Conţinut
-
slide 1
Student: Plehanov A.G.
Grupa: ZOSb-0901
Lector: Goncharov V.S. -
slide 2
-
slide 3
Metodele chimice de tratare a apelor uzate includ neutralizarea, oxidarea și reducerea. Sunt utilizate pentru îndepărtarea substanțelor solubile și în sistemele închise de alimentare cu apă. Tratarea chimică se efectuează uneori ca prealabil epurării biologice sau după aceasta ca metodă de post-tratare a apelor uzate.
G
-
slide 4
Apele uzate care conțin acizi minerali sau alcaline sunt neutralizate înainte de a fi evacuate în corpurile de apă sau înainte de a fi utilizate în procese tehnologice. Apele cu pH = 6,5 ... 8,5 sunt considerate practic neutre.
Neutralizarea poate fi efectuată în diverse moduri: amestecarea apelor uzate acide și alcaline, adăugarea de reactivi, filtrarea apelor acide prin materiale de neutralizare, absorbția gazelor acide cu ape alcaline sau absorbția amoniacului cu ape acide. În timpul procesului de neutralizare se pot forma precipitații. -
slide 5
Metodele biochimice sunt utilizate pentru purificarea apelor uzate menajere și industriale din multe substanțe organice dizolvate și unele anorganice (hidrogen sulfurat, sulfuri, amoniac, nitriți). Procesul de purificare se bazează pe capacitatea microorganismelor de a folosi aceste substanțe pentru nutriție în procesul vieții, deoarece substanțele organice sunt o sursă de carbon pentru microorganisme.
-
slide 6
6.3.2. Oxidarea poluanților din apele uzate
Următorii agenți oxidanți sunt utilizați pentru tratarea apelor uzate; clor gazos și lichefiat, dioxid de clor, clorat de calciu, hipocloriți de calciu și sodiu, permanganat de potasiu, dicromat de potasiu, peroxid de hidrogen, oxigen atmosferic, acizi peroxosulfuric, ozon, piroluzit etc.
În timpul procesului de oxidare, contaminanții toxici conținuti în apele uzate, ca urmare a reacțiilor chimice, trec în alții mai puțin toxici, care sunt îndepărtați din apă. -
Slide 7
Metodele reductive de tratare a apelor uzate sunt utilizate pentru a elimina mercurul, cromul și compușii de arsenic din apele uzate.
În timpul procesului de purificare, compușii anorganici de mercur sunt reduși la mercur metalic, care este separat de apă prin decantare, filtrare sau flotație. Pentru a reduce mercurul și compușii săi, se utilizează sulfură de fier, borohidrură de sodiu, hidrosulfit de sodiu, hidrazină, pulbere de fier, hidrogen sulfurat și pulbere de aluminiu.
Cea mai comună modalitate de a elimina arsenicul din apele uzate este precipitarea acestuia sub formă de compuși puțin solubili cu dioxid de sulf. -
Slide 8
Pentru a elimina compușii de mercur, crom, cadmiu, zinc, plumb, cupru, nichel, arsen și alte substanțe din apele uzate, cele mai comune metode de tratare a reactivilor, a căror esență este transformarea substanțelor solubile în apă în substanțe insolubile prin adăugarea diverșilor reactivi , urmată de separarea lor de apă sub formă de precipitații.
Hidroxizii de calciu și de sodiu, carbonatul de sodiu, sulfurile de sodiu și diverse deșeuri sunt utilizați ca reactivi pentru îndepărtarea ionilor de metale grele din apele uzate. -
Slide 9
Metode cunoscute aerobe și anaerobe de tratare biochimică a apelor uzate. Metoda aerobă se bazează pe utilizarea grupurilor aerobe de organisme, a căror viață necesită o aprovizionare constantă cu oxigen și o temperatură de 20...40°C. În tratamentul aerob, microorganismele sunt cultivate în nămol activ sau biofilm. Metodele de purificare anaerobă procedează fără acces la oxigen; sunt utilizate în principal pentru neutralizarea sedimentelor.
-
Slide 10
Metode de tratare termică a apelor uzate
Metodele termice neutralizează apa uzată care conțin
săruri minerale de calciu, magneziu, sodiu etc., precum și substanțe organice
stva.Astfel de ape uzate pot fi neutralizate:
- concentraţia apei uzate cu eliberarea ulterioară a soluţiei
substanțe active;
— oxidarea substanțelor organice în prezența unui catalizator;
— oxidarea în fază lichidă a substanțelor organice;
- eliminarea incendiilor.
Vizualizați toate diapozitivele
Prelucrare electromecanica
Esența prelucrării electromecanice constă în faptul că un curent de putere mare și tensiune joasă este trecut prin suprafața de contact a sculei și a piesei de prelucrat. Proeminențele microrugozităților stratului de suprafață sunt supuse unei încălziri puternice și sub forța instrumentului sunt deformate și netezite, iar stratul de suprafață este întărit datorită eliminării rapide a căldurii în cea mai mare parte a metalului și răcirii rapide. În acest caz, încălzirea la temperaturi de transformare de fază este o condiție necesară pentru întărirea modurilor de procesare.
Efectul de întărire se realizează datorită faptului că se realizează viteze ultrarapide de încălzire și răcire și se obține un grad ridicat de rafinare a cerealelor.
Prelucrarea electromecanica se caracterizeaza prin urmatoarele caracteristici:
- impactul termic și de forță asupra stratului de suprafață se efectuează simultan;
- degajarea de căldură în zona de contact dintre unealtă și piesa de prelucrat este o consecință a acțiunii a două surse de căldură - externă și internă;
- ciclul termic (încălzire, menținere și răcire) este foarte scurt și se măsoară în fracțiuni de secundă.
Există diferite moduri de a furniza curent electric la punctul de contact dintre unealtă și piesa de prelucrat (Fig. 2).
