Typy kovoplastových rúr na zásobovanie vodou
Všetky kovoplastové rúrky sú podmienečne rozdelené do dvoch typov podľa typu zloženia produktu:
- prvky označené PEX (zosieťovaný polyetylén);
- Rúry PE-RT (žiaruvzdorný polymér).
Na druhej strane sú všetky produkty PEX so zosieťovanými molekulovými reťazcami navyše klasifikované takto:
- PEX-A. Majú maximálny krok firmvéru 85 %. Extrémne pevné a elastické.
- PEX-B. Stupeň firmvéru 65%. Vrstvy sa spracovávajú pomocou silanu. Rúry sú menej elastické, čo znamená, že existujú obmedzenia na prípustný ohyb.
- PEX-C. Hlavnou výhodou takejto trubice sú priaznivé náklady. Produkty PEX-C sú ideálne pre priame jazdy bez potreby ohýbania materiálu.
Existujú PEX-D trubice. Ich výroba sa zredukovala, pretože produkty nedokážu konkurovať vyspelejším modelom.
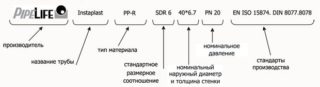
Všetky rúrky bez výnimky sú označené špeciálnym označením. Je to napísané v tomto poradí:
- výrobca;
- certifikát alebo GOST, podľa ktorých sa výrobky vyrábajú;
- druh materiálu a spôsob šitia (PP-R, PE-R, PE-X);
- priemer výrobku plus hrúbka jeho steny (prierez je uvedený v mm, v zriedkavých prípadoch v palcoch);
- menovitý tlak v baroch;
- druh prepravovaného média (vodné potrubia nie sú vhodné na to, aby cez ne posielali agresívne zlúčeniny);
- číslo šarže a dátum výroby produktu.
Všetky označenia sú aplikované na rúrku v kontinuálnom type.
Montáž a pripojenie
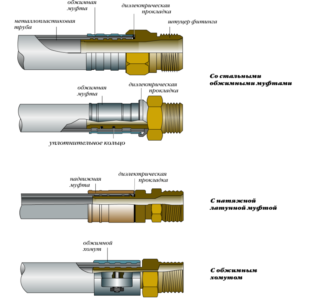
Pri inštalácii vykurovacieho / vodovodného systému môže kapitán spojiť potrubia dvoma spôsobmi:
- pomocou lisovacích tvaroviek;
- pomocou skrutkovej prítlačnej armatúry.
Práca s použitím lisu sa vykonáva takto:
- odrežte požadovaný kus tuby špeciálnymi nožnicami;
- pomocou kalibrátora sa z pripraveného prvku (jeden z jeho koncov) odreže vnútorné skosenie;
- to isté sa robí na vonkajšej strane potrubia;
- kalibrátor zarovná možné pokrčené miesta v lúmene produktu;
- zasuňte stopku lisovacej tvarovky na doraz;
- vložte objímku do lisu a znížte jej rukoväte až na doraz.
Tento spôsob pripojenia kov-polymérových rúrok sa považuje za najspoľahlivejší.
Ak master používa skrutkovú prítlačnú armatúru, spojenie dvoch prvkov prebieha v nasledujúcom poradí:
odrežte požadovanú časť produktu;
odstráňte vnútorné a vonkajšie skosenie;
na pripravený koniec je namontovaný krúžok a uťahovacia matica;
koniec druhej rúrky je vtlačený do spojovacieho prvku;
utiahnite kompresný krúžok a uťahovaciu maticu k armatúre, kým sa nezastaví, aby zakrývala krúžok; tu je dôležité nevyvíjať kritické úsilie, aby sa nepretrhla niť; spojenie môže byť utesnené dymovou páskou.
