Design egenskaper
Oftast fungerar en metalltank med en kapacitet på upp till 5 liter med inbyggda rör som värmeväxlare. Det finns ingen direkt kontakt med eld. Enheten låter dig värma kallt vatten, som sedan kommer in i radiatorerna eller en avtagbar tank med större kapacitet som finns i samma eller ett angränsande rum.
Som ett resultat, uppvärmning av kaminen i ett rum, kommer det att vara möjligt att värma ett annat. Enligt dess design kan värmeväxlaren för ugnen vara extern och intern.
Denna typ är mycket lik en tank fylld med kylvätska. Inuti tanken finns en del av röret som används för att avlägsna förbränningsprodukter. När det gäller dess design är den externa värmeväxlaren mer komplex än den interna, eftersom den ställer ökade krav på svetsarbetets prestanda.
Men underhållet är mycket lättare. Vid behov kan tanken demonteras för att avlägsna kalk eller eliminera läckage.
Interiör
Den är monterad ovanför en brandkammare direkt i ugnen. Det är lätt att installera, men om underhåll är nödvändigt kan vissa svårigheter uppstå. Speciellt om ugnen är gjord av tegelstenar.

För att undvika detta, vid tidpunkten för designutveckling, är det värt att ta hand om underhållsbarheten för den framtida värmeväxlaren.
För- och nackdelar med ugnen
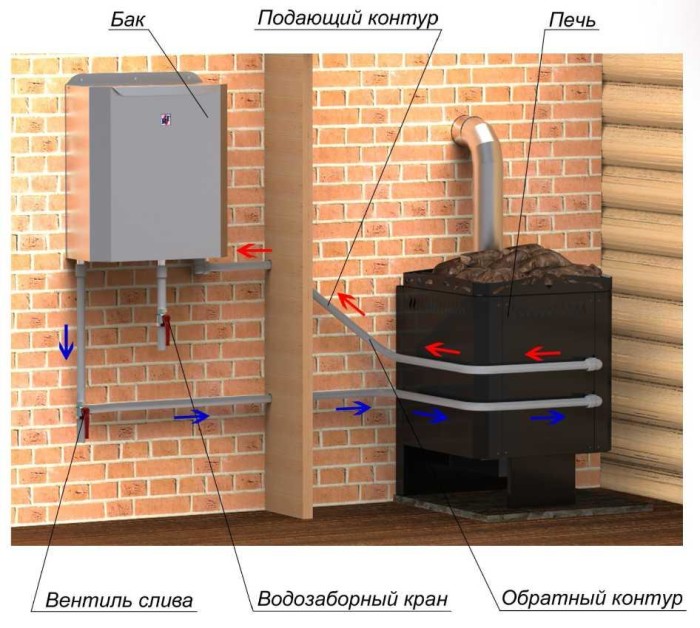
En vanlig kamin fördelar värmen ojämnt: det är väldigt varmt precis bredvid kaminen, och ju längre bort desto kallare blir det. Närvaron av en vattenkrets gör att värmen som genereras av kaminen kan fördelas jämnt i hela huset.
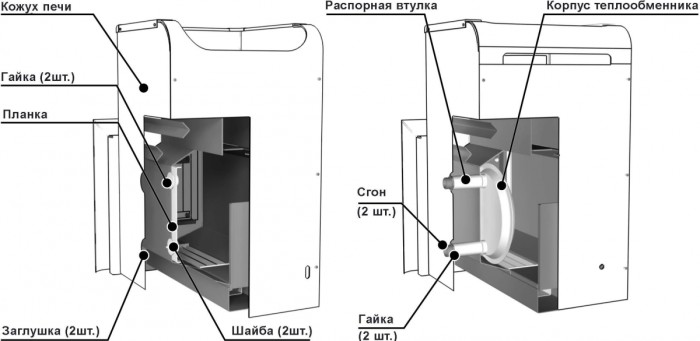
 Konstruktion av en värmeugn med en vattenkrets
Konstruktion av en värmeugn med en vattenkrets
Det är alltså bara en kamin som kan värma flera rum i huset samtidigt. Kaminen fungerar nästan likadant som en fastbränslepanna. Bara det värmer inte bara upp kylvätskan och vattenkretsen. Dessutom värms väggarna och rökkanalerna upp, vilket också spelar en viktig roll i uppvärmningsprocessen.
