Hur man böjer armeringsjärn, plåt etc. utan specialverktyg
Om du redan har påbörjat en större översyn med dina egna händer, oavsett var den utförs: hemma eller i en lägenhet, måste du vara beredd på många tester.
I synnerhet kan ett antal problem uppstå som är mycket svåra att lösa utan ordentlig erfarenhet och specialutrustning. Till exempel vet inte alla hur man böjer en plåt, armeringsjärn, profil, hörn etc. samtidigt som du får bra resultat. I den här artikeln kommer vi att försöka svara på de "oflexibla" frågorna, samtidigt som vi klarar oss med ett minimum av verktyg.
Hur man böjer en plåt, galvanisering, profil
Mycket ofta, när man monterar metallkonstruktioner, är det nödvändigt att inte bara skära stålplåtar utan också att ge dem en krökt form.
Du kan göra detta hemma utan att spendera pengar på tredjepartstjänster. Till exempel, hur man böjer en plåt? För att göra detta behöver vi en trä- eller gummihammare, tång, ett bord.
Om en 90 graders krökning förväntas, borde denna uppsättning verktyg vara tillräckligt. Plåten hänger helt enkelt från bordets kant, varefter den önskade krökningen uppnås genom enhetlig knackning i böjområdet.
Hur man böjer ett rör utan förvärmning
Det är möjligt att böja profilröret själv, utan att förvärma det, både med och utan fyllmedel. Kräv inte fyllning med sand- eller hartsrör, vars profilhöjd inte överstiger 10 mm.
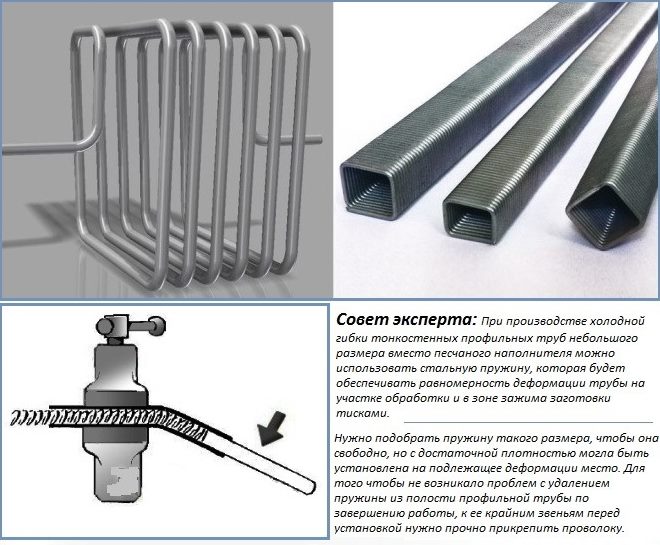
Det finns en annan teknik som involverar användningen av en fjäder med en tät spole av spolar istället för ett fyllmedel, som sätts in i det inre hålrummet i det professionella röret och skyddar produktväggarna från deformation, såväl som från överdrivna förändringar i deras tjocklek. under böjningsprocessen.

Designen av en elementär rörbockare är enkel och prisvärd för egenproduktion.
För dem som behöver böja profilrör med sina egna händer, utan att först värma dem, kan du använda träningsvideon och följande enkla rekommendationer.
- Det är möjligt att erhålla den erforderliga böjningen på profilrör med de enklaste enheterna - ett skruvstycke, dornar, böjplattor.
- Du kan använda en manuell rörbockare för produkter med rund profil. I denna enhet är det nödvändigt att göra om arbetsrullarna, formen på urtaget i vilken måste motsvara rörprofilen.
- Du kan böja rör mest effektivt och exakt med en rullformningsmaskin, som du kan köpa eller tillverka själv.
