Ce electrozi să sudeze o țeavă de profil de 2 mm.
La alegerea electrozilor pentru sudarea electrică, aceștia sunt ghidați de grosimea pieselor de prelucrat, care este direct legată de diametrul acestora.
Datele necesare pot fi obținute din tabelele de pe ambalaj sau determinați singur dimensiunile, având în vedere că diametrul electrodului corespunde aproximativ grosimii peretelui la valori care nu depășesc 4 mm.
Selectarea modului de sudare și a tipului de electrozi
Curentul trecut prin electrozi este direct legat de diametrul acestora, valoarea acestuia fiind de obicei indicată pe ambalaj. În plus, valoarea sa poate fi stabilită din tabele sau aproximativ determinată prin calcule, pe baza faptului că 1 mm. Grosimea electrodului necesită un curent de 30 de amperi.
Există patru tipuri principale de electrozi, în funcție de materialul de acoperire:
- Acru (A). Se caracterizează printr-un conținut ridicat de fier și mangan, electrodul metalic trece în cusătură sub formă de mici picături cu formarea unei băi de lichid, atunci când se solidifică, zgura este ușor separată. Când se lucrează, temperatura prea ridicată a arcului duce la decupări, cusătura este foarte predispusă la fisuri - acest lucru limitează utilizarea acestui tip.
- Celulozic (C). Pe lângă celuloză, compoziția include minereuri de feromangan și talc, care se ard complet atunci când sunt încălzite, formând un gaz protector, în timp ce cusătura nu are un strat de zgură. Electrodul intră în cusătură cu picături medii și mari, formând o structură aspră neuniformă cu numeroase stropi.
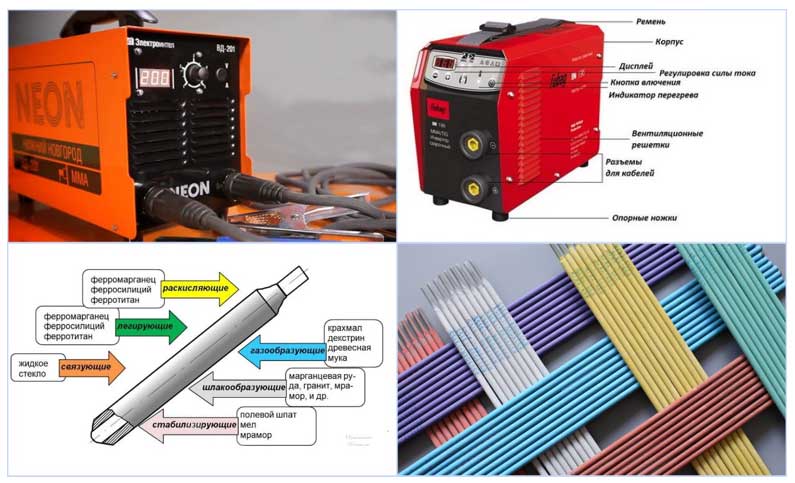
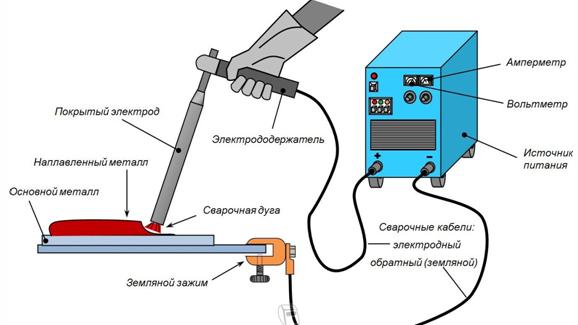
Orez. 10 Aspectul aparatului cu arc electric și al electrodului
Rutil (P). Acoperirea constă în principal din dioxid de titan sau ilmenit, metalul electrodului trece în bazinul de sudură cu picături medii și mici, cu o cantitate mică de stropire și formând o cusătură uniformă, de înaltă calitate. Învelișul de zgură are o structură poroasă și este ușor de separat de cusătură.
Pentru sudarea electrică a aliajelor de oțel cu conținut scăzut de carbon, din care sunt realizate țevi profilate, cel mai des sunt utilizați electrozi buni ai mărcilor UONI-13/55, MP-3, ANO-4, OK 63.34 poate fi utilizat pentru sudarea oțelului inoxidabil.

Fig.11 Sudarea țevilor cu pereți subțiri
Pregătirea pentru muncă
Racordarea țevilor de profil fără sudură se realizează în principal folosind cleme și șuruburi specializate. În timp, elementele de fixare se slăbesc, așa că atunci când aveți grijă de produs, este necesar să verificați în mod constant rezistența structurii. Pentru a reduce problemele în timpul funcționării, pentru asamblarea structurii se folosește sudarea.