Värmeväxlaren (spolen) är huvudelementet i kaminen. Den är installerad i bränsledelen av kaminen, och där är hela vattenvärmesystemet anslutet till det.
Fördelarna med en ugn med en vattenkrets inkluderar följande funktioner:
- Först och främst, för en sådan ugn är det inte nödvändigt att köpa dyra enheter och komponenter.
- En korrekt byggd ugn kommer att tjäna dig under lång tid utan att kräva dyra reparationer. Ibland behöver du kanske bara en liten kosmetika.
- Du kan skapa en spis av vilken design som helst: form, storlek, dekoration - allt detta är enligt din smak och ekonomiska möjligheter.
- Om vi jämför en kamin utrustad med en vattenkrets och en fastbränslepanna, så värms inte bara kylvätskan upp utan också rökutloppen med hjälp av den första.
- En spole kan utrustas med en redan byggd kamin. Den kan också sättas in i ugnen.
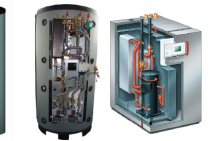
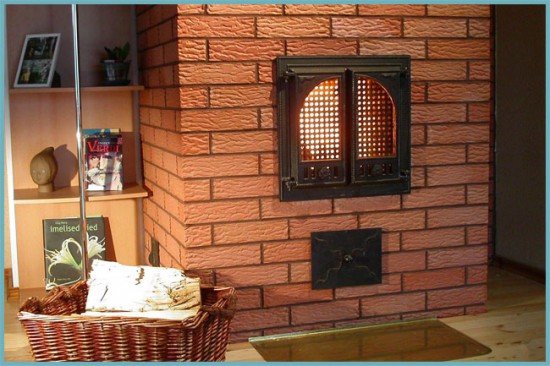 Ett spisalternativ som passar perfekt in i rummets inre
Ett spisalternativ som passar perfekt in i rummets inre
Det finns också nackdelar med denna typ av uppvärmning.
- När värmeväxlaren sätts in i bränsledelen reduceras det dyrbara utrymmet för den senare kraftigt. Problemet kan lösas om värmeväxlaren byggs in i ugnen i konstruktionsstadiet. Den behöver bara förstoras. Tja, om det sätts in i en redan byggd struktur, så finns det ingen annan väg ut, förutom den ofullständiga läggningen av bränsle, men i delar.
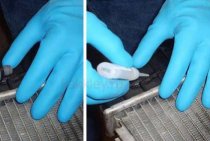
- Med en sådan kamin ökar brandrisken. En öppen eld brinner i kaminen och den öppna spisen, plus att reservved ofta förvaras i närheten. Lämna inte denna enhet utan uppsikt.
- Om kaminen används felaktigt, kan kolmonoxid som kommer in i husets lokaler leda till mycket tråkiga konsekvenser.
 En bild från vilken det blir tydligt att det är bättre att inte lämna enheten obevakad
En bild från vilken det blir tydligt att det är bättre att inte lämna enheten obevakad
Experter rekommenderar att man använder icke-frysande vätska i sådana strukturer om människor inte bor i huset hela tiden, men till exempel bara på sommaren.
Senaste meddelanden
-
Gaspanna Protherm (Proterm) Bear 20 klom
Helt ny i kartong, allt förseglat, checkgaranti daterad 09/01/19. Jag säljer för att det inte passade vårt gamla system, men för att returnera...
- Region: Moskvaregionen
-
11.09.19
-
Vattenvärmande gaspanna VK-21 (KSVa-2.0 GS)
Vi erbjuder en vattenpanna i stål KSVa-2.0 Gs (VK-21). För en grossistorder (från 2 pannor) är prisrabatt möjlig
En typ …- Region: Kirovregionen
-
05.08.19
-
Steamer KV-300
Vi erbjuder ångpanna KV-300(KP-300).