Vad är komplexiteten i profilböjning
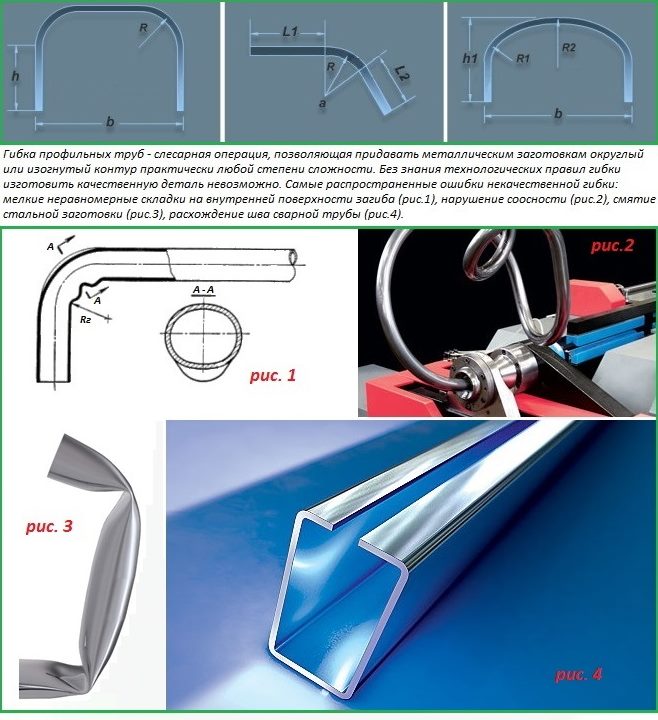
Kärnan i att böja valsad metall, oavsett formen på dess profil, är att profilrören får en partiell eller fullständig böjning. En sådan teknisk operation utförs på två sätt: genom att verka på det böjda röret endast genom tryck eller genom att ytterligare värma upp den sektion av röret i det område där böjningen utförs. Under böjningen verkar två krafter samtidigt på ett metallrör:
- kompressionskraft (från insidan av böjen);
- dragkraft (från den yttre delen av den böjda sektionen).
Det är påverkan av sådana krafter i flera riktningar som orsakar svårigheter som är karakteristiska för böjningsprocessen för alla profilrör.
- Segment av rörets material, som ändrar sin form under böjningsprocessen, kan förlora koaxialiteten för sin plats, vilket leder till det faktum att enskilda sektioner av röret kommer att vara placerade i olika plan;
- Rörets vägg, belägen på utsidan av böjen och utsatt för spänning, kanske inte tål belastningen och brister.
- Rörets innervägg, utsatt för kompression, kan bli täckt med veck som liknar korrugeringar.
Tekniska egenskaper hos profilrör
För att förhindra att detta händer är det nödvändigt att ta hänsyn inte bara till rörmaterialets egenskaper, utan också dess geometriska parametrar - sektionsdimensioner, väggtjocklek, radie till vilken det är nödvändigt att böja. Kunskap om ovanstående gör att du kan välja lämplig teknik och böja det korrugerade röret korrekt utan att krossa det och utan att få en korrugerad yta.
Industriella kallböjningsmetoder

Beroende på elementets diameter och mängden arbete kan handverktyg (rörbockare) eller anordningar med elektromekanisk drivning användas.
De huvudsakliga industriella kallböjningsmetoderna är:
- Lindningsmetod. Denna teknik låter dig böja ett rör med ett tvärsnitt i intervallet 1,0-4,26 cm i olika plan. För att bibehålla sektionens form används komposit- eller stångdorn - kalibreringspluggar.
- Med en tvist. Denna metod är lämplig för att böja rörformade element med en diameter på högst 15 cm. I det här fallet bör väggtjockleken vara imponerande. Kärnan i metoden: en rullande rulle rör sig runt en statisk bockningsrulle av en given storlek. Han trycker på röret och böjer det.
- Vält. Denna metod låter dig böja arbetsstycket i en spiral eller ring. På rullarna flyttas elementet av rullar och får den krökning som anges av rullarnas position.
- Teckning. Metoden är lämplig för att böja tunnväggiga sömlösa produkter. För böjning är en mall gjord av ett rörformigt element med större diameter. Därefter träs mallen in i formen och fixeras med en klämma. På grund av mallens rotation dras arbetsstycket genom formen och böjs.
- Genom att stretcha. Denna teknik minimerar risken för metalldeformationer. För att göra detta fixeras arbetsstycket vid kanterna, sträcks och böjs samtidigt med hjälp av en bockningsmall.
- På stöd. Vanligtvis används två stöd som arbetsstycket placeras på. När stödet böjs roterar det runt sin axel. Mallen är ansluten till domkraftsstången så att kraften appliceras i mitten av arbetsstycket. Metoden är lämplig för bockning av rörformiga produkter med en diameter på högst 35,1 cm.Utrustningen tillåter bockning direkt på byggarbetsplatsen.
- Med hydrostatiskt tryck inuti. För att göra detta injiceras vätska i det rörformade elementet. Pluggar monteras i ändarna. På grund av de resulterande spänningarna når metallen ett nästan plastiskt tillstånd. Sedan förs en mall till böjningsplatsen och arbetsstycket böjs.
- Med tryck. Metoden är lämplig för bockning av element med en diameter på tre tum. Arbetsstycket trycks genom en fast och rörlig form. På grund av förskjutningen av matriserna i förhållande till varandra är det möjligt att justera krökningen. Med denna teknik kan ett arbetsstycke böjas flera gånger i olika plan.
