Методе спајања полипропиленских цеви
Ако је задатак опремити грејање пластичним цевима малог пречника (до 63 мм), у пракси постоје два начина за повезивање таквих цеви:
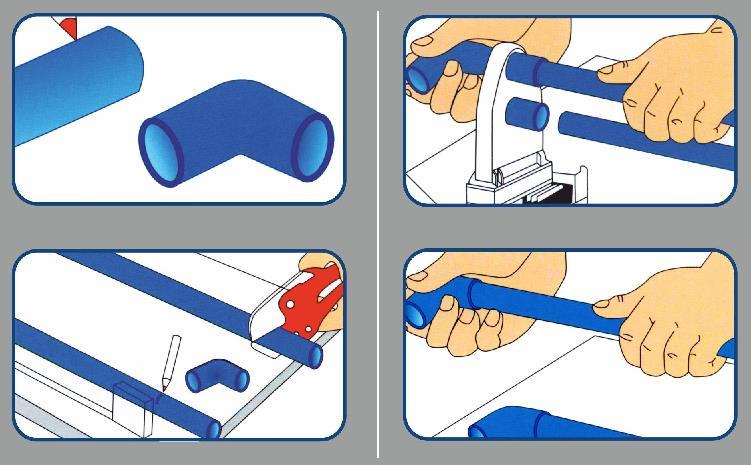
- заваривање утичнице - у овом случају, један претходно проширени крај цеви се поставља у други;
- заваривање утичнице - овде су крајеви два елемента повезани једни са другима помоћу спојнице.
У случају спајања цеви великог пречника (од 63 мм), прибегавају се употреби сучеоног заваривања. Ова метода уградње не захтева додатне прикључне елементе, уз одржавање одличног степена фиксације цеви. Могу се користити и фитинги одговарајуће величине (заваривање рукава). У присуству цеви пречника 40 мм, погодније је користити ручно заваривање, али се већи елементи обично спајају помоћу посебног апарата који се претходно поравнава.
Непосредно пре почетка уградње система грејања, вреди још једном пажљиво размотрити цео процес монтаже цевовода. Ово ће избјећи нежељене нијансе у вријеме рада које утичу на коначни квалитет монтаже система гријања.
Шема процеса повезивања полипропиленских цеви
Овде наводимо главне нијансе како спојити пластичне цеви за грејање:
- Оптимално време загревања лемилице је 5 секунди.
- Препоручена температура топљења полипропилена је 270°Ц. Овај параметар се може постићи помоћу посебног прекидача који је инсталиран на апарату за заваривање.
- Треба напоменути да ће технологија спајања цеви система грејања варирати у зависности од места и сезоне. Дакле, током температура испод нуле или приликом постављања грејне конструкције на отвореном, време загревања цеви лемилице треба мало повећати или температуру подићи да би се растопили производи од полипропилена.
- У случају спајања цеви већег пречника, време топљења материјала ће се такође мало повећати.
- Препоручено време за фиксирање елемената великог пречника између себе након загревања је 30 секунди или више.
Затим морате детаљно размотрити, заправо, технологију лемљења цеви од полипропилена:
- Након постизања потребне температуре, млазнице лемилице за полипропиленске цеви - за спољне и унутрашње димензије попречног пресека цеви - истовремено се стављају и загревају спојним деловима (спојница, цев).
- У тренутку процеса загревања, на грејним елементима се формирају "бакље".
- Као резултат процеса загревања, оба дела се уклањају из млазница и спајају један са другим равномерним благим притиском на њих са обе стране један према другом и фиксирањем у овом положају. Било какве ротације и непотребни покрети током спајања елемената су неприхватљиви, јер то може пореметити резултујући шав.
- Повезане елементе треба држати 30 секунди ради поузданијег пријањања делова система грејања. Мора се додати да обод мора бити равномеран по целој дужини везе.
Након потпуног хлађења, спојени делови су спремни за употребу.
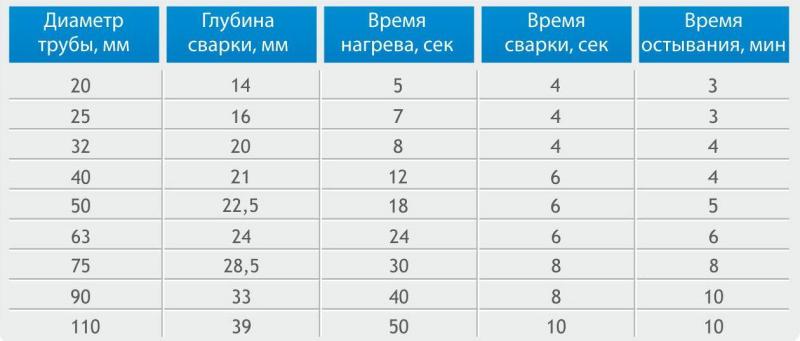
Параметри процеса заваривања
Начини спајања цеви од метал-пластике и ПЕКС-цеви
Метално-пластични елементи и ПЕКС цеви се често спајају на исти начин. Овде ћемо детаљно описати технологију уградње топлотне цеви од горе наведених материјала.