Montáž kovoplastových rúr svojpomocne
Inštalácia kovoplastových rúr môže byť vykonaná ručne. Neexistuje žiadny zásadný rozdiel od inštalácie plastu. Inštalácia systémov vyrobených z PE-X alebo polypropylénu nevyžaduje drahé nástroje alebo zariadenia.
Potrebné nástroje a materiály
Na rezanie a odizolovanie rúrok budete potrebovať špeciálnu frézu na rúry alebo brúsku, okrúhly pilník.
Na zváranie polypropylénu budete potrebovať špeciálnu spájkovačku s dýzami (pozri fotografiu):
Pre montáž systému pomocou tvaroviek - dva nastaviteľné kľúče a lisovacie kliešte (ručný mechanický lis).
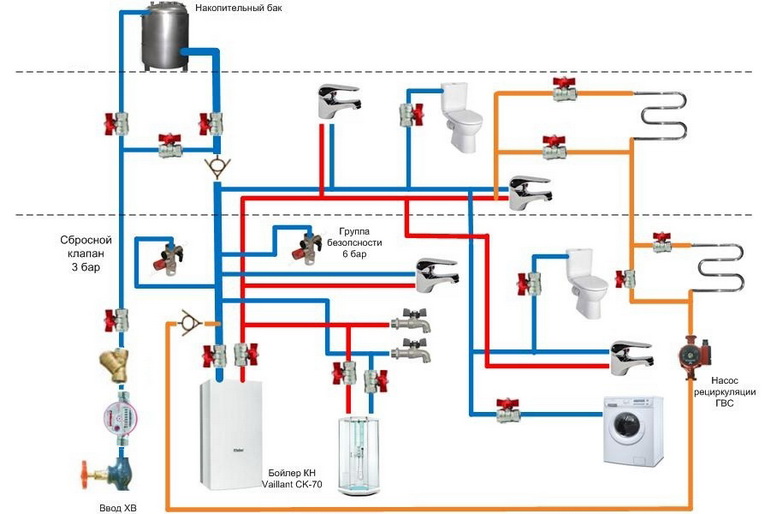
Výkresy a schémy
Akákoľvek práca musí začínať výkresom alebo diagramom. Najprv nakreslite rozloženie vodovodného systému, vypočítajte množstvo všetkých materiálov a až potom ich kúpte. Pomôže to nekupovať príliš veľa a položiť kabeláž najoptimálnejším spôsobom.
Technológia montáže
Pred inštaláciou je potrebné odrezať obrobky požadovanej veľkosti, vyčistiť otrepy.
Kompresné armatúry sa pripájajú k obrobku veľmi jednoducho:
- odskrutkovaná lisovacia matica sa nasadí na obrobok;
- obrobok je vložený do tvarovky;
- matica je utiahnutá rukou; potom utiahnite kľúčmi o otáčku a štvrť.
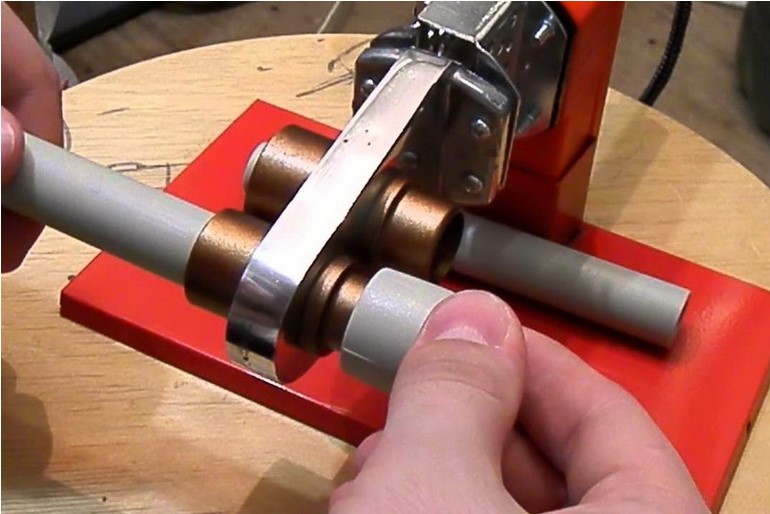
Lisovacie tvarovky sa montujú nasledovne:
- nasaďte objímku na koniec obrobku, vložte vnútornú vložku do obrobku, kým sa nezastaví;
- vložte tvarovku s obrobkom do lisovacích klieští a stlačte rukoväte lisu až na doraz. Na rukáve budú jasné odtlačky z lisovacích svoriek.