När det gäller användningen av dorn kan den enklaste pluggen för rör med ett tvärsnitt på högst 3,2 cm vara en stålkabel. Ena änden av denna kabel är fäst i handtaget. Den andra änden är ansluten till tråden för att utföra indragning i lumen. I det här fallet bör kalibreringspluggens diameter vara något mindre än den rörformiga produktens tvärsnitt - med cirka 0,1-0,5 mm.
Vid användning av kalibreringspluggar kan oönskade repor och skåror uppstå på arbetsstyckets insida. Detta händer vanligtvis vid bockning av rostfria produkter. För att skydda mot sådana oönskade konsekvenser måste du välja rätt korkmaterial, samt använda smörjmedel och rengöra ytan noggrant.
Rörböjningsfunktioner

Alla metoder för att böja arbetsstycken kan delas in i manuella och mekaniska, såväl som varma och kalla.Ibland åtföljs böjningsprocessen av oönskade konsekvenser för den rörformiga produkten, som har en betydande inverkan på den efterföljande driften av elementet. Graden av manifestation av dessa konsekvenser beror på materialet från vilket röret är gjort, dess diameter, böjningsradie, såväl som metoden med vilken böjningsproceduren utfördes.
De negativa konsekvenserna av böjning inkluderar följande punkter:
- Minska väggtjockleken på arbetsstycket som ligger längs böjens yttre radie.
- Bildandet av veck och veck på väggen, som ligger längs böjens inre radie.
- Ändra konfigurationen av sektionen (minska storleken på lumen och dess form - ovalisering).
- Förändring av böjradien på grund av materialets fjädereffekt.
Den vanligaste nackdelen med böjning är en förändring i konfigurationen av sektionen och väggtjockleken. På grund av metallens spänningar blir ytterväggen tunnare vid böjningen, medan innerväggen tvärtom tjocknar. Detta resulterar i en märkbar försvagning av det rörformade elementet. Detta fenomen är farligt genom att rörets yttervägg brister, eftersom det är det som utsätts för större tryck från det transporterade mediet.
Ovalisering försvagar också arbetsstycket avsevärt. Detta fenomen är särskilt farligt när man böjer en rörledning som är utformad för att transportera ett ämne under pulserande belastning. Om sådana element används som byggnadsstrukturer kommer ovalisering att påverka elementets utseende. Det är därför de i böjningsprocessen strävar efter att minimera sådana fenomen så mycket som möjligt.
Om veck bildas på innerväggen på grund av förtjockning av materialet, kommer de inte bara att medföra en minskning av tvärsnittet, utan kommer också att skapa motstånd mot det rörliga flödet. Detta ökar i sin tur risken för korrosion. Dessutom kommer bärigheten hos det rörformiga strukturelementet att minska.
Rörbockningsverktyg
Frågan om hur man böjer ett rör utan en rörbockare kommer inte att orsaka svårigheter om du använder de enklaste enheterna för att utföra denna operation. Du kan utföra kallböjning av rör med hjälp av följande enheter.
- I de fall det är nödvändigt att böja ett mjukt (aluminium) eller stålrör med en profilhöjd på högst 10 mm, används en horisontell platta med hål, i vilken stopp sätts in - metallstift. Med hjälp av dessa stift böjs produkterna enligt de nödvändiga parametrarna. Denna metod har två allvarliga nackdelar: den låga noggrannheten vid böjning, såväl som det faktum att när du använder den är det nödvändigt att tillämpa betydande fysisk ansträngning.
- Produkter med en profilhöjd på 25 mm böjs bäst med hjälp av rullarmatur. Röret är säkert fixerat i ett skruvstycke och en kraft appliceras på den del av det som måste böjas med en speciell rulle. Denna enhet låter dig få en bättre böj, men kräver också tillämpning av fysisk ansträngning.

Alternativ, som de säger, i all hast. Den långa spaken på denna extremt enkla enhet gör att du kan klara av ganska tjocka rör.
