie są nieruchome, a poprzez zmianę położenia trzeciego reguluje się promień gięcia produktu. Jako napęd do takiego urządzenia zastosowano napęd łańcuchowy oraz rączkę obracaną przez operatora.
Ochrona owalna

Główne metody gięcia na zimno rury ocynkowanej przewidują środki, które pozwalają zginać przedmiot obrabiany, zachowując w jak największym stopniu kształt jego przekroju. Odbywa się to zwykle na dwa sposoby:
- Zastosowanie środków do zachowania kształtu profilu od wewnątrz (zastosowanie ogranicznika wewnętrznego).
- Zastosowanie zewnętrznego ogranicznika, aby zapobiec rozszerzaniu się ścian bocznych.
Materiały sztywne jako wypełniacz lepiej zachowują swój kształt, dzięki czemu są częściej stosowane. Jednak dzięki zastosowaniu wypełniaczy elastycznych rozciąganie zewnętrznej powierzchni zagięcia jest mniejsze.
Konieczność prowadzenia rachunkowości profilowej
Kategoria walcowania rur profilowych obejmuje produkty, które mają inny kształt przekroju - okrągły, kwadratowy, owalny lub płaski. Pomimo tej różnorodności, do budowy szklarni lub zadaszenia stosuje się głównie prostokątne lub. Wynika to z faktu, że o wiele łatwiej jest zamontować zewnętrzną powłokę na ich płaskich ścianach.
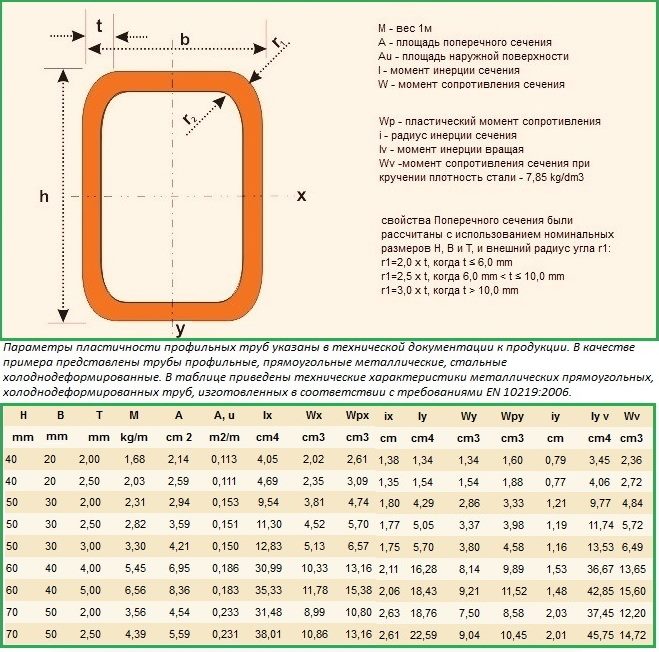
Asortyment nowoczesnych rur profilowych jest bardzo zróżnicowany. Ich parametry geometryczne, z których główne to pole przekroju i grubość ścianki, decydują o możliwościach plastycznych produktu. Ten ostatni charakteryzuje taki wskaźnik jako minimalny dopuszczalny promień krzywizny. To właśnie ten parametr pozwala określić do jakiego minimalnego promienia można wygiąć rurę, aby nie uległa uszkodzeniu.
Unikaj typowych błędów, które prowadzą do uszkodzenia obrabianych przedmiotów
Aby określić taki parametr rury o profilu prostokątnym, jak minimalny promień gięcia, wystarczy znać wysokość jej profilu. Jeśli zamierzasz zginać rurę profilową o przekroju w kształcie prostokąta lub kwadratu, należy przestrzegać następujących zaleceń.
- Rury, których wysokość profilu nie przekracza 20 mm, można giąć w odcinkach, których długość przekracza wartość równą 2,5xh (h to wysokość profilu).
- Produkty, których wysokość profilu przekracza 20 mm, z powodzeniem można giąć w odcinkach, których długość odpowiada 3,5xh lub więcej.
