Fjäderrörsbockare för bockning av kopparrör
Utformningen av fjäderanordningar är extremt enkel. Det aktiva elementet i dem är en mycket stark stålfjäder med spolar som passar tätt ihop. Fjäderns styvhet kommer att förhindra att kopparröret glider av, deformeras eller går sönder inuti utrustningen. När röret böjs i en viss vinkel kommer stålfjädern att vända sig ut och flytta till en annan ledig plats.

Huvudvillkoret som säkerställer jämn böjning är överensstämmelsen mellan dimensionerna på fjädern och röret.
De viktigaste fördelarna med en fjäder manuell rörbockare har:
Verktyget är lätt och mångsidigt.

De kan arbeta i trånga utrymmen. Om du vill ändra banan för en del av rörledningen är det inte nödvändigt att demontera delen av systemet för att transportera den till maskinen. Fjäderrörsbockaren kommer att kunna forma delen på arbetsbänken. Den fjädermanuella rörbockaren kan ge vilken form som helst åt kopparröret utan begränsningar, samtidigt som produkten inte böjs i en spetsig vinkel. Enheten formar rörledningselementen mycket försiktigt .
Nackdelar med fjäderrörsbockare:
- Det är bekvämt att arbeta med denna enhet endast för korta rörledningslängder. Det finns inga märken med grader, böjning görs "med ögat".
Med en fjäder av lämplig diameter kan kopparröret böjas snabbt och utan skador.
Manuell rörbockare för kopparrör
Nästa typ av verktyg, en spakrörsbockare för kopparrör, har två spakar i sin design. På en av dem finns en sko, och den andra är utrustad med en böjmall. Båda spakarna har böjmärken, tack vare vilka böjningsvinkeln kan justeras.
För att placera röret i spakverktyget är det nödvändigt att flytta isär handtagen.
Efter att ha sett till att röret ligger exakt i mallens spår bör det fixeras med en konsol. Spaken med skon läggs så att nollmärkena på den och på mallen sammanfaller. Med en mjuk rörelse vrids spaken till önskad böjningsvinkel.