Postup prác
Pred difúznym zváraním dôkladne utrite koniec obrobku od prachu, nečistôt, piesku, otrepov a odmastite alkoholom.
Požadovaná tryska je nainštalovaná na zváracom stroji, teplota ohrevu je nastavená na 260 ° C. Spájkovačka sa zahrieva asi 6-8 minút, potom si sama udržuje požadovanú teplotu.
Požadovaná tvarovka a koniec obrobku sa vložia do trysiek, zahrievajú sa 6 sekúnd pre priemer rúry 20 mm, pre priemer 25 mm - 7 sekúnd, pre priemer 32 mm - 8 sekúnd.
Veľmi rýchlo zasuňte obrobok do tvarovky až na doraz, stlačte ho aspoň 10 sekúnd. Potom sa spojenie nedotkne 7-8-10 minút - plast sa nechá vychladnúť a polymerizuje.
Postup prác si môžete podrobne pozrieť na našom videu:
Vlastnosti montáže
Ak po zlisovaní lisovacími kliešťami nezostanú na objímke žiadne zreteľné prstencové stopy z klieští, spojenie by sa malo odrezať a namontovať pomocou novej tvarovky a nového obrobku. Na poškodený hrot rúrky nie je možné namontovať novú armatúru.
Ohýbanie polyetylénových polotovarov sa vykonáva pomocou ohýbačky rúr alebo stroja Volnov. Obrobok môžete ohýbať ručne - ale polomer ohybu je veľký.
Každých 0,5-0,8 m musí byť potrubie upevnené v špeciálnych držiakoch klipov - to pomôže udržať jeho tvar.
Kontrola vodovodu
Po zložení celého systému je potrebné naplniť ho vodou zo siete, vypustiť vzduch a skontrolovať všetky spoje. Všetky spojovacie uzly môžete zabaliť do toaletného papiera - na ňom budú veľmi zreteľne viditeľné kvapôčky vlhkosti.
technické údaje
 Kovovo-plastové výrobky sa líšia v týchto technických vlastnostiach:
Kovovo-plastové výrobky sa líšia v týchto technických vlastnostiach:
- nízka úroveň tepelnej vodivosti - 1300-krát nižšia ako u medi a 175-krát nižšia ako u ocele;
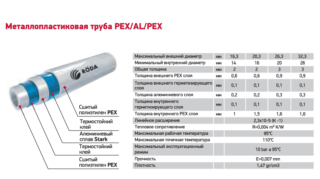
- hrúbka steny 2 mm alebo viac, v závislosti od veľkosti kovoplastových vodovodných potrubí (úseku);
- dobrý antistatický - žiadne vedenie bludných prúdov;
- hmotnosť bežného metra výrobku s priemerom 16 mm. - 115 g;
- priepustnosť - 0,113 l / lineárny meter pre výrobok s prierezom 16 mm;
- pevnosť pri priečnom pretrhnutí - 2880 n;
- koeficient drsnosti vnútorných stien - 0,07;
- index rozťažnosti kov-plast je 0,26x10-4 za ºs;
- minimálne prípustné ohýbanie výrobku je od 45 mm.
Montáž kovoplastových rúr
Pokyny krok za krokom s fotografiou
- Pripravte rúry a nástroje - odrežte kov-plast podľa inštalatérskej schémy, vyberte armatúry. Pre spojenie sú ideálne lisovacie alebo lisovacie tvarovky. Montážny nástroj:
- píla na železo alebo špeciálne nožnice na rúry;
- kalibrátor krájačov;
- meracia páska alebo zvinovací meter;
- nôž;
- kľúč.