Pentru a obține o sudură puternică, este necesar să pregătiți suprafața țevii. Pentru asta:
secțiunile de țeavă sunt tăiate la lungimea necesară;

Folosind o râșniță pentru tăierea țevilor
Se recomandă tăierea țevilor cu unelte speciale, de exemplu, un ferăstrău, care vă permite să faceți tăierea cât mai uniformă.
- dacă este necesar să conectați elementele într-un unghi, atunci țevile sunt ajustate cu grijă între ele, astfel încât golurile să fie cât mai mici posibil. Acest lucru va crește calitatea sudurii și, ca urmare, fiabilitatea produsului finit;
- Locurile unde ar trebui să fie amplasată sudura sunt curățate de rugină, bavuri și alte depuneri străine. Orice includere afectează negativ rezistența cusăturii. Curățarea se poate face cu o perie metalică simplă sau cu echipamente specializate, precum o râșniță.

Pregătirea suprafeței înainte de sudare
Sudarea cu arc
Sudarea manuală cu arc este utilizată pe scară largă în toate sectoarele economiei naționale și în viața de zi cu zi pentru îmbinarea elementelor structurilor metalice. Proprietățile sale distinctive în comparație cu alte tipuri de îmbinări sudate sunt:
- Costul relativ scăzut al mașinii de sudură și al consumabilelor, care sunt electrozii.
- Obținerea îmbinărilor sudate de înaltă calitate din clasele comune de metale, inclusiv aliaje inoxidabile.
- Capacitatea de a efectua lucrări de sudare în multe locuri greu accesibile - aceasta este facilitată de greutatea redusă și ușurința de conectare a echipamentului la electricitate.

Orez. 7 Sudarea unei țevi cu profil subțire - tip de cusături
Efectuarea lucrărilor folosind sudarea cu arc electric constă în următorii pași:
- Capetele țevilor sunt pregătite pentru sudare, pentru aceasta sunt curățate de rugină, după care semifabricatele sunt așezate la distanța necesară pentru a umple cusătura cu metal de la electrodul topit, adesea se folosesc dispozitive speciale pentru aceasta.
- Aparatul de sudură este pornit, setând curentul necesar conform indicatorului încorporat, electrodul este introdus în suportul conectat la aparatul de sudură, al doilea capăt este fixat pe țeavă.
- Poziția pieselor care urmează a fi sudate una față de cealaltă este fixată prin sudură în puncte (chiduri), după care se efectuează sudarea electrică folosind îmbrăcăminte de protecție, o mască și mănuși ale sudorului.
- La sfârșitul lucrării, scara este doborâtă și cusătura este curățată cu o perie metalică.
Sudarea semiautomată a metalelor cu gaz inert (MIG)
Datorită tehnologiilor moderne, a devenit posibilă sudarea produselor de profil în cel mai simplu mod în condiții casnice, ceea ce nu necesită multă experiență și mulți ani de pregătire ca sudor.
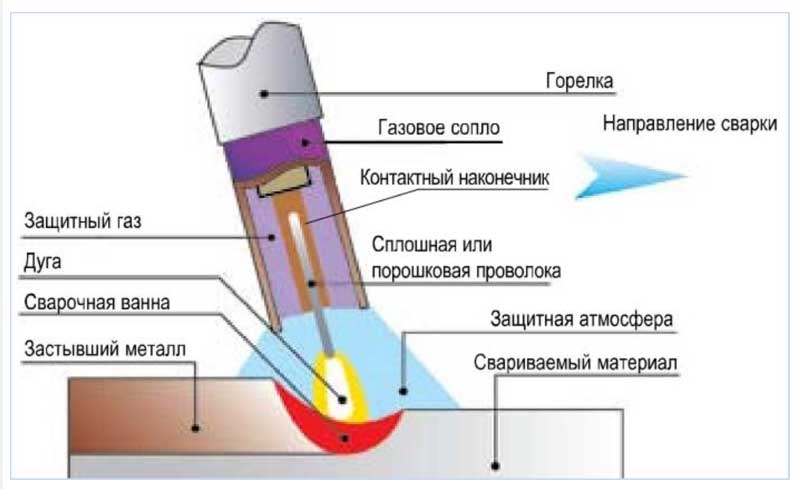
Orez. 8 Cum funcționează MIG
Sudarea semi-automată cu gaz inert (MIG) este o etapă evolutivă în dezvoltarea sudării cu arc convențional, în comparație cu care are următoarele avantaje:
- În loc de electrod, un fir special cu un diametru de 0,6 până la 1,2 mm este introdus automat în bazinul de sudură prin pistoletă, înfășurat în bobine - acest lucru automatizează procesul și reduce timpul de schimbare a electrozilor.