Спајање метално-пластичних цеви врши се на два начина:
- коришћење компресионих фитинга;
- коришћењем прес фитинга (тестирање грејних цеви под притиском).
Повезивање цеви са компресионим спојницама
Ова врста арматуре је погоднија за употребу. Компресиони фитинзи се такође могу користити за склапање система за довод хладне воде. Монтажу цевовода који води топлу воду изводе и грађевинари користећи поменуту арматуру.
Приликом склапања горе наведених цевовода нема потребе за посебном опремом за шивење метал-пластике и полипропилена. Да бисте спојили делове цеви заједно, потребан вам је само пар кључева и маказе за орезивање.
Грејни елементи су повезани према следећем алгоритму акција:
- У почетку се компресијска матица поставља на крај цеви са стране за пристајање.
- Затим, иза матице треба ставити раздвојени прстен, док се ивица прстена мора поставити на растојању од 1 мм у односу на рез цеви.
- Затим се цев гурне до граничника и причврсти на фитинг. У овом случају, скошење цеви није потребно.
- Навртка за пресовање се поставља помоћу кључева.

Делови компресионог споја и поступак монтаже
Приликом затезања матице није препоручљиво примењивати прекомерну силу, јер постоји велика вероватноћа сечења цеви.
Спајање цеви помоћу прес фитинга
Прикључци типа преса за метално-пластичне цеви, као и умрежени полипропилен, омогућавају поуздано повезивање делова система грејања. Нажалост, таква конструкција се не може одвојити у будућности. Да бисте извршили инсталацију на овај начин, мораћете да користите посебан алат за пресовање.
Да бисте претходно поменуте грејне елементе повезали помоћу фитинга, треба да следите следећа упутства:
- На крај цеви мора се ставити навојна чаура за стезање.
- Затим се у цев поставља експандер жељеног попречног пресека док се не заустави.
- Ручице експандера су полако повезане једна са другом и фиксиране у овом положају на кратко време.
- Навојна брадавица се убацује у цев. Због свог јединственог молекуларног састава, цеви ће се скупити, што ће помоћи да се спојница чврсто причврсти за цев.
- Цев се безбедно притисне на спојницу помоћу ручне или хидрауличне пресе.

Притиском специјалним алатом
Карактеристике уградње полипропиленских цеви
Уградња додатне опреме
Приликом постављања полипропиленских цеви потребно је узети у обзир фактор топлотног ширења
Ово је важно за системе грејања и цеви за топлу воду. Да бисте то урадили, потребно је уградити компензаторе на пропиленске цеви.
Главне функције компензатора:
- Апсорпција температурних промена и јаких скокова притиска у систему грејања и водоснабдевања.
- Одржавање интегритета целог система.
- Повећање поузданости пластичног цевовода.
Такође можете разликовати компензаторе према материјалу од којег су направљени.
Можете користити металне дилатационе спојеве, то су:
- аксијални компензатори меха КСО;
- компензатори мехови одводници пренапона;
- компензатори смицања (КСС);
- ротациони компензатори (КСП);
- универзални компензатори (КСУ).
Универзални дилатациони спојеви се обично постављају на мале конструкције.
Постоје уређаји са флексибилном везом од еластичних материјала. Најчешће се користе структуре у облику слова У и Л, као и компензатори у облику петље и "змије".

Компензатори: у облику петље (лево) и у облику слова У (десно)
Навојни спој са металним цевима (амерички)
Спајање пластичних цеви методом са навојем не обезбеђује велику чврстоћу везе. У овом случају, заваривање елемената овог дизајна даје већу непропусност. Ако је из неког разлога немогуће избећи навојну везу, онда су америчке жене за полипропиленске цеви сасвим прикладне.
Ово је специјална одвојива комбинована арматура, која са једне стране има метални навој, а са друге полипропиленску базу. С једне стране, биће причвршћен за метал, а са друге стране заварен за пластику.
