Tipuri de țevi metal-plastic pentru alimentarea cu apă
Toate tuburile metal-plastic sunt împărțite condiționat în două tipuri în funcție de tipul de compoziție a produsului:
- elemente marcate PEX (polietilenă reticulata);
- Țevi PE-RT (polimer termorezistent).
La rândul lor, toate produsele PEX cu lanțuri moleculare reticulate sunt clasificate suplimentar după cum urmează:
- PEX-A. Au un pas maxim de firmware de 85%. Extrem de puternic și elastic.
- PEX-B. Gradul de firmware 65%. Straturile sunt prelucrate folosind silan. Țevile sunt mai puțin elastice, ceea ce înseamnă că există restricții privind îndoirea permisă.
- PEX-C. Principalul avantaj al unui astfel de tub este costul favorabil. Produsele PEX-C sunt ideale pentru rulări drepte, fără a fi nevoie de îndoirea materialului.
Există tuburi PEX-D. Producția lor a fost redusă deoarece produsele nu pot concura cu modele mai avansate.
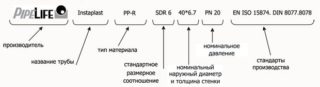
Toate tuburile, fără excepție, sunt marcate cu un marcaj special. Este scris in aceasta ordine:
- producător;
- certificat sau GOST conform căruia sunt fabricate produsele;
- tipul de material și metoda de cusătură (PP-R, PE-R, PE-X);
- diametrul produsului plus grosimea peretelui acestuia (secțiunea transversală este indicată în mm, în cazuri rare în inci);
- presiunea nominală în bar;
- tipul de mediu transportat (conductele de apă nu sunt potrivite pentru trimiterea de compuși agresivi prin acestea);
- numărul lotului și data fabricării produsului.
Toate marcajele sunt aplicate pe tub în formă continuă.
Montare si conectare
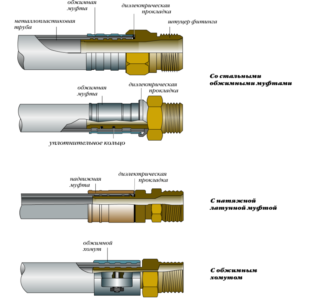
La instalarea unui sistem de încălzire / alimentare cu apă, comandantul poate îmbina conductele în două moduri:
- utilizarea fitingurilor de presare;
- folosind un fiting de compresie cu șurub.
Lucrările cu utilizarea presei se efectuează după cum urmează:
- tăiați bucata dorită de tubă cu foarfece speciale;
- folosind un calibrator, o teșire internă este tăiată din elementul pregătit (unul dintre capete);
- același lucru se face pe exteriorul țevii;
- calibratorul aliniază posibilele locuri mototolite din lumenul produsului;
- conduceți tija fitingului de presare până la oprire;
- introduceți manșonul în presă și reduceți-i mânerele până la oprire.
Această metodă de conectare a tuburilor metal-polimer este considerată cea mai fiabilă.
Dacă comandantul folosește un fiting de compresie cu șurub, îmbinarea celor două elemente are loc în următoarea secvență:
tăiați secțiunea dorită a produsului;
îndepărtați teșiturile interioare și exterioare;
un inel de sertizare și o piuliță de strângere sunt montate la capătul pregătit;
capătul celei de-a doua țevi este introdus în elementul de îmbinare;
strângeți inelul de compresie și piulița de strângere pe fiting până se oprește astfel încât să acopere inelul; aici este important să nu faci eforturi critice pentru a nu rupe firul; conexiunea poate fi etanșată cu bandă de fum.
Instalare de țevi din metal-plastic
Instalarea țevilor metal-plastic se poate face manual. Nu există nicio diferență fundamentală față de instalarea plasticului. Instalarea sistemelor din PE-X sau polipropilenă nu necesită instrumente sau echipamente scumpe.
Instrumente și materiale necesare
Pentru tăierea și decuparea țevilor, veți avea nevoie de un tăietor sau polizor special de țevi, o pila rotundă.