- Împreună cu sârma, un gaz inert (de obicei un amestec de dioxid de carbon și argon) este furnizat arzătorului prin manșonul de sudură - acest lucru previne formarea zgurii și îmbunătățește calitatea sudurii.
Datorită acestei tehnologii, sudarea semiautomată are următoarele avantaje față de aparatele de sudură cu arc electric:
- Vă permite să sudați piese subțiri de prelucrat cu o grosime de 0,5 mm.
- Gătește oțel, oțel inoxidabil, fontă, aluminiu și metale neferoase.
- La efectuarea lucrărilor, nu există zgură și practic nu există fum - acest lucru este mai puțin dăunător sănătății, îmbunătățește calitatea cusăturii în comparație cu metodele cu arc electric.
Dezavantajele MIG includ volumul (este necesar un cilindru masiv de gaz și un sistem de alimentare cu fire a arzătorului) și imposibilitatea de a lucra în vânturi puternice care suflă gazul din zona de sudare.
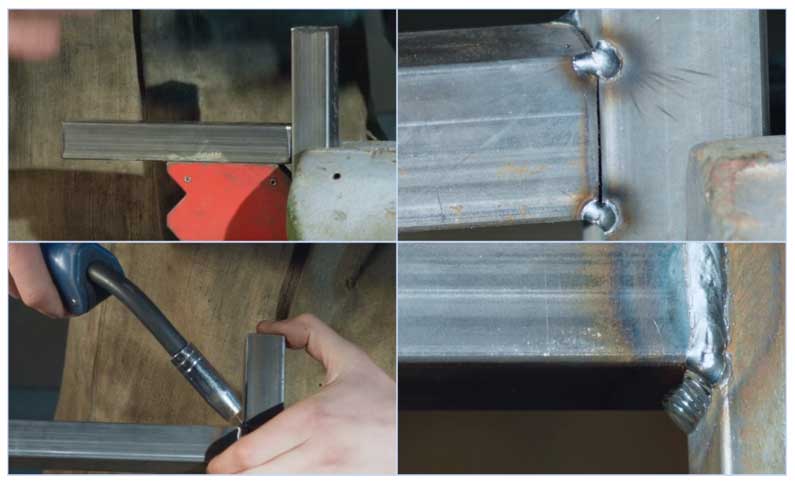
Orez. 9 Sudarea țevilor profilate cu pereți subțiri într-un mediu cu gaz inert
Tehnica sudării
Sudarea unui cadru dintr-o țeavă de profil poate fi efectuată prin oricare dintre următoarele tipuri:
- gaz;
- arc electric.
Sudarea cu gaz
Sudarea cu gaz este produsă prin topirea metalului și umplerea spațiului gol cu un aditiv.
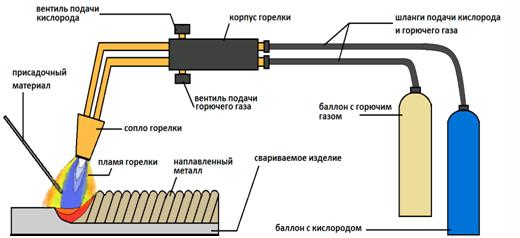
Tehnologia sudării cu gaz
Pentru sudarea cu gaz veți avea nevoie de:
- aparat de sudura special cu un set de varfuri pentru arzator;
- cilindru cu oxigen;
- o butelie cu gaz combustibil (acetilena este cel mai des folosită);
- sârmă de umplutură (se cere ca sârma să fie din același material cu țevile care se sudează);
- pulbere de sudură (flux), care reduce oxidarea metalelor și protejează cusătura. Fluxul este aplicat pe suprafața țevii înainte de a începe sudarea;
- elemente de protectie individuala a sudorului (masca).
La sudarea cu gaz, este necesar să se respecte cu strictețe măsurile de siguranță, deoarece gazele utilizate sunt explozive.