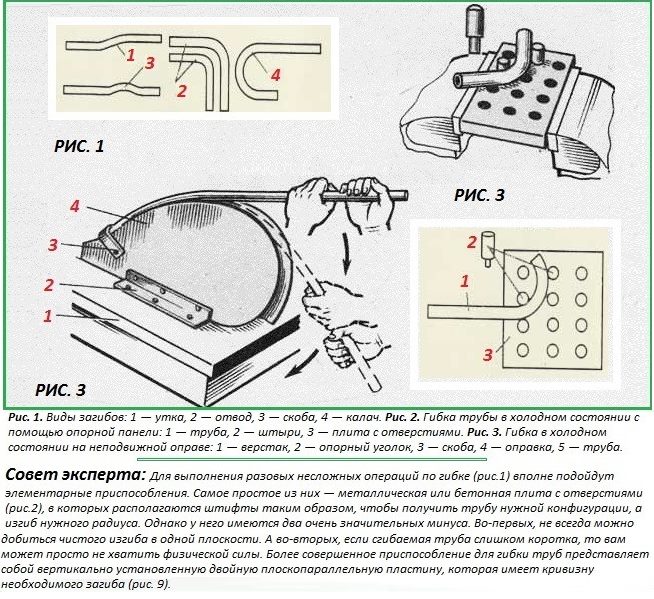
Elementära enheter hjälper till att göra en engångsrörböjning
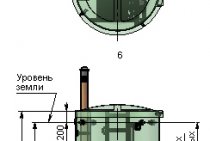
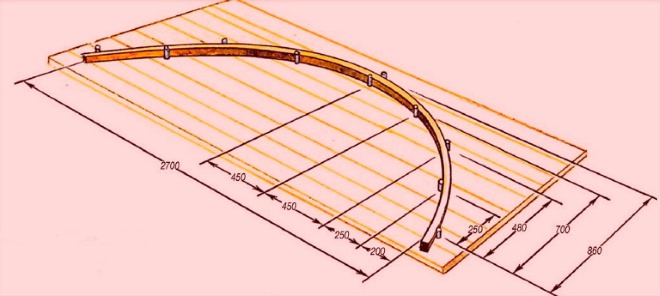
För att bilda en böj med en stor krökningsradie på stål- eller aluminiumkorrugerade rör används fasta rundade mallar, på vilka speciella klämmor är monterade för att fixera produkten. På en sådan anordning böjs röret också manuellt, med kraft som lägger det i mallens spår, vars form exakt motsvarar den erforderliga böjningsradien.

Plywood och metallklammer är allt du behöver för att göra en bockningsmall
böjplatta
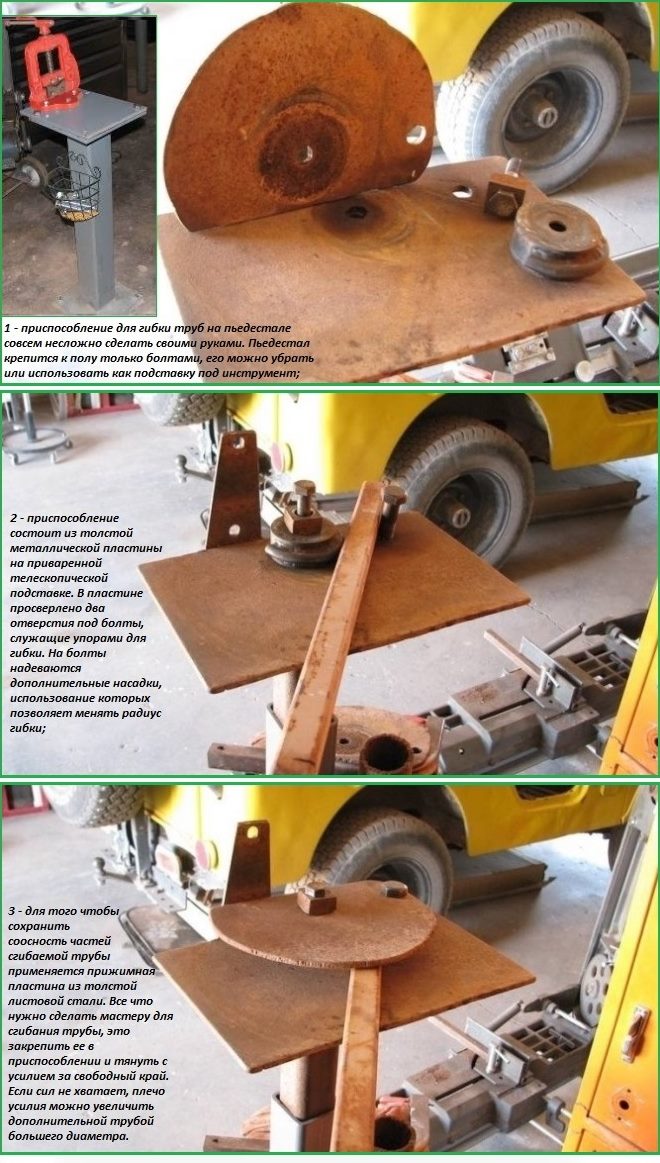
För att effektivt böja stål- eller aluminiumrör hemma kan du göra en uppgraderad bockningsplatta enligt följande riktlinjer.