Fördelar med kopparrörsbockare:
- Lätt vikt, kompakt och överkomligt pris. Låter dig böja en kopparprodukt utan större fysisk ansträngning. Den maximala böjningsvinkeln är 180 grader, vilket är tillräckligt för husbehov.
Nackdelar med en spakrörsbockare:
- En manuell rörbockare är värdelös när man arbetar med stora produkter. Verktyget kan inte användas för att bocka rör med andra diametrar.
Hur man gör en rörbockare själv
Om det behövs kan du göra en effektiv manuell rörbockare med dina egna händer.
Den enklaste anordningen är lätt att tillverka på basis av en betongplatta. Dessutom behöver du bara en stansare och ett visst antal stålstift. På plattan görs markeringar i form av ett rutnät med celler på 4x4 eller 5x5 cm. Djupa hål borras i nätets noder, varefter stiften fixeras i dem. Rörbockaren är klar.
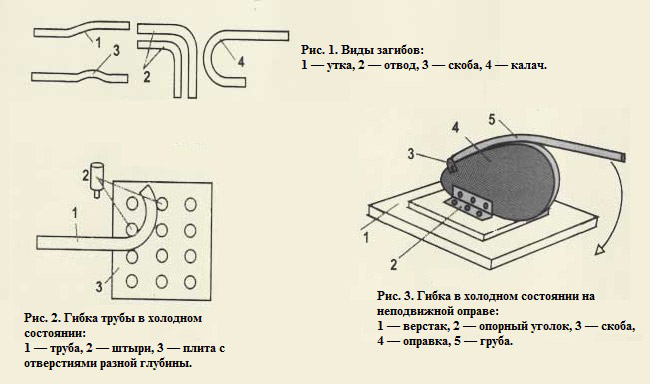
Därefter placeras kopparröret mellan stiften och böjs försiktigt i önskad riktning. Genom att flytta produkten mellan stiften kan du ändra böjradien.
Nästa enhet är strukturellt mer komplicerad och ser redan ut som en riktig rörbockare. Först och främst görs en bas, för vilken ett starkt rektangulärt järnrör med en väggtjocklek på minst 3 mm är bäst lämpat. Gå tillbaka från ena kanten 2-3 cm, ett hål görs. Dess diameter måste matcha storleken på huvudremskivan.
För att beräkna längden på basen är det nödvändigt att bestämma den maximala böjningsradien som rörbockaren kommer att kunna och lägga till 5 cm till denna indikator. Vi skär av den överflödiga delen av röret. Proppen för böjbara rör kommer att göras i form av en hårnål. I ena änden kommer det att finnas en mutter, i den andra - ett T-format element.
Därefter fortsätter vi till tillverkningen av rörbockarhandtaget. För detta är järnplåtar med en tjocklek på 4 mm eller mer perfekta.Plattornas bredd måste matcha basens mått.
Efter att ha förberett alla delar av den framtida rörbockaren kan du börja montera enheten. Basen är ordentligt fastklämd i ett skruvstycke, remskivan sätts in i det gjorda hålet, handtagen är fixerade.
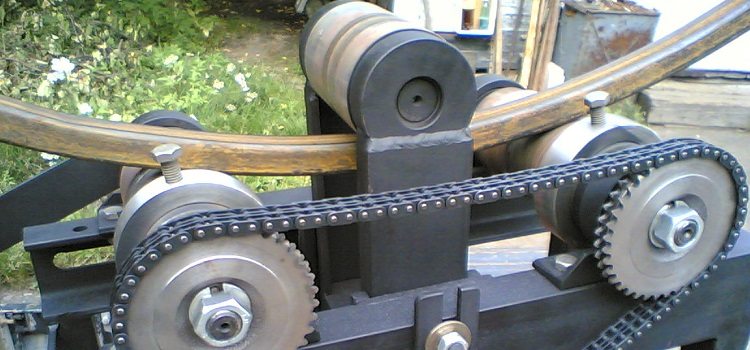
Vissa hantverkare monterar självständigt komplexa och funktionella hydrauliska installationer. För detta används en hydraulisk bildomkraft, rullar, en järnkanal, en sko och stålfästen. Den viktigaste punkten är valet av rullar, eftersom denna del kommer att säkerställa rätt passform av röret och, som ett resultat, kvaliteten på böjningen.
Funktioner hos kopparrör och deras tillämpning
Kopparrör används i stor utsträckning i vardagen och på många områden av den nationella ekonomin. Detta beror på en imponerande lista över fördelar som skiljer detta material från plast- eller järnmotsvarigheter:
- Bra motstånd mot mekanisk påfrestning, stötar, böjning.
- Lång livslängd, mätt i tiotals år.
- Motståndskraftig mot tillväxt av patogena mikroorganismer, vilket gör kopparrör till det bästa alternativet för att leverera dricksvatten.
- Enkel installation och underhåll.
- Motståndskraftig mot bildandet av plack på rörledningens innerväggar. Under drift minskar inte öppningen av rörledningen, blockeringar bildas inte.
- Brett driftstemperaturområde.
- Liten termisk expansionskoefficient.
- Motståndskraft mot korrosion.

Vid konstruktion av rörledningsnät används två typer av kopparrör:
- Glödgat.
- Oglödgat.
Glödgade produkter används i stor utsträckning, de är lätta att böja, har god motståndskraft mot höga temperaturer, tryck eller kemikalier. Men när det gäller styrka kommer ett sådant rör att förlora ohärdat.
Oglödgade produkter är svårare att böja, medan böjningsradien inte bör vara mindre än tre rördiametrar.
Vad är rörbockare
Rörböjningsanordningar skiljer sig åt i sin design och avsedda syfte. De är mekaniska och bärbara manuella.
För att böja rör med små diametrar är det senare alternativet ganska lämpligt. En manuell rörbockare för kopparrör kan klara av tunnväggiga produkter med en diameter som inte överstiger 50 mm (enligt DU - tvåtumsrör). För att ge den önskade formen måste vecket anstränga sig fysiskt, vilket är den största nackdelen med designen, men konsumenterna lockas av dess överkomliga pris och låga vikt.