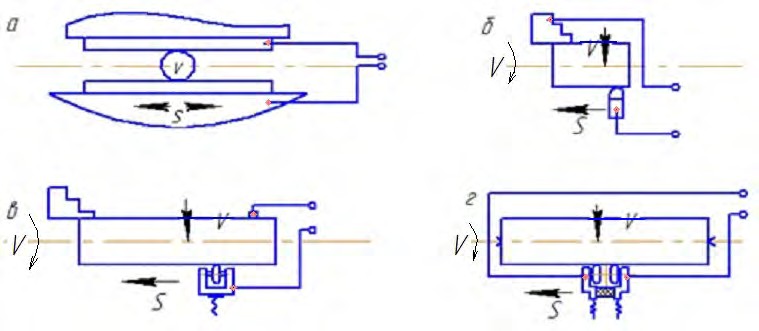
Figura 2 - Modalitati de alimentare a curentului electric: a - printr-un contact fix; b - prin elemente rotative ale echipamentelor; în - prin rolă; d - prin role duble
Fiecare dintre metodele actuale de aprovizionare are propriile sale avantaje și dezavantaje. În funcție de scopul și tipul echipamentului pentru prelucrarea electromecanică, se pot utiliza mașini de strunjire, frezare, găurire și alte mașini de tăiat metal. Există următoarele moduri de călire electromecanică.
Mod de întărire tare, care implică o densitate mare de curent de suprafață (700...1500 A/mm²), viteză redusă de prelucrare (0,5...5 m/min) și cerințe reduse pentru parametrii de rugozitate. În stratul de suprafață se formează martensită fin dispersată și nu există deformații plastice semnificative.
Modul mediu de întărire se realizează la o densitate de curent de suprafață de 800 A / mm² și se caracterizează prin prezența unei structuri feritic-martensitice și deformații semnificative ale stratului de suprafață. Vitezele de procesare sunt aproximativ egale sau ușor mai mari decât vitezele în modul hard.
Modul de finisare se caracterizează prin absența transformărilor de fază, densitate scăzută a curentului de suprafață și viteze mari de procesare (10..120 m/min). Folosit pentru întărirea suprafeței. Acest lucru atinge performanțe ridicate.
Modurile optime de întărire electromecanică fac posibilă atingerea nu numai a parametrilor de rugozitate necesari, ci și obținerea unei structuri complete a stratului de suprafață cu rezistență crescută la uzură.
Tensiunile reziduale de compresiune în stratul de suprafață datorate forțelor de deformare au un efect de întărire asupra diferitelor tipuri de sarcini de rupere. Întărirea straturilor de suprafață crește rezistența lor la coroziune. Acest lucru se explică nu numai prin gradul ridicat de întărire, structura specială și dispersia stratului de suprafață, ci și prin combinația de proprietăți fizice și mecanice favorabile ale acestui strat.
În legătură cu creșterea proprietăților operaționale, se recomandă utilizarea călirii electromecanice pentru o gamă largă de piese care funcționează în diferite condiții de frecare de uzură.
Prelucrare abrazivă magnetică
Esența prelucrării magnetic-abrazive este îndepărtarea abrazivă a permisului prin crearea unui câmp magnetic direct în zona de tăiere dintr-o sursă externă.Ca instrumente abrazive sunt folosite: pulberi abrazive magnetice, suspensii abrazive, fluide reologice magnetice.
Mișcarea unei piese metalice într-un câmp magnetic este însoțită de apariția unor curenți de inducție cu o direcție alternativă în ea în timpul inversării repetate a magnetizării.
Tăierea abrazivă cu impunerea acestor fenomene are o serie de caracteristici. Ca urmare a efectelor magnetice și electroplastice, caracteristicile de rezistență ale materialului prelucrat se modifică, în principal în stratul apropiat de suprafață. Forțele necesare pentru tăiere și netezire plastică a suprafeței prelucrate sunt reduse; sunt facilitate condiţiile pentru formarea unei suprafeţe cu parametri mici de rugozitate şi cu suprafaţă portantă mărită.
Sarcina electrică a suprafeței tratate intensifică fenomenele electrochimice. Aceasta explică eficiența ridicată a utilizării fluidelor de tăiere chimic și de suprafață active în procesele de prelucrare a abrazivelor magnetice în comparație cu tipurile tradiționale de prelucrare a abrazivelor.
Caracteristicile mecanice ale prelucrării abrazive magnetice sunt:
- contactul continuu al pulberii cu suprafața tratată, ceea ce face posibilă creșterea preciziei dimensiunilor și formei geometrice, precum și reducerea sarcinilor ciclice asupra sistemului „mașină - dispozitiv - unealtă - piesă”;
- absența unei prinderi rigide a granulului abraziv în mănunchi, contribuie la nivelarea spontană a sculei de tăiere în raport cu suprafața de tratat;
- capacitatea de a controla rigiditatea instrumentului vă permite să reglați îndepărtarea metalului de pe suprafața de formare;
- absența frecării liantului pe suprafața produsului reduce semnificativ temperatura în zona de tratare abrazivă și rugozitatea Ra de la 1,25 ... 0,32 la 0,08 ... 0,01.
Pulberea abrazivă magnetică este utilizată în procesele de prelucrare a abrazivelor magnetice. Câmpul magnetic este creat folosind inductori magnetici speciali. Pe suprafața activă a inductoarelor magnetice și în spațiul de lucru, pulberea este ținută de forțele câmpului magnetic și de forțele de frecare a pulberii față de suprafața inductorului. Forțele necesare pentru tăierea abrazivă sunt create datorită comprimării mediului pulbere în zona de lucru de către forțele magnetice și presiunile distanțierului. Forțele de frecare în contactul pulberii cu piesa de prelucrat creează o presiune suplimentară în mediul pulbere și la limitele acestuia.
Schemele de procesare magnetic-abrazivă sunt prezentate în Figura 3.