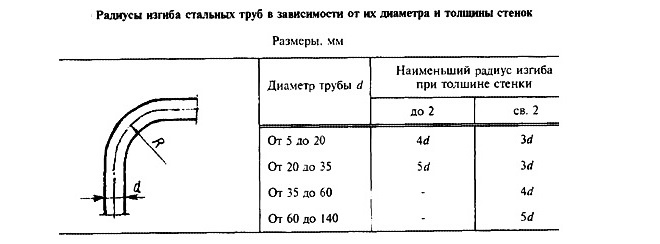
Minimalne promienie gięcia dla rur stalowych
Takie zalecenia przydadzą się tym, którzy będą zginać rury profilowe własnymi rękami, aby wykonać z nich stojaki, zadaszenia i różne konstrukcje ramowe. W tym przypadku jednak należy mieć na uwadze, że na możliwość wysokiej jakości gięcia rur wpływa również grubość ich ścianki. Produkty o grubości ścianki mniejszej niż 2 mm nie powinny być w ogóle zginane, a jeśli konieczne jest tworzenie z nich konstrukcji, należy stosować połączenia spawane.
W domu możliwe jest gięcie profesjonalnych rur wykonanych ze stali węglowych lub niskostopowych, biorąc pod uwagę tylko pewne niuanse. Takie rury po zgięciu mogą odskoczyć i powrócić do pierwotnego stanu, dlatego gotowe konstrukcje należy ponownie montować zgodnie z szablonem. Wartość sprężynowania charakteryzuje się takim parametrem rur profilowych jak plastyczny moment oporu - Wp. Ten parametr jest wskazany w dołączonej dokumentacji (im jest niższy, tym mniej profesjonalne rury będą sprężyste podczas ich gięcia).
Giętarki do rur do wyrobów profilowych i okrągłych
Giętarki do rur stalowych i miedzianych to:
- podręcznik,
- mechaniczny.
Ponadto przynależność do typu ręcznego lub mechanicznego determinuje zarówno cechy konstrukcyjne giętarki do rur, jak i jej wydajność.
Urządzenia ręczne
Ręczna giętarka do rur składa się z:
- łóżko,
- przenośnik,
- element zaciskowy.
Rura jest ładowana na przenośnik składający się z rolek połączonych przekładnią łańcuchową i dociskana przez górną (lub dolną) rolkę, która dociska odpowiednią powierzchnię produktu. Obracając uchwyt rolek podających możliwe jest przesunięcie mierzonego segmentu przez strefę docisku, a w efekcie wygięcie rury profilowej lub podobnego produktu okrągłego.
Jednak proces ręczny ma swoje własne niuanse. Po pierwsze, nadal możesz zginać rurę profilową własnymi rękami, ale aby osiągnąć wynik, musisz podjąć znaczny wysiłek. Po drugie, ręczne giętarki do rur nadają się do obróbki tylko niewielkich partii produktów.
Aparatura mechaniczna
Aparat mechaniczny oszczędza nam sił na zginanie rury profilowej do pożądanego promienia. Rzeczywiście, w mechanicznej giętarce do rur zarówno przenośnik, jak i element zaciskowy działają nie z siły mięśni operatora, ale z silnika elektrycznego i napędu hydraulicznego.
W takim przypadku schemat działania urządzenia pozostaje niezmieniony. Oznacza to, że podobnie jak w pierwszym przypadku napełniamy przenośnik rurą, wytwarzamy siłę docisku na płaszczyźnie giętego produktu (tam, gdzie konieczne jest zagięcie rury profilowej jeszcze przed rozpoczęciem ruchu odcinka pomiarowego wzdłuż przenośnika) i włącz urządzenie w sieci. W efekcie rura przechodzi przez strefę rolki dociskowej i zmienia swoją krzywiznę. Proces gięcia ręcznego i mechanicznego zostanie szczegółowo omówiony poniżej.
Jak zgiąć rurę bez podgrzewania?
Istnieje możliwość samodzielnego gięcia rury profilowej, bez jej wstępnego podgrzewania, zarówno z wypełniaczem, jak i bez. Nie wymagają wypełniania rurami piaskowymi lub kalafonicznymi, których wysokość profilu nie przekracza 10 mm.
Niuanse gięcia cienkościennych rur o małych rozmiarach
Istnieje inna technika polegająca na zastosowaniu sprężyny z gęstym zwojem zwojów zamiast wypełniacza, który umieszcza się w wewnętrznej wnęce rury profesjonalnej i chroni ścianki produktu przed odkształceniem, a także przed nadmiernymi zmianami ich grubości podczas procesu gięcia.