- Rollen för en sådan platta spelas av en panel, som skärs ut av plåt med stor tjocklek.
- Panelen, gjord på detta sätt, är svetsad till stativet, som är installerad på en speciell piedestal.
- Två hål borras i panelen, nödvändiga för att installera bultar som fungerar som stopp för profilröret.
- Ett speciellt munstycke är installerat på en av stoppbultarna, med hjälp av vilken böjradien justeras.
- För att säkerställa inriktningen av rörsektionerna intill böjningen placeras en metallplatta ovanför arbetsstycket, fixerad med bultar.
Schema av stativet för bockning av profilrör
Principen för tillverkning av en enkel hemmagjord bockningsanordning
Dornböjning
För bockning av profilrörprodukter hemma, vars vägghöjd inte överstiger 25 mm, kan en speciell dorn tillverkas. För dessa ändamål är det bättre att använda en övergripande arbetsbänk, på vars yta det kommer att finnas tillräckligt med utrymme för en sådan enhet. För att välja den optimala platsen för elementet som fixerar det böjbara röret görs ofta placerade hål i ena änden av arbetsbänken. En speciell mall är ansvarig för att säkerställa den erforderliga böjradien för det korrugerade röret, som kan göras av tjock plywood eller ett metallhörn om du ska använda det ofta.

Böjning av ett profilrör med en dorn
Profilböjningsapplikation
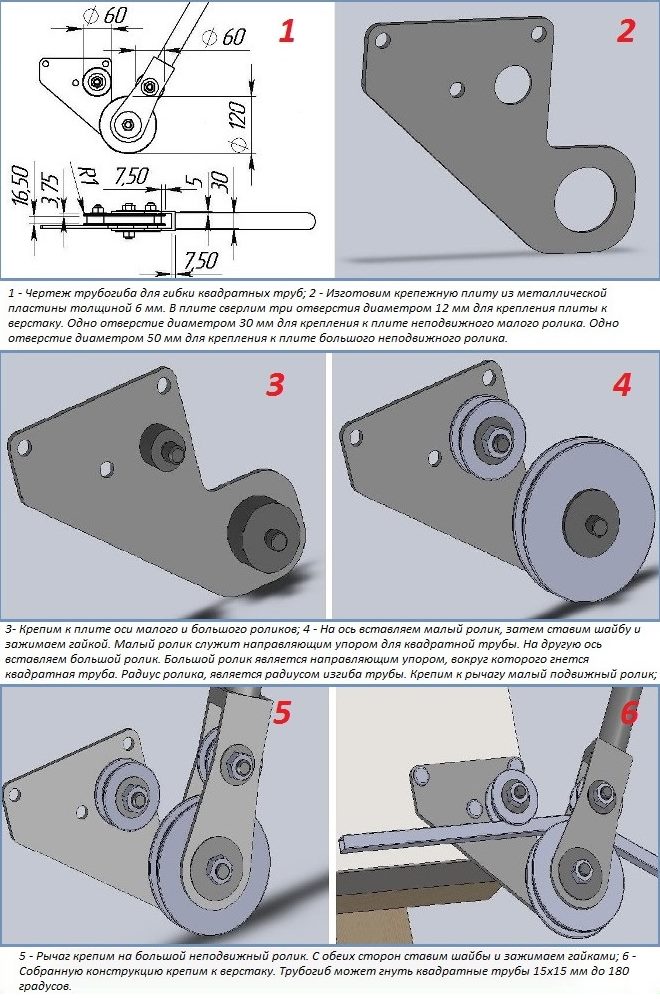
Naturligtvis, om du har en betydande mängd arbete med att böja profilrör, är det bättre att göra en speciell maskin för detta, vars ritningar är lätta att hitta på Internet. Vi kommer inte att analysera denna fråga här, eftersom den behandlas mer än i detalj i artiklarna på länkarna nedan.

Ett av de många alternativen för en hemmagjord profilbockare
Du kan inte klara dig utan en sådan maskin även om du behöver böja rör med en stor profilsektion. De viktigaste arbetskropparna för en sådan maskin, som kännetecknas av bred mångsidighet, är tre rullar, varav två är fixerade orörliga, och genom att ändra positionen för den tredje justeras produktens böjningsradie. Som drivning för en sådan anordning används en kedjedrift och ett handtag som roteras av operatören.