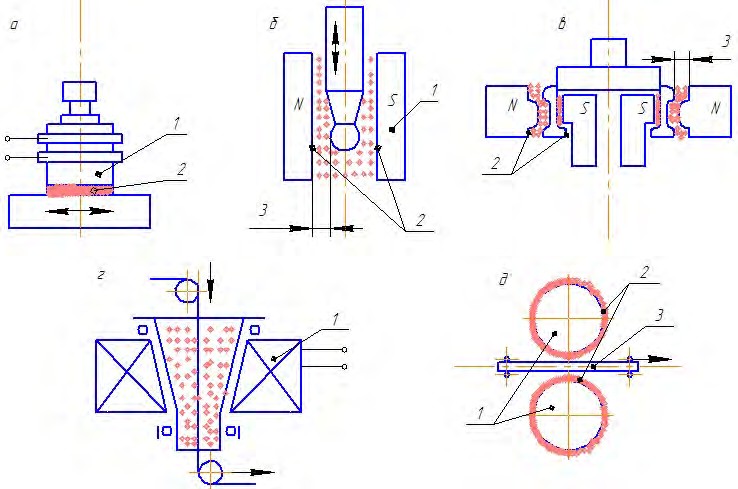
Figura 3 - Scheme de tratare a pulberilor magnetic-abrazive: a - suprafete plane; b - suprafete cilindrice exterioare de revolutie cu pulbere in zona de lucru; c - suprafete exterioare si interioare modelate cu pulbere in golurile de lucru; g - sârmă prin tragerea printr-o pâlnie rotativă; e - material din tabla; 1- inductor magnetic; 2 – suprafata activa; 3 - decalaj de lucru
Prelucrarea magnetico-abrazivă se realizează pe mașini specializate dotate cu echipamente tehnologice speciale pentru MAO. Designul mașinilor presupune prezența unor acționări pentru mișcări de lucru și auxiliare, un inductor magnetic, un buncăr de pulbere cu dozator, un dispozitiv pentru curățarea zonei de lucru de praful rezidual.
Tratamentul cu pulbere abrazivă magnetică este utilizat în operațiunile tehnologice de finisare pentru lustruirea suprafețelor, curățarea acestora de pelicule de oxid și chimice, îndepărtarea bavurilor mici, rotunjirea marginilor, finisarea și călirea sculelor de tăiere și ștanțare.
Vizualizări:
277
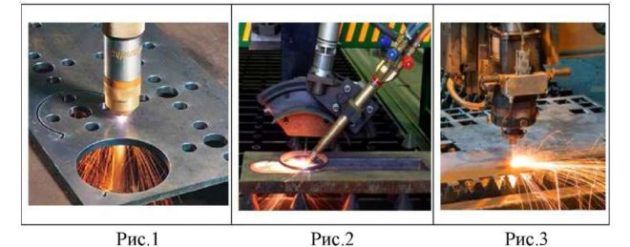
Metoda de tăiere
Tăierea metalelor este una dintre metodele care vă permite să procesați mecanic elemente pe diferite tipuri de dispozitive. Cel mai dificil lucru este să lucrați cu soiuri colorate de materiale greu de deformat. Anterior, procesarea cu plasmă era folosită pentru a le tăia. Dar odată cu apariția laserului, această metodă și-a pierdut relevanța.
 Opțiuni de tăiere a metalelor
Opțiuni de tăiere a metalelor
În prezent, se folosește un laser cu fibră, care permite prelucrarea materialului în alte moduri, de exemplu, găurire sau gravare. Există mai multe tipuri de tăiere a metalelor:
- cotitură;
- foraj;
- rindeluire;
- frezare;
- măcinare.
Principii de strunjire și găurire. La întoarcerea unei piese, dimensiunea acesteia practic nu se schimbă. Strunjirea implică prelucrarea pe un strung sau alte tipuri de dispozitive, inclusiv găurirea și șlefuirea.
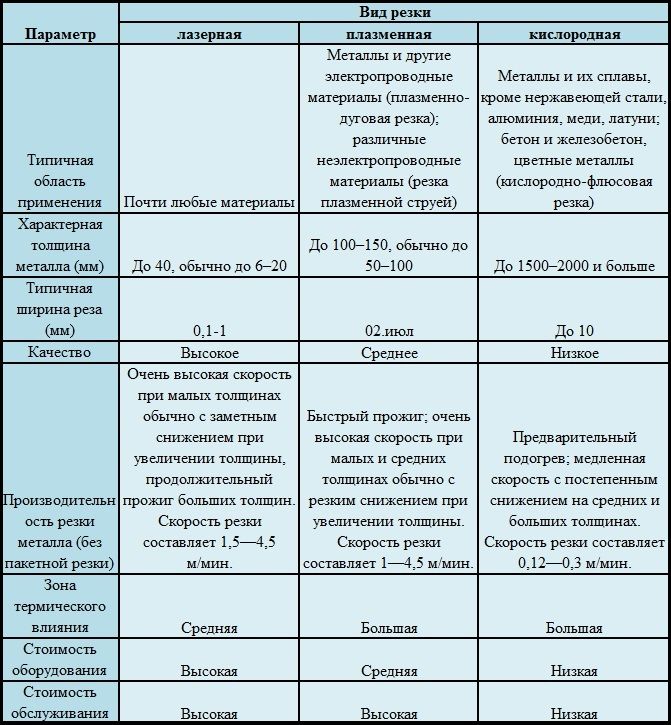 Parametrii principalelor tipuri de tăiere a metalelor
Parametrii principalelor tipuri de tăiere a metalelor
Găurirea este folosită pentru a crea o gaură care schimbă aspectul unei piese. Această metodă mecanică poate fi efectuată pe orice dispozitiv. Condiția principală este prezența unui burghiu și a unui menghin în care este instalată piesa de prelucrat.
Detalii de planificare. Rindeaua se efectuează pe o rindea specială echipată cu o freză. Complexitatea acestui tip de prelucrare constă în necesitatea calculelor precise ale curselor de mers în gol și de lucru, care să permită tăietorului să intre și să iasă din piesa de prelucrat.
Metode de măcinare și măcinare. Frezarea este o metodă mecanică complexă care se efectuează pe o mașină de frezat orizontală. Piesa de prelucrat este fixată pe suprafața de lucru și apoi prelucrată cu ajutorul unui dispozitiv de tăiere care acționează asupra piesei de prelucrat în unghi.
Slefuirea metalului este etapa finală, care vă permite să oferiți suprafeței piesei netezimea necesară și să îndepărtați stratul în exces. Măcinarea nu necesită dispozitive speciale. Aspectul final al piesei poate fi dat independent folosind o roată de șlefuit. În condiții de producție, în aceste scopuri se folosesc mașini de șlefuit. Piesele cilindrice sunt prelucrate prin rotație mișcări cu drepte și circulare a hrani. În cazul unei piese plate, șlefuirea metalului se efectuează numai în direcția înainte.
Video înrudit: Prelucrarea metalelor de precizie
https://youtube.com/watch?v=ZyqCmfg8aBQ
O selecție de întrebări
- Mihail, Lipetsk — Ce discuri ar trebui folosite pentru tăierea metalelor?