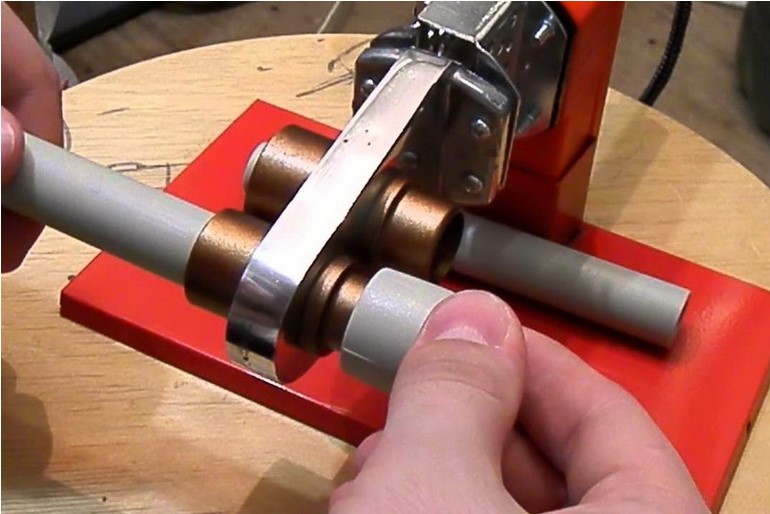
Pentru a suda polipropilena, veți avea nevoie de un fier de lipit special cu duze (vezi fotografia):
Pentru montarea sistemului folosind fitinguri - două chei reglabile și clești de presare (presa mecanică manuală).
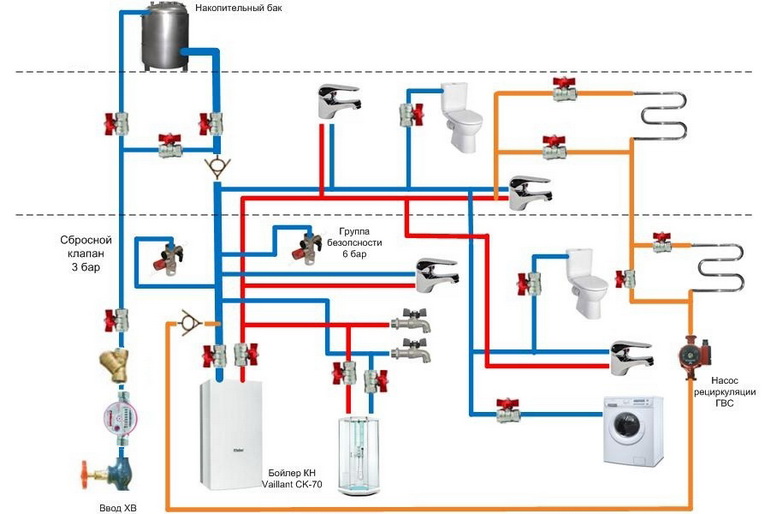
Desene și diagrame
Orice lucrare trebuie să înceapă cu un desen sau diagramă. Mai întâi, desenați aspectul sistemului de instalații sanitare, calculați cantitatea tuturor materialelor și abia apoi cumpărați-le. Acest lucru va ajuta să nu cumpărați prea mult și să așezați cablajul în cel mai optim mod.
Tehnologia de montare
Înainte de instalare, este necesar să tăiați piesele de prelucrat de dimensiunea dorită, să curățați bavurile.
Fitingurile de compresie sunt conectate la piesa de prelucrat foarte simplu:
- piulița de sertizare deșurubată este pusă pe piesa de prelucrat;
- piesa de prelucrat este introdusă în fiting;
- piulița se strânge manual; apoi strângeți cu cheile cam o tură și un sfert.
Fitingurile de presare sunt montate după cum urmează:
- puneți un manșon la capătul piesei de prelucrat, introduceți căptușeala interioară în piesa de prelucrat până se oprește;
- introduceți fitingul cu piesa de prelucrat în cleștele de presare și strângeți mânerele de presare până la oprire. Vor exista amprente clare de la clemele de presare pe manșon.
Progresul lucrărilor
Înainte de sudarea prin difuzie, ștergeți cu grijă capătul piesei de prelucrat de praf, murdărie, nisip, bavuri și degresați cu alcool.
Duza dorită este instalată pe mașina de sudură, temperatura de încălzire este setată la 260 ° C. Fierul de lipit se încălzește aproximativ 6-8 minute, apoi menține singur temperatura dorită.
Fitingul dorit și capătul piesei de prelucrat sunt introduse în duze, încălzite timp de 6 secunde pentru un diametru de țeavă de 20 mm, pentru un diametru de 25 mm - 7 secunde, pentru un diametru de 32 mm - 8 secunde.
Introduceți foarte repede piesa de prelucrat în fiting până se oprește, apăsați-o timp de cel puțin 10 secunde. Apoi conexiunea nu este atinsă timp de 7-8-10 minute - plasticul este lăsat să se răcească și să se polimerizeze.