- Spracujte časti potrubia pomocou kalibrátora.
- Odstráňte maticu a krúžok z armatúry a nasaďte ich na obrobenú časť rúry. Po spracovaní by mal byť rez rovnomerný, hladký, bez otrepov. Ak to chcete urobiť, použite okrúhly pilník.
- Nasaďte armatúru na potrubie a zarovnajte ju s armatúrou na armatúre.
- Namontujte predtým odstránenú maticu a upínací krúžok na armatúru, utiahnite, kým nebudete počuť špecifické prasknutie. Kontrolujte napnutie matice - príliš veľké zaťaženie môže odtiahnuť závity a potom bude potrebná úplná výmena spojenia.

Pružiny a iné spôsoby ohýbania rúr
Rúry sú často ohnuté, aby sa využil povrch, ktorý vedie teplo.
Tu je niekoľko metód: Ručné ohýbanie.
- Ohýbanie rúr.
- Pružina na ohýbanie.
Ručné ohýbanie rúr je cenovo najdostupnejší spôsob, ktorý zahŕňa nasledujúce kroky:
Jemne ohnite potrubie na polomer ohybu nie väčší ako 20 stupňov.
- Ohnite ho opäť o niečo vyššie.
- Takéto ohyby urobte niekoľkokrát (asi 15), kým sa rúrka neotočí do požadovaného uhla.
Rovnakými hladkými a presnými pohybmi môžete potrubie narovnať.
Maria Korol, odborníčka
Pomocou pružiny alebo drôtu je kovovo-plastová rúrka celkom rovnomerne a presne ohnutá:
Umiestnite pružinu alebo drôt do potrubia.
- Ohnite rúru rukami do požadovaného uhla.
- Opatrne odstráňte pružinu alebo drôt.
Typické chyby pri inštalácii kovoplastových rúr
Následkom nesprávnych činností počas inštalácie je odtlakovanie alebo netesnosť v spojoch. Najčastejšou chybou je prílišné utiahnutie matice armatúry, čo vedie k strhnutým závitom alebo prasknutiu potrubia. Ďalšou častou chybou je ušetrenie na špecializovanom nástroji, ako je úkosovač a kalibrátor. To často vedie k poškodeniu tesniacich krúžkov, čo nezlepšuje kvalitu spojenia. Zároveň je možné kontrolovať úroveň tesnosti a pevnosti spoja, zisťovať netesnosti a chyby tlakovou skúškou.
Tlaková skúška vodovodných potrubí
Hlavnou súčasťou tlakovej skúšačky je hydraulické čerpadlo, ktoré nastavuje tlak potrebný pre správnu skúšku. Existujú dva typy tlakových nádob:
- Manuálne - slúži na kontrolu prívodu vody malého rozsahu.
- Elektrické náradie je ľahko ovládateľné, spoľahlivé, odolné, ale drahé. Preto sa používa iba na profesionálnu inštaláciu.
Cena rúr vyrobených z kov-plast
Náklady na výrobky sa líšia v závislosti od výrobcu a priemeru. Priemerné ceny za potrubia pre vodovodné potrubia vyrobené z kovoplastu v Moskve:
| Výrobca | Krajina | Cena m/lineárna ($) |
| Valtec | Rusko, Taliansko | od 1.5 |
| Oventrop | Nemecko | od 1.2 |
| Henko | Belgicko | od 0.8 |
| Nanoplast | Rusko | od 0.7 |
| Comap | Francúzsko | od 1.6 |
Ceny sú uvedené za rúrky s priemerom 16 mm. Čím väčší je prierez výrobku, tým vyššie sú jeho náklady na lineárny meter. Okrem toho sa ceny môžu mierne líšiť v závislosti od regiónu predaja.