- Ivan, Moscova — Care este GOST-ul tablei de oțel laminate?
- Maksim, Tver — Care sunt cele mai bune rafturi pentru depozitarea produselor din metal laminate?
- Vladimir, Novosibirsk — Ce înseamnă prelucrarea cu ultrasunete a metalelor fără utilizarea de substanțe abrazive?
- Valery, Moscova - Cum să forjați un cuțit dintr-un rulment cu propriile mâini?
- Stanislav, Voronezh — Ce echipamente este folosită pentru producția de conducte de aer din oțel galvanizat?
Caracteristicile generale ale agenților antimicrobieni
Semnificativ
numărul de boli umane cauzate
bacterii, viruși, ciuperci, spirochete și
de asemenea niște helminți. Substanțe
care neutralizează agenții patogeni
mediu sau în organism
umane sunt numite antimicrobiene
mijloace.
Farmacologic
efectul substantelor din acest grup este
bacteriostatic (abilitatea
încetează să crească și să se reproducă
microorganisme) sau bactericide
(proprietate de a neutraliza microorganismele).
Antimicrobian
fondurile sunt împărțite în două grupe:
eu.
Antiseptic si dezinfectant
facilităţi.
droguri,
nu prezintă activitate antimicrobiană selectivă
acțiuni și au toxicitate semnificativă
pentru o persoană.
Antiseptic
mijloacele pot duce la moarte
sau încetează să crească și să se dezvolte
microorganisme de pe suprafața corpului
uman (piele sau mucoase).
Dezinfectare
înseamnă neutralizarea agenților patogeni
microorganismele din mediu, lor
folosit pentru tratarea camerei
lenjerie de pat, vase, instrumente medicale,
echipamente, articole pentru îngrijirea pacientului.
Clasificare
antiseptic si dezinfectant
fonduri
eu.
Antiseptic si dezinfectant
mijloace de natură anorganică
1.
Halogeni (halogenuri)
1.1.
Preparate care contin clor – clor
var, cloramină B, clorhexidină
digluconat, clorantoină, hipoclorit de sodiu
1.2.
Preparate care conțin iod - soluție de iod
alcool, iodonat, iodoform
(triiodometan), soluție Lugol, iod-dicerin,
iodinol, povidonă-iod (betadină)
2.
Agenți oxidanți - soluție de peroxid de hidrogen
(peroxid de hidrogen) diluat și
concentrat, permanganat de potasiu,
benzoil pe-hidroxid (hidroxi 5, 10)
3.
Acizi și baze - acid boric,
acid benzoic, soluție de amoniac,
tetraborat de sodiu (borax)
4.
Săruri de metale grele - diclorură de mercur
(sublimat), azotat de argint, colargol,
protargol, sulfat de zinc, dermatol,
xeroform
II.
Antiseptic si dezinfectant
mijloace de origine organică
1.
Fenoli - fenol pur (acid carbolic),
gudron de mesteacăn, rezorcinol, tricrezol,
policresulen (vagotil)
2.
Gudron și rășini - ihtiol (ichthammol), vinizol
3.
Coloranți - verde strălucitor,
albastru de metilen, lactat de etacridină
(rivanol)
4.
Derivați de nitrofuran - furatsilin
(Nitrofural), furoplast, furagin
(furazidin)
5.
Aldehide și alcooli - alcool etilic,
formaldehidă (formalină), lizoformă
6.
Detergenți - săpun verde, Zerigel,
etoniu, decametoxină (septefril),
miramistin.
II.
Medicamente chimioterapeutice.
droguri,
care oferă selectiv
activitate antimicrobiană, exponat
gamă largă de tratamente
acţiunile lor sunt folosite pentru a trata şi
prevenirea bolilor infecțioase.
Descrierea generală a procesului tehnologic
Prelucrarea semifabricatelor poate fi realizată în două moduri:
- presiune (fără îndepărtarea așchiilor);
- tăiere (cu îndepărtarea așchiilor).
În primul caz, materialul primește forma și volumul dorit de forța sculei, de exemplu, forjare. În al doilea caz, straturile de suprafață (alocația) sunt îndepărtate de pe acesta, de exemplu, frezare, rindeluire, șlefuire.
Prelucrarea metalelor este una dintre etapele de obținere a unui produs finit dintr-o piesă de prelucrat și necesită pregătirea prealabilă a unei hărți tehnologice care să indice dimensiunile și clasele de precizie necesare. Pe baza hărții tehnologice se întocmește un desen al materialului finit, care indică și dimensiunile și clasele de precizie.
https://youtube.com/watch?v=WmTQqaIKFNc
Tăiere mecanică vibratorie
Prelucrarea suprapusă cu vibrații devine din ce în ce mai utilizată. Există două direcții de impunere a vibrațiilor. Prima direcție este asociată cu amortizarea vibrațiilor nefavorabile în timpul prelucrării, care provoacă o scădere a calității suprafeței, a preciziei de prelucrare și a duratei de viață a sculei. Această direcție este de o importanță deosebită atunci când tăiați materiale greu de tăiat.
A doua direcție este legată de obținerea unui efect pozitiv în procesul de impunere a vibrațiilor. Utilizarea tăierii prin vibrație asigură o rupere eficientă a așchiilor, precum și o îmbunătățire semnificativă a prelucrabilității unei varietăți de materiale.
Caracteristicile fizice generale ale tăierii cu vibrații sunt:
- creșterea periodică pe termen scurt a vitezei de tăiere;
- sarcină ciclică variabilă asupra materialului deformabil;
- reducerea forțelor de frecare pe suprafețele de contact ale sculei cu așchii și piesa de prelucrat;
- eficiență crescută în utilizarea fluidului de tăiere.
În direcția de acțiune, vibrațiile pot fi axiale, radiale sau tangențiale.
Tăierea cu vibrații axiale este utilizată pentru spargerea așchiilor. Principalele caracteristici ale tăierii vibratoare cu oscilații axiale sunt o schimbare mare a avansurilor (grosimea tăieturii) într-un ciclu de oscilații a sculei, precum și o schimbare semnificativă a unghiurilor de tăiere de lucru. În toate cazurile, la întoarcere, adâncimea de uzură a suprafeței frontale a tăietorilor scade.