Puteți vedea progresul lucrării în detaliu în videoclipul nostru:
Caracteristici de montare
Dacă, după sertizarea cu cleștele de presare, nu există semne inelare clare de la cleștele de pe manșon, conexiunea trebuie tăiată și asamblată folosind un nou fiting și o nouă piesă de prelucrat. Un nou fiting nu poate fi montat pe un vârf de tub deteriorat.
Îndoirea semifabricatelor din polietilenă se realizează folosind o mașină de îndoit țevi sau o mașină Volnov. Puteți îndoi piesa de prelucrat manual - dar raza de îndoire este mare.
La fiecare 0,5-0,8 m, conducta trebuie fixată în suporturi speciale de cleme - acest lucru va ajuta la menținerea formei.
Verificarea instalațiilor sanitare
După asamblarea întregului sistem, este necesar să îl umpleți cu apă din rețea, să eliberați aer și să inspectați toate conexiunile. Puteți înfășura toate nodurile de conectare în hârtie igienică - picăturile de umiditate vor fi foarte clar vizibile pe ea.
Specificații
 Produsele metal-plastic diferă prin astfel de caracteristici tehnice:
Produsele metal-plastic diferă prin astfel de caracteristici tehnice:
- nivel scăzut de conductivitate termică - de 1300 de ori mai mic decât cel al cuprului și de 175 de ori mai puțin decât oțelul;
- grosimea peretelui de 2 mm sau mai mult, în funcție de dimensiunea conductelor de apă metal-plastic (secțiune);
- antistatic bun - fără conducere a curenților vagabonzi;
- greutatea unui metru rulant al unui produs cu diametrul de 16 mm. - 115 gr.;
- debit - 0,113 l / metru liniar pentru un produs cu o secțiune transversală de 16 mm;
- rezistență la rupere transversală - 2880 n;
- coeficientul de rugozitate al pereților interiori - 0,07;
- indicele de expansiune al metal-plasticului este de 0,26x10-4 per ºs;
- îndoirea minimă admisă a produsului este de la 45 mm.
Montaj țevi metal-plastic
Instrucțiuni pas cu pas cu fotografie
- Pregătiți țevi și unelte - tăiați metal-plastic conform schemei de instalații sanitare, selectați fitingurile. Fitingurile prin compresie sau prin presare sunt ideale pentru conectare. Instrument de montare:
- ferăstrău sau foarfece speciale pentru țevi;
- calibrator slicer;
- bandă de măsurat sau bandă de măsură;
- cuţit;
- cheie.
- Procesați secțiunile de țeavă cu un calibrator.
- Scoateți piulița și inelul din fiting, puneți-le pe secțiunea de țeavă prelucrată. După prelucrare, tăietura trebuie să fie uniformă, netedă, fără bavuri. Pentru a face acest lucru, utilizați un fișier rotund.
- Puneți un fiting pe țeavă și aliniați-l cu fitingul de pe fiting.
- Montați piulița și inelul de strângere îndepărtate anterior pe fiting, strângeți până când se aude un trosnet specific. Controlați tensiunea piuliței - prea multă sarcină poate îndepărta firele și atunci va fi necesară o înlocuire completă a conexiunii.

Arcuri și alte metode de îndoire a țevilor
Adesea țevile sunt îndoite pentru a profita de suprafața care conduce căldura.
Iată câteva metode: Îndoire manuală.
- Îndoirea țevilor.
- Arc pentru îndoire.
Îndoirea manuală a țevilor este cea mai accesibilă modalitate, care implică următorii pași:
Îndoiți ușor țeava până la o rază de îndoire de cel mult 20 de grade.
- Îndoiți-l din nou puțin mai sus.
- Faceți astfel de curburi de mai multe ori (aproximativ 15) până când conducta se întoarce la unghiul dorit.
Cu aceleași mișcări fine și precise, puteți îndrepta țeava.
Maria Korol, expert
Cu ajutorul unui arc sau a unui fir, țeava metal-plastic este destul de uniform și precis îndoită:
Puneți arcul sau firul în interiorul țevii.
- Îndoiți țeava cu mâinile la unghiul dorit.
- Scoateți cu grijă arcul sau firul.
Erori tipice la instalarea țevilor metal-plastic
Consecința acțiunilor incorecte în timpul instalării este depresurizarea sau scurgerea la îmbinări. Cea mai frecventă greșeală este strângerea excesivă a piuliței de montaj, rezultând fire dezlipite sau țeava ruptă. O altă greșeală obișnuită este să vă zgrăviți cu o unealtă specializată, cum ar fi un teșitor și un calibrator. Acest lucru duce adesea la deteriorarea inelelor de etanșare, ceea ce nu îmbunătățește calitatea conexiunii. În același timp, este posibilă verificarea nivelului de etanșeitate și rezistență a conexiunii, pentru a detecta scurgeri și defecțiuni prin testarea presiunii.