Separat kan elektrohydrauliska eller elektriska maskiner med CNC (computer numerical control) särskiljas. En av programstyrningsfunktionerna kommer att vara böjning av kopparrör, inklusive de med små diametrar. Naturligtvis är det inte värt att köpa en sådan maskin för det enda syftet att böja rör.
Enligt böjningsmekanismen kan rörbockare delas in i tre grupper:
Armborst manuell rörbockare.

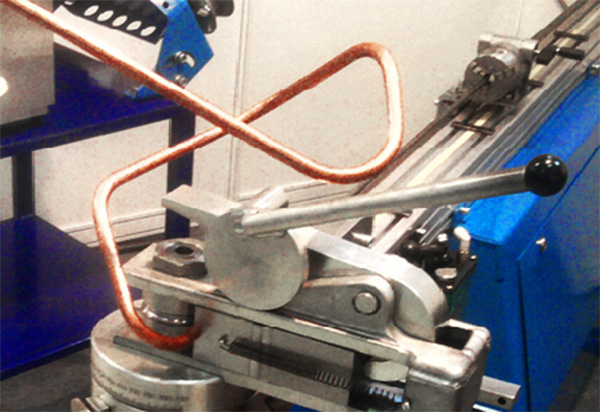
Utrustningen har formen av ett armborstvapen, och själva böjningen sker enligt principen att dra i bågsträngen. Den önskade vinkeln fästs på sektionen av kopparröret med hjälp av en mall som ingår i satsen för armborstanordningen. Mallar (formulär) fylls i endast i en enda kopia, designad för ett rör med en viss diameter.
Det kommer inte längre att vara möjligt att böja ett rör med en annan diameter än mallen. Denna typ av utrustning kommer inte att kunna böja en vinkel som överstiger 90 grader. En manuell rörbockare lämpar sig endast för små rör, med en diameter på 10 mm till 22 mm Segmentrörbockare.
Röret dras ut med hjälp av ett speciellt segment. Visuellt liknar enheten en liten maskin för att böja rör med en diameter som inte överstiger 42 mm. Den maximala böjningsvinkeln för en segmentmaskin är 180 grader.