Cea mai eficientă utilizare a tăierii prin vibrații axiale este la găurire, timp în care condițiile de zdrobire și îndepărtare a așchiilor sunt îmbunătățite semnificativ.În găurirea convențională, în procesul de deplasare de-a lungul canelurii elicoidale, așchiile se blochează și formează periodic dopuri, ceea ce face necesară oprirea și retragerea burghiului din gaură. Această împrejurare complică automatizarea forajului.
Împreună cu posibilitatea de automatizare, găurirea vibratoare poate crește productivitatea de 2,5 ori și poate crește durata de viață a sculei de trei ori.
Tăierea cu vibrații radiale afectează negativ rezultatele prelucrării - parametrii de rugozitate cresc, deoarece mișcarea muchiei de tăiere în timpul vibrației este fixată direct pe suprafața prelucrată. Condițiile de lucru ale muchiei de tăiere sunt, de asemenea, nesatisfăcătoare, deoarece o sarcină mare în timpul mișcării oscilatorii este percepută de muchia de tăiere, ca urmare, există o uzură crescută și ciobirea muchiilor.
Tăierea cu oscilații tangențiale, adică cu oscilații în direcția vitezei de tăiere circumferențiale, este utilizată pentru a crește semnificativ productivitatea și durata de viață a sculei. Metoda a arătat rezultate pozitive la strunjire, frezare, alezare, filetare, șlefuire, ascuțirea sculelor abrazive.
Echipament folosit
Prelucrarea se foloseste la intreprinderi specializate dotate cu un numar suficient de facilitati de productie si echipamentele necesare.
Pentru a îndepărta straturile de suprafață, produsul este prelucrat la strung și mașini de frezat. Cele mai populare dintre ele sunt:
- Centre de strunjire CNC;
- mașini de frezat verticală.


Noile modele de atașamente de lucru permit menținerea unei precizii ridicate a geometriei și a rugozității suprafeței.
Echipamentul care vă permite să procesați mecanic materialul este prezentat într-o mare varietate. Fiecare companie decide în mod independent necesitatea achiziționării unui anumit dispozitiv. De exemplu, în unele industrii sunt instalate mașini rotative care pot prelucra produse cu diametrul de până la 9 metri.
 Următoarele dispozitive se numără printre echipamentele standard care sunt echipate cu orice întreprindere care prelucrează produse metalice prin mijloace mecanice:
Următoarele dispozitive se numără printre echipamentele standard care sunt echipate cu orice întreprindere care prelucrează produse metalice prin mijloace mecanice:
- frezare;
- frecarea angrenajului;
- foraj radial;
- foraj orizontal;
- foraj vertical.
Echipamente de tratare a presiunii
Forjarea se poate face manual folosind un ciocan și nicovală. Metoda mecanică constă în folosirea unei prese coborâte pe o suprafață metalică încălzită.
Ambele dispozitive sunt mecanice. Dar ciocanul lovește, datorită căruia suprafața prelucrată capătă forma dorită, iar presa exercită presiune.
Ciocanul poate fi de următoarele tipuri:
- aburi;
- abur-aer;
- cădere;
- primăvară.
 Ciocan
Ciocan
Există, de asemenea, mai multe tipuri de dispozitive de presă:
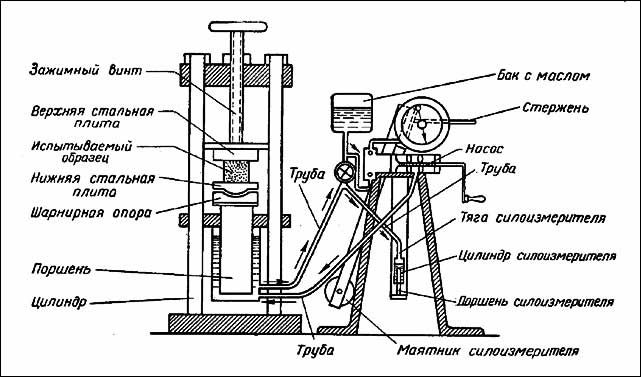 Schema de presa
Schema de presa
- hidraulic;
- hidraulic cu abur;
- şurub;
- frecare;
- excentric;
- manivelă;
- primăvară.
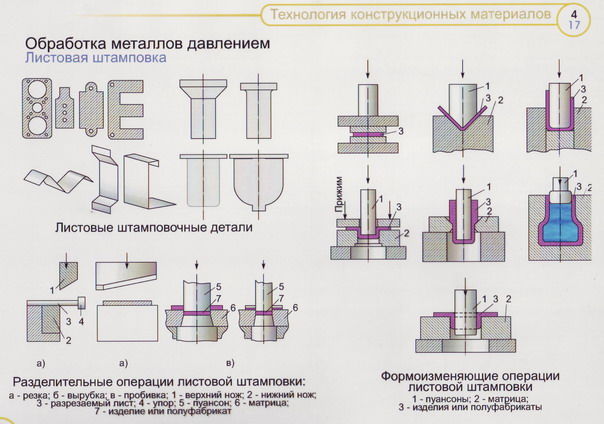
Înainte de a continua cu tratamentul sub presiune, suprafața metalului este încălzită. Cu toate acestea, în ultimii ani, în locul expunerii la cald, se folosește mai des expunerea la rece, numită ștanțare. Ștanțarea este potrivită pentru lucrul cu orice tip de metal. Vă permite să oferiți produsului forma dorită fără a afecta caracteristicile fizice ale materialului.
Cele mai populare tipuri de ștanțare includ:
- îndoire;
- întindere;
- comprimare;
- turnare;
- flambaj;
- demontare.
 ștanțare metalică
ștanțare metalică
Îndoirea este folosită pentru modificarea formei axiale a unui element metalic și se realizează cu ajutorul unui menghin montat pe matrițe și prese de îndoire. Întinderea se realizează pe o mașină de filat și este folosită pentru a crea produse complexe. Prin compresie se reduce secțiunea transversală a piesei cu cavitatea. Modelarea este folosită pentru a crea elemente de forme spațiale. Pentru efectuarea acestor lucrări se folosesc matrițe speciale de turnare.