Ångkapacitet för normal ånga, kg / timme - 300;
- tillåtet överskott...- Region: Kirovregionen
-
28.06.19
-
Ånggenerator för 500 kg ånga
Specifikationer:
— ångkapacitet — 500 kg/h;
– typ av panna – tvåvägs eldrör med vändbar...- Region: Kirovregionen
-
28.06.19
-
Ånggenerator för 1600 kg ånga
Specifikationer:
— ångkapacitet — 1600 kg/h;
– typ av panna – tvåvägs eldrör med vändbar...- Region: Kirovregionen
-
28.06.19
-
Varmvattenpanna KSV-0,63
Vi erbjuder en varmvattenpanna KSV-0,63.
Tekniska data och egenskaper:
- nominell värmeeffekt, ...- Region: Kirovregionen
-
28.06.19
-
Varmvattenpanna 850 kW gasdiesel
Specifikationer:
- nominell värmeeffekt - 0,85 MW;
- effektivitet - 92%;
– panntyp – tvåvägs, …- Region: Kirovregionen
-
28.06.19
-
Automatiska kolpannor Lugaterm
Pannmodellen kombinerar tre huvuddelar: en vattenkyld eldstad, en värmeväxlare med en automatisk mekanisk …
- Region: Moskva
-
15.03.19
-
VATTEN VARMA FASTBRÄNSLEPANOR PÅ KVR-GRUVA
Typ av bränsle: ved av vilken luftfuktighet som helst
Effekt från 0,2 till 2,5 MW
Syfte: få varmvatten med en nominell temperatur ...- Region: Kirovregionen
-
05.02.19
-
VATTENVÄRMEPANNOR FÖR ARBETE MED AVFALL FRÅN TRÄBEHANDLING OCH SÅGNING KVM
Typ av bränsle: träbearbetningsavfall (sågspån, flis, bark) – utan fuktbegränsning
Effekt: 0,2 till 2,5 MW
Syfte:…- Region: Kirovregionen
-
05.02.19
Meddelanden per ämne:
- Pannor och utrustning för pannrum
- kylartorn
- Värmenätverk (allt om rörledningar)
- material
- Vattenbehandling
- kraftvärme
- Autonom värmeförsörjning
- Pumpar, fläktar, rökavgaser
- Rörledningstillbehör
- Värmeväxlingsutrustning
- Mätanordningar
- I&C
- Reparera utrustning
- Värmeapparater
Design egenskaper
Om ägaren av byggnaden har erfarenhet av att lägga tegel eller ugnsarbeten kan installationen göras för hand. Innan du ansluter vattenvärmesystemet måste du också göra en värmeväxlarenhet.

Trots att byggmarknaden erbjuder ett stort urval av färdiga strukturer är egenproduktion mer lönsam. En egentillverkad installation låter dig ta hänsyn till alla parametrar för denna speciella ugn, dess placering och dimensioner av bränslefacket.
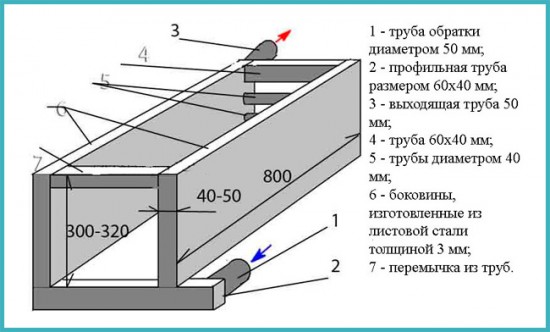
Rörvärmeväxlare
Anordningen för ett ugnsvärmesystem med en vattenkrets involverar installation av en värmeväxlare i ugnens bränsleutrymme och anslutning av rör till den för att tillföra arbetsvätskan. För uppvärmning och matlagning av spisar och spisar är spolar svetsade från rör och placerade i metallbehållare väl lämpade. Deras tillverkning kräver professionalism, och rengöring från förbränningsprodukter är ganska mödosam, men den slingrande ytan ger snabb uppvärmning.