Testarea presiunii conductelor de alimentare cu apă
Partea principală a testerului de presiune este o pompă hidraulică care setează presiunea necesară pentru un test corect. Există două tipuri de presurizatoare:
- Manual - folosit pentru a verifica alimentarea cu apă într-o mică măsură.
- O unealtă electrică este ușor de utilizat, fiabilă, durabilă, dar costisitoare. Prin urmare, este utilizat numai pentru instalare profesională.
Prețul țevilor din metal-plastic
Costul produselor variaza in functie de producator si diametru. Prețurile medii pentru țevi pentru țevi de apă din metal-plastic la Moscova:
| Producător | Tara | Preț m/liniar ($) |
| Valtec | Rusia, Italia | de la 1,5 |
| Oventrop | Germania | de la 1.2 |
| Henko | Belgia | de la 0,8 |
| Nanoplast | Rusia | de la 0,7 |
| Comap | Franţa | de la 1.6 |
Preturile sunt date pentru tevi cu diametrul de 16 mm. Cu cât secțiunea transversală a produsului este mai mare, cu atât costul acestuia pe metru liniar este mai mare. În plus, prețurile pot varia ușor în funcție de regiunea de vânzare.
Progresul ne simplifică treptat viața și ne ușurează munca. Odată cu apariția tuturor tipurilor de materiale plastice durabile moderne, acestea au început să fie folosite pentru conducte, s-au schimbat și metodele de instalare a sistemelor de instalații sanitare în locuințele noastre - acum putem face cu ușurință instalarea singuri, fără a implica echipamente complexe și specialiști. Era conductelor de oțel a luat sfârșit.
Salutăm cititorul nostru obișnuit! În acest articol vom vorbi despre ce sunt țevile metal-plastic pentru instalații sanitare - cel mai bun material pentru sistemele sanitare la domiciliu.
Avantaje și dezavantaje
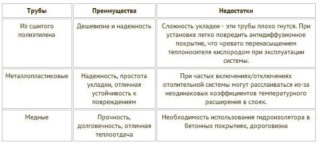
Aspectele pozitive importante ale produselor metal-polimeri sunt:
- netezimea ideală a pereților interiori, care previne colmatarea sistemului;
- durabilitate - durata de viață a unei țevi multistrat din metal-polimer pentru alimentarea cu apă caldă este de aproximativ 50 de ani;
- inerție la coroziune și medii agresive;
- plasticitate bună;
- greutate redusă, care facilitează transportul produselor și instalarea acestora;
- instalarea simplă a sistemelor de alimentare cu apă rece sau caldă care nu necesită unelte complexe;
- caracteristici de izolare fonică - transportul apei prin astfel de sisteme este aproape inaudibil;
- estetică.
Cu caracteristicile lor pozitive, țevile din metal-plastic nu sunt lipsite de dezavantaje. Principalul dezavantaj este coeficienții de dilatare diferiți ai polimerului și a stratului de metal la diferențele de temperatură. Ca urmare, articulațiile se pot slăbi în timp, ducând la scurgeri.
Tuburile se tem de soare, așa că sunt folosite pentru stabilirea comunicațiilor interne într-un apartament, baie, casă de țară. Lumina soarelui provoacă încălzirea și extinderea suplimentară a tubului.În același timp, apa rece face ca polimerul să se micșoreze. Fluctuațiile de temperatură sunt nedorite pentru un astfel de material.
Caracteristicile de performanță ale țevilor din metal-plastic
Durata de viață a țevilor din plastic
Metal-plastic se distinge prin rezistență crescută la coroziune, inerție față de majoritatea substanțelor chimice și biologice active. Produsele de acest tip au un coeficient de dilatare redus atunci când sunt încălzite, astfel încât sunt mai puțin predispuse la deformare decât alți analogi. Producătorii oferă o garanție pentru produsele instalate:
- la o temperatură de 95 C˚ - perioada de garanție este de 25 de ani;
- la o temperatură de 20 C˚ - perioada de garanție este de 50 de ani.