Prezentare pe tema Metode biologice de tratare a apelor uzate. Principiul epurării biologice a apelor uzate este că, în anumite condiții, microbii sunt capabili să descompună materia organică. transcriere
1
Metode biologice de tratare a apelor uzate
2
Principiul epurării biologice a apelor uzate este că, în anumite condiții, microbii sunt capabili să descompună materia organică în substanțe simple, precum apa, dioxidul de carbon etc.
3
Metodele biologice de epurare a apelor uzate pot fi împărțite în două tipuri, în funcție de tipurile de microorganisme implicate în prelucrarea poluanților apelor uzate: 1. metode biologice aerobe de epurare a apelor uzate industriale și menajere (microorganismele au nevoie de oxigen pentru activitatea lor vitală) fără oxigen).
4
Metodele de tratare a apelor uzate care implică bacterii aerobe sunt împărțite în funcție de tipul de rezervor în care apa uzată este oxidată. Containerul poate fi un bioiaz, un filtru biologic sau un câmp de filtrare.
5
Principii de funcționare a metodelor de epurare aerobă: a) cu nămol activ (aerotancuri); b) cu biofilm (biofiltre), c) cu namol activat si biofilm (bioten).

6
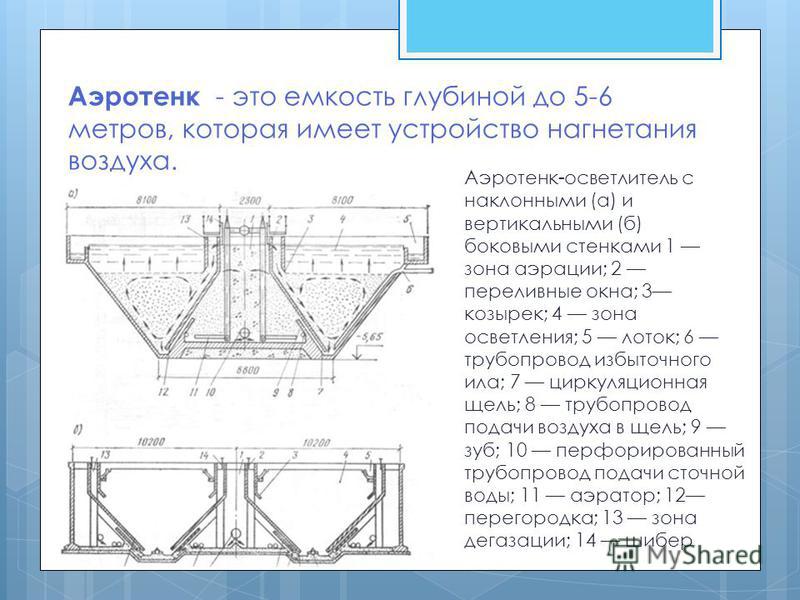
Un aerotanc este un container de până la 5-6 metri adâncime, care are un dispozitiv de injectare a aerului. Aerotanc-clarificator cu pereți laterali înclinați (a) și verticali (b) 1 zonă de aerare; 2 geamuri de preaplin; 3 vizor; 4 zona de clarificare; 5 tavi; 6 conductă de nămol în exces; 7 decalaj de circulație; 8 conductă pentru alimentarea cu aer în fantă; 9 dinti; 10 conductă perforată de alimentare cu apă uzată; 11 aerator; 12 compartimentare; 13 zona de degazare; 14 poarta
7
Aerotancurile-deplasare sunt utilizate pentru tratarea apelor uzate menajere și industriale cu o concentrație de poluanți în termeni de BODp nu mai mare de 500 mg/dm 3.

8
Aerotanks-mixere (aerotanks of complete mix) se caracterizează printr-o alimentare uniformă cu apă sursă și nămol activ pe toată lungimea structurii și o îndepărtare uniformă a amestecului de nămol.

9
Filtru biologic Un filtru biologic este un recipient umplut cu material grosier. Coloniile de microorganisme trăiesc pe particulele acestui material.
10
Într-un biofiltru convențional, procesele de nitrificare și denitrificare pot fi efectuate împreună cu biodegradarea substanțelor organice din apele uzate. nitrificatorii transformă azotul de amoniu în azot de nitriți și denitrificatorii de nitrați transformă azotul nitrat în azot molecular sau alte forme volatile de azot. format din heterotrofe care oxidează intens substanțele organice reziduale apa.
11
În funcție de tipul de material de încărcare, toate biofiltrele sunt împărțite în două categorii: cu încărcare volumetrică În filtrele biologice cu încărcare volumetrică se utilizează piatră zdrobită din roci puternice, pietricele, zgură și argilă expandată. cu planare În filtre cu încărcare plană - materiale plastice capabile să reziste la temperaturi de 6 - 30 0C fără pierderi de rezistență.
12
Conform clasificării general acceptate, biofiltrele cu încărcare volumetrică se disting: turnuri de picurare cu sarcină mare cu încărcare plată cu umplere dură bloc dur încărcare moale
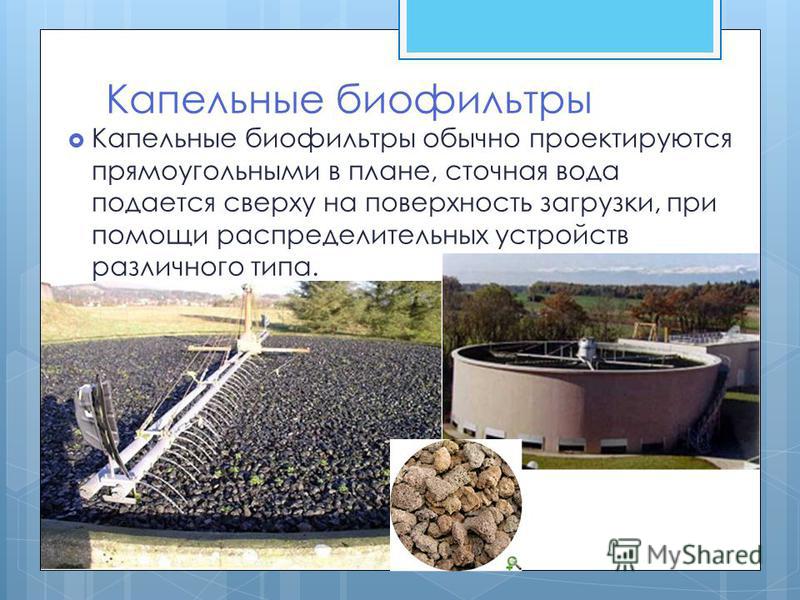
13
Biofiltre de picurare Biofiltrele de picurare sunt de obicei proiectate în plan dreptunghiular, apa uzată este furnizată de sus către suprafața de încărcare, folosind diferite tipuri de aparate de comutare.