Pokrok nám postupne zjednodušuje život a uľahčuje prácu. S príchodom všetkých druhov moderných odolných plastov sa začali používať na potrubia, zmenili sa aj spôsoby inštalácie vodovodných systémov v našom bývaní - teraz môžeme ľahko vykonať inštaláciu sami bez zapojenia zložitého vybavenia a špecialistov. Éra oceľových potrubí sa skončila.
Vítame nášho pravidelného čitateľa! V tomto článku budeme hovoriť o tom, aké sú kovoplastové rúry pre vodovodné potrubia - najlepší materiál pre domáce vodovodné systémy.
Výhody a nevýhody
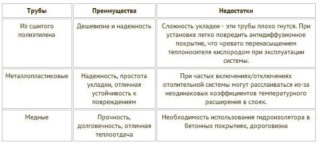
Dôležité pozitívne aspekty kovových polymérových produktov sú:
- ideálna hladkosť vnútorných stien, ktorá zabraňuje zanášaniu systému;
- trvanlivosť - životnosť viacvrstvovej rúrky z kovu a polyméru na zásobovanie teplou vodou je asi 50 rokov;
- inertnosť voči korózii a agresívnemu prostrediu;
- dobrá plasticita;
- nízka hmotnosť, ktorá uľahčuje prepravu výrobkov a ich inštaláciu;
- jednoduchá inštalácia systémov zásobovania studenou alebo horúcou vodou, ktoré nevyžadujú zložité nástroje;
- zvukovoizolačné vlastnosti - preprava vody cez takéto systémy je takmer nepočuteľná;
- estetika.
Rúry vyrobené z kovu a plastu nie sú so svojimi pozitívnymi vlastnosťami bez nevýhod. Hlavnou nevýhodou sú rozdielne koeficienty rozťažnosti polyméru a kovovej vrstvy pri teplotných rozdieloch. V dôsledku toho sa spoje môžu časom uvoľniť, čo vedie k netesnostiam.
Rúry sa obávajú slnka, takže sa používajú na kladenie interných komunikácií v byte, kúpeľnom dome, vidieckom dome. Slnečné svetlo vyvoláva zahrievanie a ďalšie rozširovanie trubice.Súčasne studená voda spôsobuje zmršťovanie polyméru. Teplotné výkyvy sú pre takýto materiál nežiaduce.
Výkonové charakteristiky rúr vyrobených z kov-plastu
Životnosť plastových rúr
Kovový plast sa vyznačuje zvýšenou odolnosťou proti korózii, inertnosťou voči väčšine aktívnych chemických a biologických látok. Výrobky tohto typu majú pri zahrievaní znížený koeficient rozťažnosti, takže sú menej náchylné na deformáciu ako iné analógy. Výrobcovia poskytujú záruku na inštalované produkty:
- pri teplote 95 C˚ - záručná doba je 25 rokov;
- pri teplote 20 C˚ - záručná doba je 50 rokov.
Najlepší výrobcovia kovoplastových rúr
Nižšie sú uvedení najlepší výrobcovia kovoplastových rúr:
- Henco (Henko), belgická korporácia. Ich rúry sú jedným z multifunkčných, modernizovaných a vysoko spoľahlivých produktov dostupných na dnešnom trhu;
- Oventrop - výrobca plastových rúr Oventrop je jedným z najväčších inovátorov, ktorí riešia staré problémy vykurovania a zásobovania vodou;
- pex. Molekulárne zosieťovaný polyetylén je vhodný ako pre systémy zásobovania vodou (teplé a studené), "teplé podlahy" a pre centrálne vykurovanie;
- Rehau. Výrobky Rehau sú kvalitné a odolné, čo je hlavná výhoda pri výbere materiálu pre vodoinštaláciu a kúrenie;
- Unipipe. Rúrkové konštrukcie Unipipe sú známe svojou atraktívnou cenou a spoľahlivým výkonom, takže použitie týchto produktov bude ekonomické a bezpečné.