Ovalt skydd

De viktigaste metoderna för kallböjning av ett galvaniserat rör tillhandahåller åtgärder som gör att du kan böja arbetsstycket och bevara formen på dess tvärsnitt så mycket som möjligt. Detta görs vanligtvis på ett av två sätt:
- Användning av åtgärder för att bevara sektionens form från insidan (användning av en intern limiter).
- Använd ett yttre stopp för att förhindra expansion av sidoväggarna.
Styva material som fyllmedel behåller sin form bättre, så de används oftare. Men på grund av användningen av elastiska fyllmedel blir det mindre sträckning av böjens yttre yta.
Behovet av profilredovisning
Kategorin profilrörrullning inkluderar produkter som har en annan tvärsnittsform - rund, fyrkantig, oval eller platt-oval. Trots denna mångfald, för byggandet av ett växthus eller en baldakin, rektangulär eller huvudsakligen används. Detta beror på det faktum att det är mycket lättare att montera den yttre beläggningen på sina platta väggar.
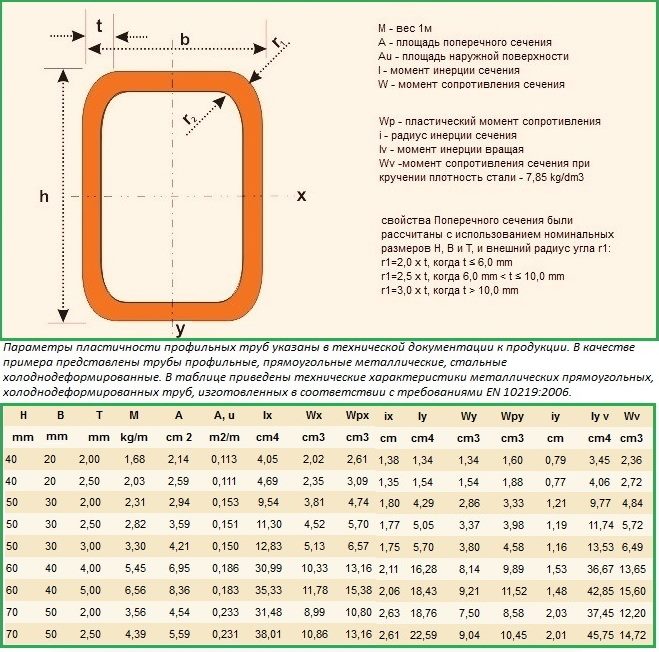
Utbudet av moderna profilrör är mycket varierande. Deras geometriska parametrar, varav de viktigaste är tvärsnittsarean och väggtjockleken, bestämmer produktens plastegenskaper. Den senare karakteriserar en sådan indikator som den minsta tillåtna krökningsradien. Det är denna parameter som låter dig bestämma till vilken minsta radie röret kan böjas så att det inte skadas.
Undvik vanliga misstag som leder till skador på arbetsstycken
För att bestämma en sådan parameter för ett rör med eller en rektangulär profil som den minsta böjningsradien, är det tillräckligt att känna till höjden på dess profil. Om du ska böja ett profilrör med ett tvärsnitt i form av en rektangel eller kvadrat bör följande rekommendationer följas.
- Rör vars profilhöjd inte överstiger 20 mm kan böjas i sektioner vars längd överstiger ett värde lika med 2,5xh (h är profilhöjden).
- Produkter vars profilhöjd överstiger 20 mm kan framgångsrikt böjas i sektioner vars längd motsvarar 3,5xh eller mer.
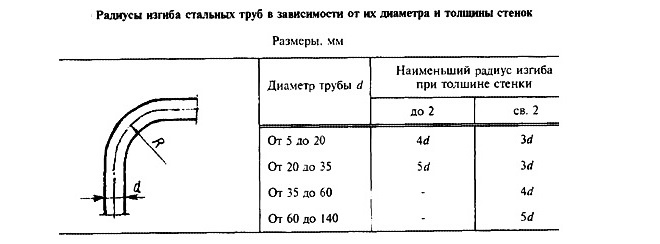
Minsta böjradier för stålrör
Sådana rekommendationer kommer att vara användbara för dem som ska böja profilrör med sina egna händer för att göra ställningar, baldakiner och olika ramstrukturer från dem. I detta fall bör man dock komma ihåg att möjligheten till högkvalitativ böjning av rör också påverkas av tjockleken på deras vägg. Produkter med en väggtjocklek på mindre än 2 mm bör inte böjas alls, och om det är nödvändigt att skapa strukturer från dem, använd svetsfogar.