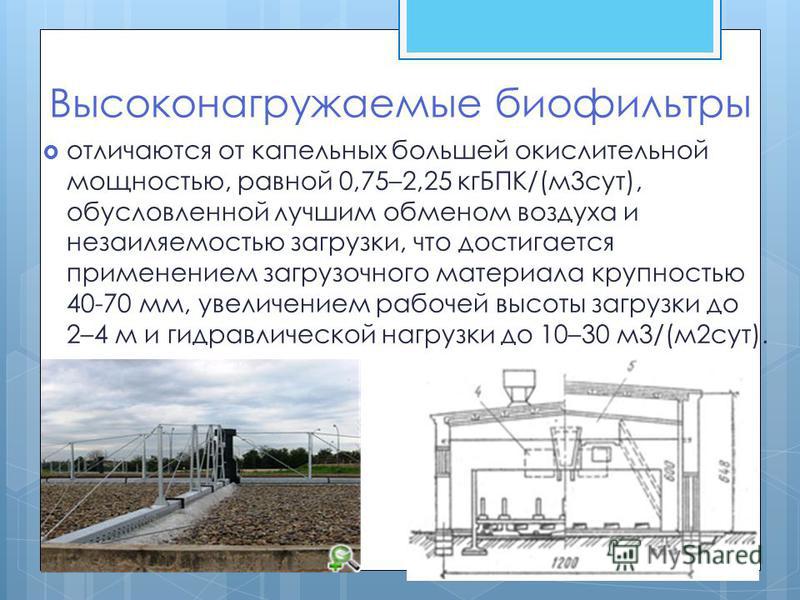
14
Biofiltrele cu încărcare mare diferă de biofiltrele prin picurare printr-o putere de oxidare mai mare, egală cu 0,75–2,25 kgBOD/(m 3 zi), datorită schimbului de aer mai bun și încărcării fără nămol, care se realizează prin utilizarea materialului de încărcare cu o dimensiune a particulei de mm, creșterea înălțimii de încărcare de lucru la 2–4 m și sarcina hidraulică până la 10–30 m3/(m2 zi).
15
Filtre cu încărcare plată Pentru a crește debitul biofiltrelor, se utilizează o încărcare plată, a cărei porozitate este %. Suprafața de lucru pentru formarea biofilmului este de la 60 la 250 m 2 /m 3 încărcare.

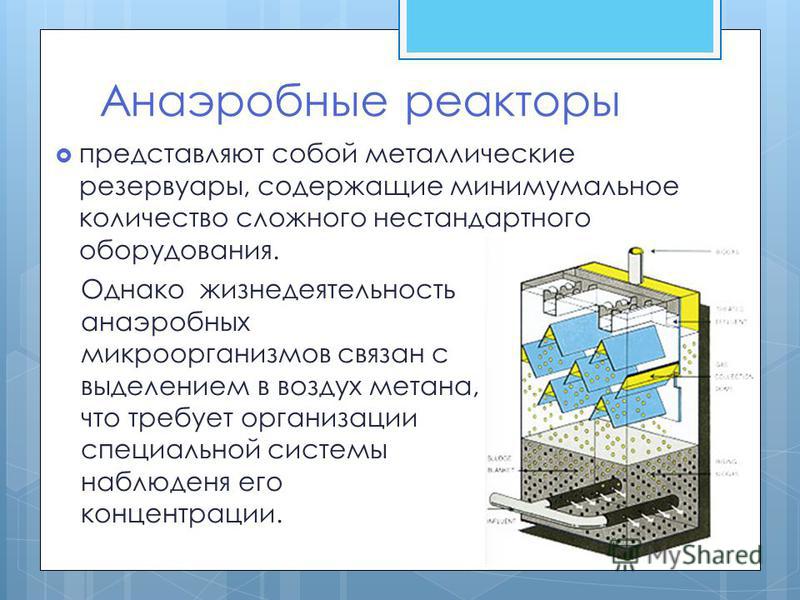
16
Reactoarele anaerobe Cu toate acestea, activitatea vitală a microorganismelor anaerobe este asociată cu eliberarea de metan în aer, ceea ce necesită organizarea unui sistem special de monitorizare a concentrației acestuia. sunt rezervoare metalice care conțin o cantitate minimă de echipamente complexe non-standard.
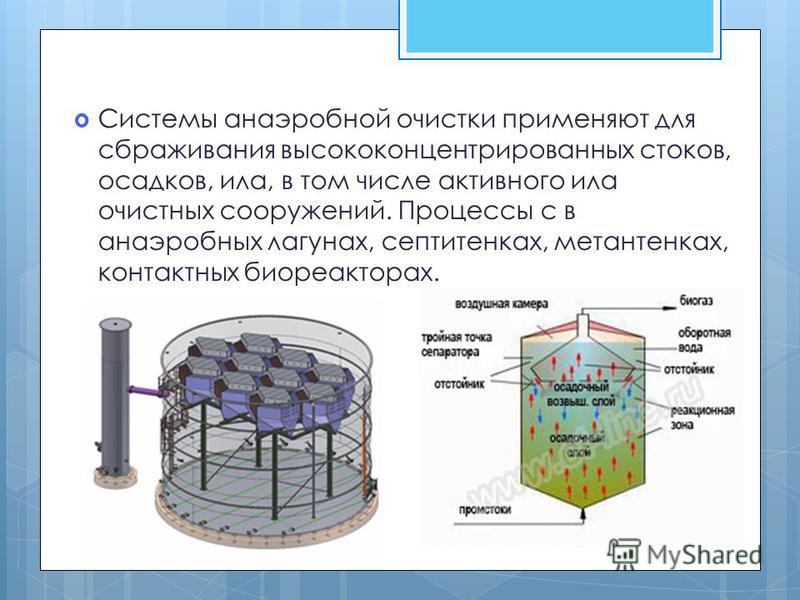
17
Sistemele de tratare anaerobă sunt utilizate pentru fermentarea efluenților foarte concentrați, a precipitațiilor, a nămolului, inclusiv a nămolului activ din instalațiile de tratare. Procese în lagune anaerobe, fose septice, digestoare, bioreactoare de contact.