De 50 mm U-formade rören som används i designen kan ersättas med sektioner av 40x60 mm profilrör.Detta kommer att förenkla svetsarbetet och avsevärt underlätta installationen. Om ugnen inte används för matlagning, svetsas ytterligare rör med liten diameter till toppen av värmeväxlaren. En gör-det-själv-design kommer att avge mycket mer värme.
Värmeväxlare i stålplåt
Enheter av denna typ används i ugnar som uteslutande är utformade för uppvärmning av rum. För deras tillverkning behöver du plåt en halv centimeter tjock, sektioner av rektangulära rör 40x60 mm, såväl som runda rör med samma diameter för att tillföra vatten till arbetsytan. Dimensionerna på värmeväxlarna beror på dimensionerna på ugnsutrymmena för bränsle.

Ett liknande värmesystem kan användas för en värme- och matlagningsspis eller en enkel spis. För att göra detta måste strukturen monteras så att de uppvärmda gaserna från bränslekammaren rör sig mot registrets övre hylla, flyter runt den och kommer in i rökkanalerna.
Kontroll av svetsfogar och böjar
Varje svetsfog utsätts för extern inspektion och mätning för att upptäcka kantförskjutning och brott i fogen (fig. 8). Förskjutningen b av de svetsade kanterna förstås som en parallell förskjutning av rörens axlar mellan sig. Kinken k är en avvikelse i form av en felinriktning av de sammanfogade rörens axlar. Kantförskjutningar och fogbrott mäts med en speciell linjal 400 mm lång med ett urtag i mitten, som monteras tätt längs ett av rörens generatris med en utskärning i skarven, och avvikelsen bestäms på det andra röret med en sond på ett avstånd av 200 mm från ledaxeln. Mätningar utförs på 3 - 4 ställen runt skarvens omkrets.
Inspektion avslöjar sådana defekter som mordbrand (smältning) av rör vid kontaktpunkterna med svamparna och maskinkroppen, krypande kanter, ofullständig borttagning av yttre grader.
a - förskjutning; b - fraktur;
Figur 8 - Avvikelse för svetsade rörkanter
För att kontrollera kvaliteten på svetsar, såväl som enheter för automatisk kontroll av svetsprocessens parametrar, utförs uttryckliga tester av kontrollsvetsade fogar (prover). Prover tas emot före början av varje skift. Svetsning är endast tillåten om det finns positiva resultat av snabbtest av kontrollprover. Expressprover utsätts som regel för metallografisk undersökning.
Kontroll av mekaniska egenskaper och metallografisk undersökning av svetsfogar utförs på prover gjorda av kontrollsvetsfogar, eller på prover av svetsfogar skurna från den tillverkade produkten. Vid utskärning från färdiga produkter bör volymen kontrollfogar vara minst 1 % (men inte mindre än tre skarvar) av det totala antalet identiska svetsfogar som utförs av varje svetsare i ett skift.
Genom att köra bollen med tryckluft kontrolleras fullständigheten av avlägsnandet av den inre graden (eller metallläckaget) - vilket säkerställer en given flödessektion i svetsfogar. Vid provning av svetsfogar på raka rör (fransar) används en kula med en diameter på 0,86din.nom, på spolar 0,8din.nom rör. Minskningen av kulans diameter under kontroll av flödesarean i spolen orsakas av ovalen hos rören i krökarna. En kulfälla sätts på den fria änden av spolen, vilket säkerställer säker drift.
Kontrollen av ovaliteten hos rörböjar och spolar av värmeytor är selektiv (minst 10 % av böjar av samma standardstorlek). Den maximala ovaliteten längs hela böjens längd bör inte överstiga det tillåtna värdet. Mätning av rörets maximala och minsta ytterdiametrar på platsen för böjningen utförs i en kontrollsektion.