- Valtec. Rúry vyrábané spoločnosťou Valtec spĺňajú všetky druhy požiadaviek na výstavbu a inštaláciu vodovodných a vykurovacích systémov a predstavujú produkt vysokej kvality.
Akú teplotu a tlak znesú plastové rúry
Rúrka vyrobená z kovového plastu má v porovnaní s inými typmi materiálov niekoľko výhod:
- Odoláva vysokým teplotným zaťaženiam až do 95 C˚.
- Pracovný tlak od 10 atm.
- Difúzia kyslíka 0 g/m³ za deň.
Predpisy a certifikáty
V našej krajine je trh naplnený tovarom od rôznych výrobcov kovoplastových rúr. Väčšina firiem garantuje kvalitu, ale každá spoločnosť kladie spotrebiteľom podmienku: dodržiavať výrobné pokyny.
V Rusku existujú dokumenty na kontrolu kvality kovoplastových rúr:
- SP 41-102-98 - pravidlá pre návrh a inštaláciu kovoplastových potrubí pre vykurovacie systémy;
- SP 40-103-98 - pravidlá pre návrh a inštaláciu prívodu teplej a studenej vody.
Označenie potrubia
Čísla, písmená a iné označenia na povrchu kovovo-plastovej rúry skrývajú údaje o produkte. Výrobcovia majú právo uviesť svoje označenia v označení, ale hlavné údaje musia obsahovať tieto informácie:
- názov výrobcu;
- osvedčenie o zhode;
- druhy polyetylénu (PP-R - polypropylén, PE-R - polyetylén, PE-X - zosieťovaný polyetylén);
- priemer potrubia a nevyhnutne hrúbka steny;
- menovitý tlak pri teplote obsahu +20 stupňov;
- potom existujú znaky, z ktorých je jasné, či je toto potrubie vhodné na vodu, ktorá sa bude používať na pitie;
- posledný nápis na fajke označuje šaržu a dátum výroby.
Technické vlastnosti kovoplastových rúr
Po prvé, potrubia na zásobovanie vodou a vykurovanie vyrobené z kov-plastu sa vyznačujú vynikajúcou pevnosťou, ktorá sa dosahuje správnym poradím vrstiev plastu a kovu. Po druhé, takéto potrubia odolávajú vysokému tlaku a teplote.
Nasledujú špecifické špecifikácie pre rúry rôznych priemerov.
| Názov indikátora/priemer (mm) | 16 | 20 | 26 |
| Materiál vnútornej vrstvy | PEX-B | ||
| Materiál vonkajšej vrstvy | PEX-B | ||
| Vnútorný priemer, (mm) | 16 | 20 | 26 |
| Hrúbka hliníkovej vrstvy (mm) | 0,23 | 0,23 | 0,23 |
| Dĺžka cievky (m) | 100 | 100 | 100 |
| Hmotnosť 1 bežného metra rúry (kg/m) | 0,115 | 0,14 | 0,25 |
| Teplota pri prevádzkovom tlaku 10 bar | 0-95 | 0-95 | 0-95 |
| Teplota pri prevádzkovom tlaku 25 bar | 0-25 | 0-25 | 0-25 |
| Maximálne krátkodobé zaťaženie | 130 | 130 | 130 |
| Maximálny tlak pri t=20C, bar | 94 | 73 | 86 |
| Deformácia potrubia počas ohrevu na teplotu (120-3С) počas (60 + 1),% | 0,81 | 0,81 | 0,81 |
| Drsnosť | 0,006 | 0,006 | 0,006 |
| Najväčší možný polomer pri ručnom ohýbaní, mm | 80 | 100 | 130 |
| Najväčší možný polomer pri ohýbaní pomocou ohýbačky rúr, mm | 45 | 60 | 95 |