Segmentet har formen av en halvskiva, roterar med ett handtag. Kopparprodukten böjs runt segmentkroppen i rätt vinkel. Principen för böjning är att skapa ett spänningstillstånd av ojämn kompression på platsen för deformation.
Som ett resultat av denna process ökar duktiliteten hos koppar (eller någon annan metall), väggarnas naturliga grovhet minskar och smidig cirkulation av arbetsmediet i rörhåligheten säkerställs. Maskinen kan vara manuell, halvautomatisk och ibland helt automatiskt. Optimal drift av en manuell dorn är möjlig när systemet är korrekt inställt. Halvautomatiska enheter kan programmera deformationsvinkeln, vissa modeller tillhandahåller oberoende stabil smörjning av dornen för dess rörelse inuti röret.
Rörbockaren av armborsttyp är en manuell fixtur
En rörbockningsmaskin kan tillverkas för hand. De viktigaste arbetselementen för honom kommer att vara en rullform (det är önskvärt att tillhandahålla möjligheten att justera diametrarna), en främre klämma som motsvarar diametern på formen, styrningar, dorndorn och spännhylsklämmor för dornen.
Grunden för strukturen kommer att vara en standardstödram, som tar alla belastningar av processen. Drivningen för arbete används oftast av en spak, men för mer seriösa ändamål används hydrauliska drivningar. Ritningar av dornutrustning finns på Internet.
Funktioner för att böja ett kopparrör på en rörbockare
Ett kopparrör, ur synvinkeln att böja det på en rörbockningsmaskin, har 2 tillstånd - mjukt och hårt. Massiva och halvfasta kopparrör har större styvhet. Under tillverkningen utsätts sådana rör för värmebehandling för att öka driftsegenskaperna - styrka och duktilitet. Kopparrör utan värmebehandling (icke-glödgade kopparrör) är på grund av sin styvhet extremt svåra att böja även till en 3D-radie.
Vid bockning av kopparrör till bockningsradier mindre än 3D bör därför mjuka rör användas, och ännu bättre mjuka rör med ökad plasticitet, eller hårda och halvfasta kopparrör bör utsättas för värmebehandling - glödgning Glödgat kopparrör är mer plast, men har en lägre hårdhet. Den är väl deformerad (böjer), men efter böjning bör den värmeförstärkas. På grund av det faktum att koppar inte skiljer sig i densitet från stål, men inte korroderar, överstiger rörens väggtjocklek mycket sällan 1,5–2 mm.
Glödgade kopparrör med liten diameter (upp till 38 mm) kan enkelt böjas på BMK rörbockningsmaskiner för små radier (från 1,5 D) även utan specialutrustning.
Vid bockning av glödgade kopparrör med en diameter på mer än 38 mm på rörbockare är det nödvändigt att välja den optimala böjningsradien med enkel utrustning, eller göra komplex utrustning. För bockning av sådana kopparrör inkluderar utrustningen en speciell bockningsrulle med en rak sektion, en veckbrytare och en flexibel ståldorn.
Efter böjning på en rörbockningsmaskin är det önskvärt att termiskt härda produkter från glödgade kopparrör, vilket ökar deras prestanda.
Alla runda kopparrör är tillverkade i enlighet med GOST817-2006 och har följande information i beteckningen:
Den första bokstaven bestämmer tillverkningsmetoden (D - kallformad, dragen eller kallvalsad, G-pressad)
2:a och 3:e bokstäver - rörform (KR-rund)
4:e bokstaven - tillverkningsnoggrannhet (N, P, I, K, S, U)
5:e bokstaven - tillstånd (M-mjuk, P-halvhård, T-hård, L-mjuk ökad plasticitet, F-halvhård ökad styrka, H-hård ökad styrka)
Ytterligare dimensioner D (diameter) och S (väggtjocklek), längd osv.
Särskilda villkor för noggrannhet (T), för krökning (O), dragkrav (P), krav på hårdhet (H), lindningsförhållanden i spolar (BTH) - frilindning, (BU) - beställd lindning, (BS) - spiral lindning, definieras i GOST 817-2006.
Rörbockare och rörbockningsmaskin för bockning av kopparrör
LLC "Baltic Engineering Company" producerar rörbockare för bockning av kopparrör och specialutrustning för dem.
Dornrörbockare för bockning av kopparrör med en ytterdiameter på 3 till 30 mm:
- Programmerbar dorn manuell rörbockare CM-30 PARTNER i 2- och 3-axligt utförande
- Halvautomatisk dornbockningsmaskin CE-30 PARTNER i 2- och 3-axlig version
- Dorn automatisk rörbockningsmaskin CE-30 PARTNER.3X
Dornrörbockare för bockning av kopparrör med en ytterdiameter på 3 till 51 mm:
- Halvautomatisk dornbockningsmaskin CE-51 MASTER
- Dorn automatisk rörbockningsmaskin CE-51 MASTER.3X
Dornrörbockare för bockning av kopparrör med en ytterdiameter på upp till 80 mm:
- Dorn halvautomatisk rörbockningsmaskin CE-80 PROFi
- Automatisk dornbockningsmaskin CE-80 PROFI.3X
Genom att använda rörbockningsmaskiner i serierna PARTNER, MASTER och PROFI kan du tillverka produkter av vilken komplexitet som helst av kopparrör!