Hemma är det möjligt att böja professionella rör, som är gjorda av kol eller låglegerade stål, endast med hänsyn till vissa nyanser. Sådana rör kan efter böjning fjädra tillbaka och återgå till sitt ursprungliga tillstånd, så de färdiga strukturerna måste återmonteras enligt mallen. Återfjädringsvärdet kännetecknas av en sådan parameter av profilrör som det plastiska motståndsmomentet - Wp. Denna parameter anges i den medföljande dokumentationen (ju lägre den är, desto mindre fjädrar de professionella rören under deras böjning).
Rörbockare för profil- och rundprodukter
Rörbockare för stål- och kopparrör är:
- manuell,
- mekanisk.
Dessutom bestämmer tillhörigheten till en manuell eller mekanisk typ både rörbockarens designegenskaper och dess prestanda.
Manuella enheter
Manuell rörbockare består av:
- säng,
- transportband,
- klämelement.
Röret laddas i en transportör, bestående av rullar anslutna med en kedjetransmission, och pressas av den övre (eller nedre) rullen, som trycker på motsvarande yta av produkten. Genom att rotera matarrullarnas handtag är det möjligt att föra fram det uppmätta segmentet genom tryckzonen och som ett resultat böja profilröret eller en liknande rund produkt.
Den manuella processen har dock sina egna nyanser. För det första kan du fortfarande böja profilröret med dina egna händer, men för att uppnå resultatet måste du göra en betydande ansträngning. För det andra är manuella rörbockare lämpliga för bearbetning av endast små partier av produkter.
Mekanisk apparat
Den mekaniska apparaten räddar oss från behovet av att spendera vår kraft på att böja profilröret till önskad radie. Faktum är att i en mekanisk rörbockare fungerar både transportören och klämelementet inte från operatörens muskelstyrka, utan från en elektrisk motor och en hydraulisk drivning.
I detta fall förblir driftschemat för enheten oförändrat. Det vill säga, som i det första fallet, fyller vi transportören med ett rör, skapar en klämkraft på planet för produkten som ska böjas (där det är nödvändigt att böja profilröret redan innan mätsektionen börjar röra sig längs med transportör) och slå på enheten i nätverket. Som ett resultat passerar röret genom tryckvalszonen och ändrar dess krökning. Processen för manuell och mekanisk böjning kommer att diskuteras mer i detalj nedan.
Hur man böjer ett rör utan förvärmning
Det är möjligt att böja profilröret själv, utan att förvärma det, både med och utan fyllmedel. Kräv inte fyllning med sand- eller hartsrör, vars profilhöjd inte överstiger 10 mm.
Nyanserna av att böja tunnväggiga rör av liten storlek
Det finns en annan teknik som involverar användningen av en fjäder med en tät spole av spolar istället för ett fyllmedel, som sätts in i det inre hålrummet i det professionella röret och skyddar produktväggarna från deformation, såväl som från överdrivna förändringar i deras tjocklek. under böjningsprocessen.
Ritning och detaljer på en mekanisk rörbockare för profilrör
Designen av en elementär rörbockare är enkel och prisvärd för egenproduktion.
För dem som behöver böja profilrör med sina egna händer, utan att först värma dem, kan du använda träningsvideon och följande enkla rekommendationer.
- Det är möjligt att erhålla den erforderliga böjningen på profilrör med de enklaste enheterna - ett skruvstycke, dornar, böjplattor.
- Kan användas för produkter med rund profil.I denna enhet är det nödvändigt att göra om arbetsrullarna, formen på urtaget i vilken måste motsvara rörprofilen.
- Du kan böja rör mest effektivt och exakt med hjälp av vilka du kan köpa eller tillverka själv.
Hur man böjer en plåt rakt
Om arbetsstycket är relativt litet kan du använda ett skruvstycke, där du med hjälp av två omslagsstänger kan fixa metallplåten ordentligt och först då böja den med en hammare. Vid behov kan böjpunkten värmas upp med en gasbrännare, men denna metod är inte tillämplig på galvaniserade produkter!
böja en plåt
Om vi talar om en tunn metallplåt, kan böjningsproceduren förenklas avsevärt.
För att göra detta, på platsen för böjningen, "repas" metallen (vi använder en regel eller en metalllinjal, som en skärare - en spetsig bit av ett bågfil för metall). Metallen som skärs till halva tjockleken böjs därefter lätt längs den skisserade linjen. Vi kan säga att vi nästan kom på hur man böjer en plåt.
Vi böjer galvaniserade
Hur böjer man galvaniserad?