Cei mai buni producatori de tevi metal-plastic
Mai jos sunt cei mai buni producători de țevi metal-plastic:
- Henco (Henko), corporație belgiană. Țevile lor sunt unul dintre produsele multifuncționale, modernizate, de mare încredere disponibile pe piață astăzi;
- Oventrop - producator de tevi din plastic Oventrop este unul dintre cei mai mari inovatori care rezolva vechile probleme de incalzire si alimentare cu apa;
- pex. Polietilena reticulată molecular este potrivită atât pentru sistemele de alimentare cu apă (caldă și rece), „pardoseli calde”, cât și pentru încălzire centralizată;
- Rehau. Produsele Rehau sunt de înaltă calitate și durabile, ceea ce reprezintă principalul avantaj în alegerea unui material pentru instalații sanitare și încălzire;
- Unipipe. Structurile de conducte Unipipe sunt cunoscute pentru prețul lor atractiv și performanța fiabilă, astfel încât utilizarea acestor produse va fi economică și sigură.
- Valtec. Tevile fabricate de Valtec indeplinesc tot felul de cerinte pentru constructia si montarea sistemelor sanitare si termice, reprezentand un produs de inalta calitate.
Ce temperatură și presiune pot rezista conductele de plastic
O țeavă din metal-plastic, în raport cu alte tipuri de materiale, are o serie de avantaje:
- Rezistă la temperaturi ridicate de până la 95 C˚.
- Presiune de lucru de la 10 atm.
- Difuzia oxigenului 0 g/m³ pe zi.
Reglementări și certificate
În țara noastră, piața este plină de mărfuri de la diverși producători de țevi metal-plastic. Majoritatea firmelor garantează calitatea, dar fiecare companie propune consumatorilor o condiție: să respecte instrucțiunile din fabrică.
În Rusia, există documente pentru a controla calitatea țevilor din metal-plastic:
- SP 41-102-98 - reguli pentru proiectarea și instalarea conductelor metal-plastic pentru sistemele de încălzire;
- SP 40-103-98 - reguli pentru proiectarea și instalarea alimentării cu apă caldă și rece.
Marcarea conductei
Cifrele, literele și alte denumiri de pe suprafața unei țevi din metal-plastic ascund datele despre produs. Producătorii au dreptul de a-și face desemnările în marcaj, dar datele principale trebuie să conțină următoarele informații:
- numele producatorului;
- certificat de conformitate;
- clase de polietilenă (PP-R - polipropilenă, PE-R - polietilenă, PE-X - polietilenă reticulata);
- diametrul conductei și neapărat grosimea peretelui;
- presiunea nominală la o temperatură de conținut de +20 de grade;
- apoi există semne care arată clar dacă această conductă este potrivită pentru apa care va fi folosită pentru băut;
- ultima inscripție de pe țeavă indică lotul și data producției.
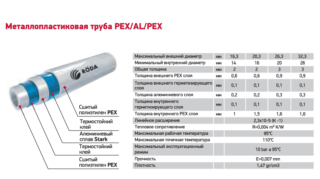
Caracteristicile tehnice ale țevilor metal-plastic
În primul rând, țevile pentru alimentarea cu apă și încălzirea din metal-plastic se disting printr-o rezistență excelentă, care este obținută prin succesiunea corectă a straturilor de plastic și metal. În al doilea rând, astfel de țevi rezistă la presiune și temperatură ridicată.
Următoarele sunt specificații specifice pentru țevi de diferite diametre.
| Denumirea indicatorului/Diametrul (mm) | 16 | 20 | 26 |
| Material stratul interior | PEX-B | ||
| Materialul stratului exterior | PEX-B | ||
| Diametrul interior, (mm) | 16 | 20 | 26 |
| Grosimea stratului de aluminiu (mm) | 0,23 | 0,23 | 0,23 |
| Lungimea bobinei (m) | 100 | 100 | 100 |
| Greutatea unui metru curent de țeavă (kg/m) | 0,115 | 0,14 | 0,25 |
| Temperatura la 10 bar presiune de lucru | 0-95 | 0-95 | 0-95 |
| Temperatura la 25 bar presiune de lucru | 0-25 | 0-25 | 0-25 |
| Sarcina maximă pe termen scurt | 130 | 130 | 130 |
| Presiune maximă la t=20C, bar | 94 | 73 | 86 |
| Deformarea țevii în timpul încălzirii la o temperatură (120-3С) în timpul (60 + 1),% | 0,81 | 0,81 | 0,81 |
| Rugozitate | 0,006 | 0,006 | 0,006 |
| Cea mai mare rază posibilă la îndoire manuală, mm | 80 | 100 | 130 |
| Cea mai mare rază posibilă la îndoire cu un îndoit de țevi, mm | 45 | 60 | 95 |