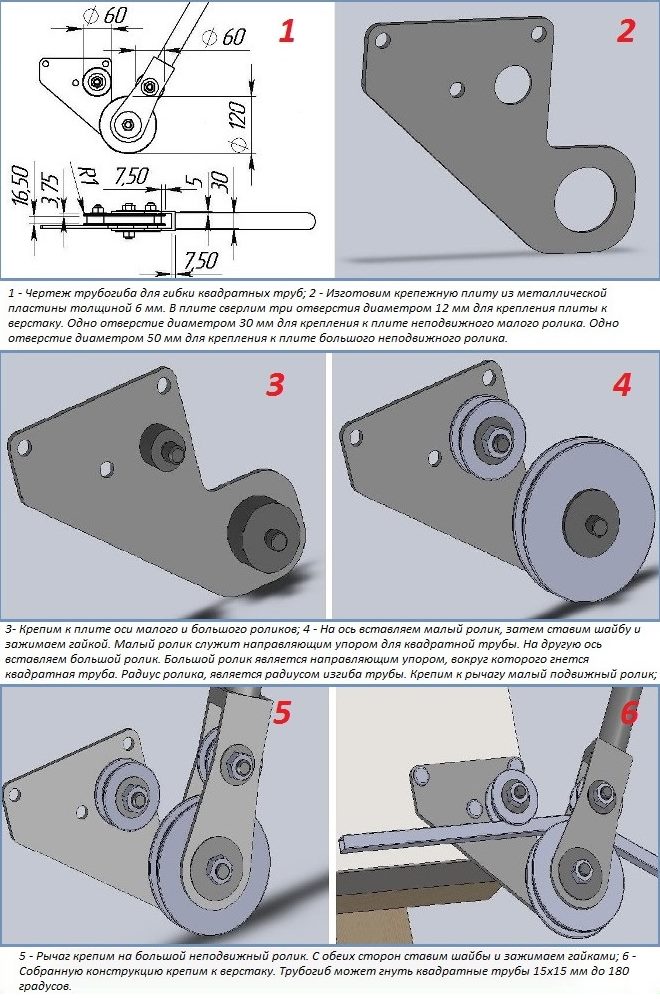
Rysunek i szczegóły mechanicznej giętarki do rur profilowanych
Konstrukcja podstawowej giętarki do rur jest prosta i niedroga do samodzielnej produkcji.
Dla tych, którzy muszą zginać rury profilowe własnymi rękami, bez uprzedniego ich podgrzewania, możesz skorzystać z filmu szkoleniowego i poniższych prostych zaleceń.
- Możliwe jest uzyskanie wymaganego gięcia na rurach profilowych za pomocą najprostszych urządzeń - imadła, trzpieni, blach gnących.
- Może być stosowany do produktów o okrągłym profilu.W tym urządzeniu konieczne jest przerobienie rolek roboczych, których kształt wgłębienia musi odpowiadać profilowi rury.
- Najskuteczniej i najdokładniej zginasz rury, za pomocą których możesz je kupić lub wykonać samodzielnie.
Jak zgiąć blachę prosto?
Jeśli obrabiany przedmiot jest stosunkowo mały, możesz użyć imadła, w którym za pomocą dwóch prętów owijających można mocno przymocować blachę, a dopiero potem zgiąć ją młotkiem. W razie potrzeby punkt gięcia można podgrzać palnikiem gazowym, ale ta metoda nie dotyczy produktów ocynkowanych!
gięcie blachy
Jeśli mówimy o cienkiej blasze, to procedurę gięcia można znacznie uprościć.
Aby to zrobić, w miejscu zgięcia metal jest „zarysowany” (jako noża używamy reguły lub metalowej linijki - spiczastego kawałka brzeszczotu do metalu). Metal cięty do połowy grubości następnie łatwo wygina się wzdłuż zarysowanej linii. Można powiedzieć, że prawie wymyśliliśmy, jak zgiąć blachę.
Gięcie ocynkowane
Jak giąć ocynkowane?
Może to być blacha ocynkowana lub gotowy produkt, na przykład profil. Blacha wygina się w taki sam sposób, jak przy gięciu każdej innej blachy. Jak wygiąć profil? Będziesz musiał się z nim rozprawić. Aby uzyskać duży promień krzywizny profilu kwadratowego lub prostokątnego, można zastosować następującą metodę: szczelnie wypełniamy profil drobnym piaskiem, zatykamy oba otwory drewnianymi kołkami, a dopiero potem delikatnie stukając młotkiem wyginamy .
Aby zgiąć profil w kształcie litery U (dotyczy to w zasadzie również uzyskania arkuszy o zakrzywionym kształcie), konieczne jest dodatkowo zastosowanie kształtu przedmiotu, którego krzywizna odpowiada gotowej części. Aby ułatwić proces gięcia, w profilu można wyciąć trójkątne elementy.