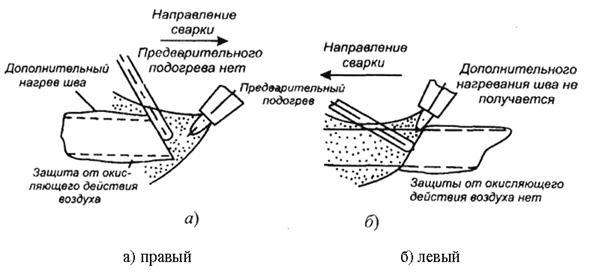
Conectarea conductelor prin sudare cu gaz se poate realiza în 2 moduri:
- de la stanga la dreapta. Aditivul este furnizat după încălzire cu un arzător, care permite sudarea țevilor cu o grosime mai mare de 5 mm. Cusătura nu este chiar uniformă și necesită un rafinament suplimentar.În acest fel, poarta este sudată dintr-o țeavă de profil și alte structuri tridimensionale;
- de la dreapta la stânga. Aditivul este alimentat în fața arzătorului, ceea ce vă permite să obțineți cea mai uniformă cusătură. Este folosit în principal pentru țevi cu grosimea mai mică de 5 mm, cum ar fi țevile profil de sudură, bancul de grădină și așa mai departe.
Modalități disponibile de a forma o sudură
După răcirea completă, cusătura se recomandă să fie curățată și protejată de coroziune.
Sudarea cu gaz este utilizată pentru conectarea țevilor profilate din metale neferoase (alama, aluminiu, cupru și așa mai departe).
Avantajele sudării cu gaz sunt:
- simplitate. Sudarea unei structuri cu un arzător cu gaz nu necesită cunoștințe și abilități speciale;
- disponibilitate. Componentele necesare (gazele) pot fi achiziționate fără mare dificultate;
- nu este nevoie de o sursă puternică de curent electric.
Sudarea cu arc
Sudarea cu arc este utilizată la îmbinarea profilelor din metale feroase, adică oțel.
Sudarea cu arc electric se realizează folosind:
- aparat de sudura;
- electrozi.
Tehnologia sudării cu arc
Selectarea electrozilor și a curentului necesar pentru sudare se efectuează pe baza grosimii metalului țevii profilate.
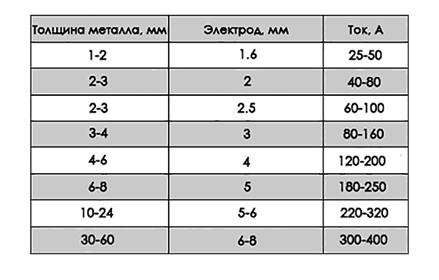
Tabel cu raportul dintre metalul de sudat și electrozii utilizați
Tabelul prezintă parametrii de electrozi recomandați. Pentru a vă asigura că electrodul este ales corect, este necesar să efectuați o cusătură de testare pe secțiuni mici de țevi.
Puterea curentului afectează și calitatea sudurii. Pentru a face cusătura cât mai puternică posibil, este necesar să se obțină cea mai mare putere de curent posibilă.
Sudarea unei țevi de profil cu un invertor se realizează în următoarea ordine:
- secțiunile sudate ale țevilor profilate sunt bine fixate pentru a preveni deformarea și deplasarea lor. Pentru a face acest lucru, puteți folosi atât dispozitive speciale, cât și instrumente improvizate;
- la 4-5 puncte se efectueaza sudarea prin puncte (sudura prin tack), care permite preconectarea pieselor;

Etapa inițială a sudării structurale
- se verifică corectitudinea proiectării. Dacă este necesar, cu ajutorul unui ciocan, defectele sunt corectate;
- îmbinarea este în final sudată. Totodată, se recomandă monitorizarea vitezei de mișcare a electrodului astfel încât metalul țevilor să aibă timp să se topească complet și, în același timp, să nu se scufunde în interiorul profilului.
Țevile profilate cu o grosime mai mare de 5 mm se recomandă a fi sudate în mai multe etape pentru a obține o cusătură puternică. În acest caz, sudarea se efectuează în direcții opuse unul față de celălalt.
După terminarea sudurii, structura trebuie răcită pentru a preveni deformarea țevii profilate.
Cusătura finită este curățată cu unelte speciale, de exemplu, o polizor unghiular.

Prelucrarea cusăturilor cu un burghiu
Locul de sudare necesită protecție de înaltă calitate împotriva influențelor mediului, deoarece metalul expus la temperaturi ridicate ruginește de câteva ori mai repede.
Puteți afla mai multe despre sudarea cu arc vizionând videoclipul.
Toate lucrările de sudare trebuie efectuate, respectând măsurile de siguranță și folosind mijloace de protecție a sudorului. Alegerea metodei de sudare depinde de materialul din care sunt realizate țevile profilate, precum și de echipamentele disponibile.