18
Vă mulțumim pentru atenție!
Agenți chimici de sterilizare
Distrugere
microorganisme prin chimicale
substanțe se numește dezinfectare
(din lat.
infecţie
- infectie si franceza. negativ
prefixe des).
Produsele chimice sunt folosite pentru
distrugerea microorganismelor patogene
în obiectele mediului exterior – la lucru
loc, în interior, pe haine de lucru,
mâini, echipamente tehnologice și
inventar.
LA
substanțe utilizate în acest scop
dezinfecție, un număr de
cerințe:
- ei
trebuie să fie ușor solubil în apă;
- v
timp scurt pentru a arăta bactericid
acțiune;
- nu
au un efect toxic asupra
oameni și animale;
- nu
provoca daune dezinfectate
articole.
Dezinfectante
substanțele sunt împărțite în mai multe
grupuri:
1.
Compuși care conțin clor (clorul
var, hipoclorit de sodiu, cloramină,
pantocid, clordesinsulfoclorantină și
etc.).
2.
Compuși pe bază de iod și brom
(iodopirină, dibromantină).
3.
Agenți oxidanți (peroxid de hidrogen, permanganat
potasiu etc.).
4.
Fenoli și derivații lor (fenol, lizol,
creolină, hexaclorofen).
5.
Săruri de metale grele (mertiolat de sodiu,
sublimat corosiv).
Antimicrobian
acizii si lor
săruri (borice, salicilice), alcalii, alcooli
(soluție de etanol 70%) aldehide
(formaldehidă).
Emis
de asemenea sapunuri bactericide: fenolice,
gudron, „Igienă”, care conține 3-5%
hexaclorofen.
Echipamente pentru tratarea mecanică a apelor uzate
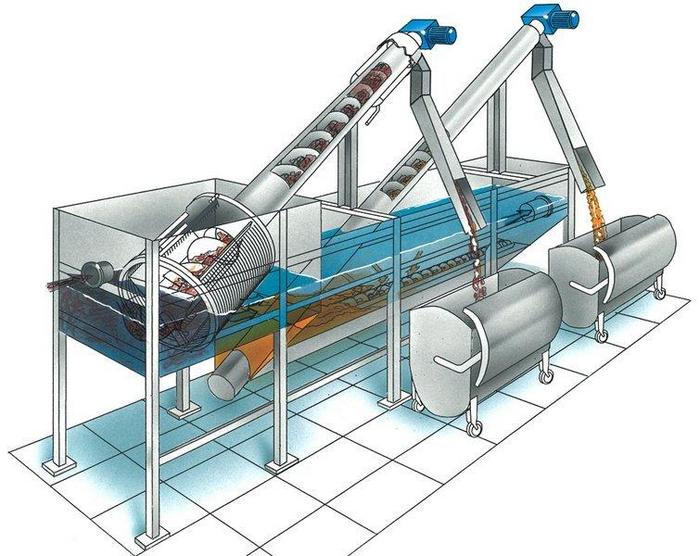
Pentru ca procesul de curățare să se desfășoare cât mai bine posibil, se folosesc diferite structuri:
Grilele dețin elemente de la mari la medii. Gratarele sunt montate in directia curgerii lichidului, iar elementele pot fi instalate inclinat sau vertical, insa este necesara echiparea sinusurilor grilajelor cu dinti de grebla care indeparteaza resturile si trimit deseurile in centura. După aceea, gunoiul este trimis la concasor, dacă metoda nu implică imediat instalarea de grătare de concasor pentru a prinde și măcina gunoiul.
Capcanele de nisip sunt folosite pentru a reține particule cu o greutate specifică scăzută. Datorită faptului că greutatea specifică chiar și a particulelor mici este mai mare decât greutatea specifică a apei, incluziunile se așează pe fund. Prin urmare, funcționalitatea capcanelor de nisip depinde direct de viteza curgerii apei. De regulă, echipamentul este proiectat să susțină elemente de cel mult 0,25 mm, în timp ce viteza de curgere este reglată special: 0,15-0,3 m/s cu debit orizontal
Este important de înțeles că mișcarea apei trebuie să fie rectilinie sau circulară, dar orizontală, doar în acest caz elementele capcanelor de nisip vor funcționa la putere maximă. Metoda de curățare a echipamentului poate fi fie folosind o pompă care aspiră nisipul colectat, fie cu ajutorul racletelor, melcilor, ascensoarelor hidraulice la stațiile de tratare centralizate.
Capcanele de nisip sunt capabile să curețe fluxurile cu 75% din impuritățile minerale - acesta este un indicator aproape ideal.
Tancurile de decantare sunt folosite și ca echipamente pentru separarea impurităților mecanice de apele uzate. Există mai multe tipuri de rezervoare de sedimentare:
primar, montat în fața stațiilor de biotratare;
secundare, care sunt instalate după stațiile de bioprocesare.
Conform caracteristicilor lor de proiectare, rezervoarele de sedimentare pot fi orizontale, radiale și verticale.
- Paturile de namol sunt de asemenea incluse in procesul de tratare mecanica a apelor uzate. Sunt folosite pentru colectarea sedimentelor care rămân în rezervoarele de sedimentare și în alte structuri. Procesul de uscare și distribuție a deversărilor are loc exact pe locurile de nămol, în timp ce umiditatea scade la 75%, ceea ce reduce volumul deversărilor de 3-8 ori. Ca structură, un sit este un sit delimitat de metereze de pământ. După uscare, reziduurile de nămol sunt colectate și îndepărtate, iar fluxul de lichid, purificat astfel, intră parțial în sol, se evaporă parțial. Restul apei interstițiale este pompată către stațiile de epurare, unde tratarea biologică este deja utilizată datorită conținutului unui număr mare de particule fine care nu pot fi precipitate de capcane mecanice.
Merită să ne amintim că procesul de îndepărtare mecanică a impurităților nu eliberează întotdeauna complet substanțe nocive și este necesară tratarea biologică a fluxurilor.