Det kan vara antingen en galvaniserad plåt eller en färdig produkt, till exempel en profil. Plåten böjs på samma sätt som vid bockning av annan plåt. Hur böjer man en profil? Du kommer att behöva ta itu med honom. För att få en stor krökningsradie av en kvadratisk eller rektangulär profil kan du använda följande metod: vi fyller profilen tätt med fin sand, täpper till båda hålen med träpålar och först efter det, knacka försiktigt med en klubba, böj den .
För att böja en U-formad profil (detta gäller i princip även för att erhålla ark med en krökt form) är det nödvändigt att dessutom använda en föremålsform, vars krökning motsvarar den färdiga delen. För att underlätta bockningsprocessen kan triangulära element skäras ut i profilen.
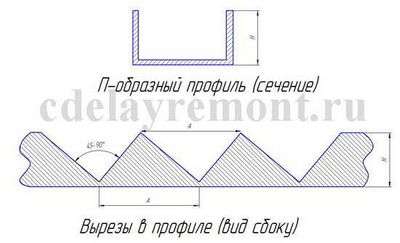
Sedan "lindas" produkten som ska böjas runt föremålet genom att knacka med en hammare.
Viktig! För att vecket ska bli så jämnt och korrekt som möjligt bör hammarslagen vara lätta och ligga så nära varandra som möjligt. Hur böjer man galvaniserat lättare? Med hjälp av en kvarn gör vi ett eller två snitt i böjningsområdet (sålunda försvagas strukturen tillfälligt), böjer produkten och svetsar sedan böjningen
Detta tillvägagångssätt är viktigt att använda vid bockning av profilerade rör och produkter av komplex metallform. Kom ihåg att det är omöjligt att värma galvaniserat stål för att förenkla krökningen!
Kanske en av de svåraste uppgifterna för människor som funderar på hur de ska böja hörnet. För att få en solid produkt måste du svettas, jämnt och långsamt knacka på ytan av hörnet, gradvis välvning av det.
Det rekommenderas att använda en gasbrännare, som kan värma upp böjen. Du kan göra det lättare - använd en kvarn som i fallet som beskrivs ovan med en galvaniserad produkt. Det är ännu lättare att köpa en redan böjd produkt, då försvinner frågan "hur man böjer ett hörn" av sig själv.
Hur man böjer armeringsjärn
Hemma är det fullt möjligt att böja armeringen, men mycket beror på dina fysiska data och diametern på metallstaven.
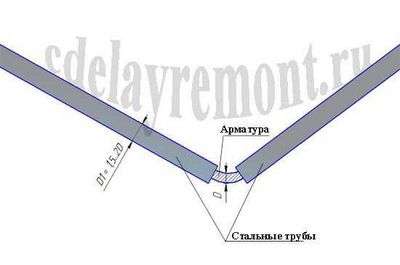
Hur böjer man armeringsjärn? För att göra detta behöver vi två stycken stålrör, vars diameter är större än diametern på den böjda stången. Ju längre längden på sådana rör är, desto lättare blir det att böja armeringen (öka i styrka på grund av hävstången). Allt som behöver göras för att böja armeringen är att föra in den i två rör och, fixera ett av rören (trycka på det med foten eller vila det mellan stolparna), använda det andra som en spak, ge förstärkning av önskad krökning.
Det är allt!
Metallböjning med flexibla verktyg
Genom att trycka på linjen, med hjälp av en viskning, rör den sig längs den ritade linjen, så att utskärningarna når ungefär halva tjockleken på arket. Det vikta arket ska placeras på ett städ eller någon annan tung och platt metallbit.
Du behöver ett metallhörn för att göra kurvan på den skurna metallen.
Vik arket i en vinkel, fäst det i en påse eller placera det på kanten av en yta i rät vinkel så att spåret är plant på kanten och fortsätter att kröka och hjälpa hammaren.
Ju djupare rännan är desto lättare är det att vända plåten. För att underlätta denna process rekommenderar vi att du söker hjälp från någon.
Inkluderar:
- vän
- relativt
- någon du känner
- kollega.
Hur får man en metallring?
När plåten är belagd är den inte i vinkel utan i en ring, det kan du göra genom att knacka på plåtens yta med en hammare. Använd linjer på tydliga linjer parallella med linjerna.
Från stötar kommer plåten att ändra sin form mer och mer och fokusera närmare på kanterna på plåten, eftersom cirkelns radie måste vara densamma i alla riktningar.
När böjningen är klar avslutas kanterna på bladen till slutet, du kan koppla dem med en nit eller öl. När du är klar med denna operation, torka av formen på den resulterande ringen.