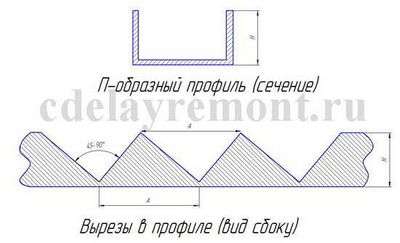
Następnie gięty produkt jest „owijany” wokół przedmiotu poprzez równomierne stukanie młotkiem.
Ważny! Aby zagięcie było jak najbardziej równe i poprawne, uderzenia młotkiem powinny być lekkie i leżeć jak najbliżej siebie. Jak łatwiej giąć ocynkowane? Za pomocą szlifierki wykonujemy jedno lub dwa nacięcia w obszarze gięcia (co powoduje chwilowe osłabienie konstrukcji), wyginamy wyrób, a następnie spawamy gięcie
Podejście to jest ważne podczas gięcia rur profilowanych i produktów o złożonym kształcie metalowym. Pamiętaj, że nie można podgrzać stali ocynkowanej w celu uproszczenia krzywizny!
Być może jedno z najtrudniejszych zadań stojących przed ludźmi, którzy myślą o tym, jak zgiąć róg. Aby uzyskać solidny produkt, będziesz musiał się pocić, równomiernie i powoli stukając w powierzchnię narożnika, stopniowo go wyginając.
Zaleca się stosowanie palnika gazowego, który może nagrzewać kolano. Możesz to zrobić łatwiej - użyj szlifierki jak w przypadku opisanym powyżej z produktem ocynkowanym. Jeszcze łatwiej kupić już zakrzywiony produkt, wtedy pytanie „jak zagiąć róg” samo zniknie.
Jak zginać pręt zbrojeniowy
W domu zginanie zbrojenia jest całkiem możliwe, jednak wiele zależy od twoich danych fizycznych i średnicy metalowego pręta.
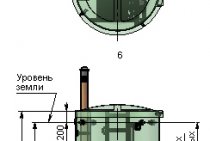
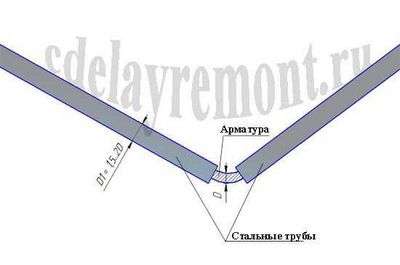
Jak giąć pręt zbrojeniowy? Aby to zrobić, potrzebujemy dwóch kawałków rur stalowych, których średnica jest większa niż średnica wygiętego pręta. Im dłuższa długość takich rur, tym łatwiej będzie zginać zbrojenie (wzmocnienie dzięki dźwigni). Aby odgiąć zbrojenie, wystarczy włożyć je w dwie rury i mocując jedną z rur (dociskając stopą lub opierając ją między słupkami), drugą dzierżąc jako dźwignię, wzmocnienie pożądanej krzywizny.
To wszystko!
Gięcie metalu za pomocą elastycznych narzędzi
Naciskając linię, za pomocą szeptu, porusza się ona wzdłuż narysowanej linii tak, aby wycięcia sięgały około połowy grubości arkusza. Złożony arkusz należy położyć na kowadle lub innym ciężkim i płaskim kawałku metalu.
Potrzebujesz metalowego narożnika, aby wykonać krzywiznę ciętego metalu.
Złóż arkusz pod kątem, zabezpiecz go w torbie lub umieść na krawędzi powierzchni pod kątem prostym, tak aby rowek był płaski na krawędzi i nadal zakrzywiał się i wspomagał młotek.
Im głębsza rynna, tym łatwiej obrócić arkusz. Aby ułatwić ten proces, zalecamy zwrócenie się do kogoś o pomoc.
Zawiera:
- przyjaciel
- stosunkowo
- ktoś kogo znasz
- kolega z pracy.
Jak zdobyć metalowy pierścionek?
Kiedy blacha jest powlekana, nie jest ustawiona pod kątem, ale w kształcie pierścienia, można to zrobić uderzając młotkiem w powierzchnię blachy. Użyj linii na wyraźnych liniach równoległych do linii.
Od uderzeń blacha będzie coraz bardziej zmieniać swój kształt, skupiając się bardziej na krawędziach blachy, ponieważ promień okręgu musi być taki sam we wszystkich kierunkach.
Gdy zagięcie jest zakończone, brzegi liści są wykończone do końca, można je połączyć nitem lub piwem. Po zakończeniu tej operacji wytrzyj kształt powstałego pierścienia.