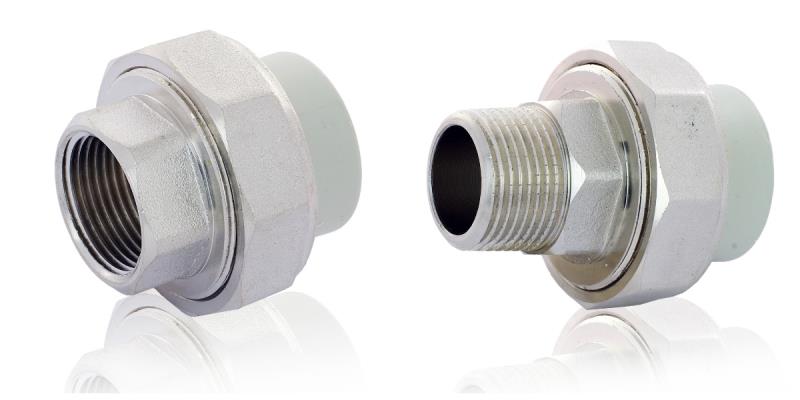
Амерички се може користити више пута
Употреба прирубница
Таква веза се врши помоћу адаптерских чаура заварених на крајеве или чепова челичних прирубница (профилних и глатких) са навојем на једној страни. Постављају се без заваривања. Од предности је висока поузданост спојева који могу да издрже високе температуре и притиске до 16 атм. Прикључак се може извести на цевоводу различитих пречника од 2 до 120 цм.
Спајање почиње повлачењем прирубнице на цев и стављањем гумене заптивке. Поставља се на удаљености не већој од 10 мм од краја. Прирубница се помера на заптивку, друга цев се припрема на исти начин
Вијци су пажљиво затегнути тако да пластика не пукне.
 Прирубнички спој пластичних цеви
Прирубнички спој пластичних цеви
Заваривање полипропиленске цеви са спојницама
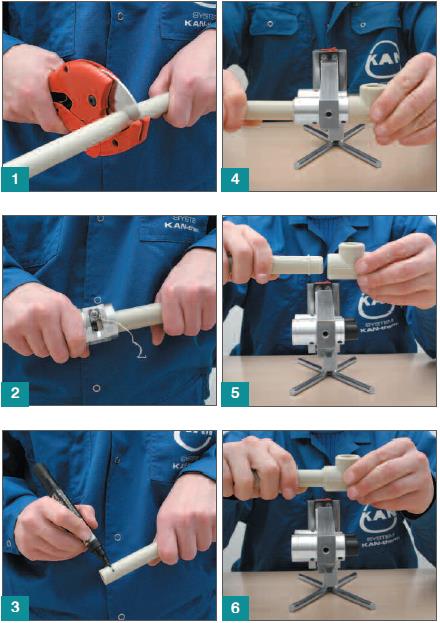
Главне фазе:
- припрема потребног алата.
- планирање цевовода.
- сечење цеви.
- заваривање цеви и фитинга.
Фитинги и прибор се обично причвршћују на пластичне цеви заваривањем. За то ће бити потребно посебно лемило са неколико млазница које су по величини погодне за пречнике цеви и фитинга. Пре него што започнете заваривање, биће потребно очистити место где фитинг улази у њега. Да би се то урадило, алуминијумска фолија се уклања ако се користи цев са алуминијумским слојем.
Лемљење полипропиленске цеви са фитингом
Затим се фитинзи за полипропиленске цеви и сама цев равномерно загревају лемилом са одговарајућом млазницом и међусобно спајају.
Приликом лепљења делова цеви и фитинга мора се избегавати ротација делова. Лемљење елемената мора бити безбедно причвршћено у време њиховог хлађења. У супротном, веза неће бити чврста и цури током рада.
Са комбинованом везом са металном водоводном цеви, биће потребна другачија метода повезивања, укључујући и заваривање и везу са навојем. Обично је таква комбинована веза потребна приликом повезивања водоводне опреме.
Пре свега, пре почетка рада, искључите успоне и испразните воду у систему. Након тога, стари водовод се демонтира.
Да бисте убрзали демонтажу старог водовода, једноставно можете користити млин - исеците старе металне цеви на комаде.
Процес лемљења је детаљно приказан на видео снимку испод.
Након завршетка радова на демонтажи потребно је уклонити старе вентиле, очистити каблом део водовода који води до успона и наставити са уградњом новог вентила. Ово ће помоћи да се избегне блокада у доводу воде на овом старом делу водовода.
Пре уградње потребно је ставити филтер на миксер. Ово ће продужити живот машине за прање веша, која се на овом месту може прикључити на водовод.
Након свега овога, можете инсталирати комбиновану арматуру. Метални део са навојем је причвршћен за миксер, а пластични део је заварен на цеви.
Заваривање и уградња посебног дела система цевовода
Приликом лемљења водоводне мреже од полипропилена, увек покушавају да уграде појединачне делове водовода на место са великим слободним простором и на погодној висини. Да бисте то урадили, биће вам потребни основни алати, цртеж линије и исправан редослед рада.
Обично се најтежа страна за лемљење налази на зиду са два угаона окова, тако да се прво заварује и фиксира помоћу обујмица или чаура. Након тога, од угаоних окова, врши се даља уградња секција водова, настављајући са радом лемљења директно у близини зидова.За једноставну уградњу, потребно је унапред обезбедити место за уградњу лемилице на постоље или организовати његову суспензију.