Ovaliteten av sektionen på platserna för rörböjar kan bestämmas
där och är rörets största respektive minsta ytterdiameter vid kröken, mätt vid en sektion av sektionen, m.
Tillåten ovalitet för pannans värmeytor
där R är rörets krökningsradie, m;
- rörets ytterdiameter, m.
Förtunningen av rörväggen på platsen för böjningen på den sträckta (yttre) sidan bestäms selektivt av en ultraljudstjockleksmätare. En obligatorisk kontroll av gallring rekommenderas vid byte av bockverktyg, uppställning av maskin och fixturer.
För rör med en diameter på upp till 60 mm, böjda utan uppvärmning, högfrekventa strömmar (HF), vågor (korrugeringar) på insidan av kröken och utbuktningar på den sträckta sidan bör inte överstiga 0,5 mm i höjd med ett minimumsteg av minst tre höjder.
Att välja ett material
Spolen är traditionellt gjord av ett rör, vars längd och diameter bestäms av den önskade nivån av värmeöverföring. Strukturens effektivitet kommer att bero på värmeledningsförmågan hos det använda materialet. De vanligaste rören är:

- koppar med en värmeledningskoefficient på 380;
- stål med en värmeledningskoefficient på 50;
- metall-plast med en värmeledningskoefficient på 0,3.
Koppar eller plast?
Med samma nivå av värmeöverföring och lika tvärgående dimensioner kommer längden på metall-plaströr att vara 11 och stålrör 7 gånger längre än kopparrör.
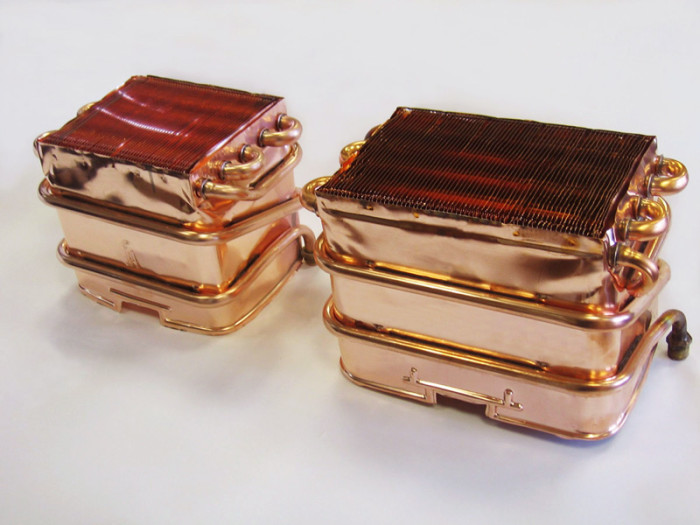
Det är därför för tillverkning av spolen det är bäst att använda glödgat kopparrör.
Ett sådant material kännetecknas av tillräcklig plasticitet, och därför kan det lätt ges den önskade formen, till exempel genom böjning. En koppling kopplas enkelt till ett kopparrör med en gänga.
Vi letar efter improviserade medel
Med tanke på de höga kostnaderna för material skulle det vara lämpligt att överväga möjligheten att använda produkter som redan har tjänat sitt syfte, men som ännu inte har utvecklat sin resurs fullt ut. Detta kommer inte bara att minska kostnaden för tillverkning av värmeväxlaren, utan kommer att minska tiden för installationsarbete. Som regel ges företräde till:

- eventuella värmeradiatorer som inte har en läcka;
- handdukstorkar;
- bilkylare och andra liknande produkter;
- snabbvattenberedare.
Betalning
Minsta böjradie
Böjningsradien bestäms av formeln
=3,0833,
var är böjradien, mm.
Baserat på detta villkor är det nödvändigt att tillämpa böjning genom lindning med en dorn (2 baserat på designöverväganden).
Definition av böjmoment
Böjmomentet som krävs för rörböjning bestäms av rörböjningsförhållandet:
,
var är spänningen i deformationszonen, MPa;
- Betingad sträckgräns för stål, MPa;
=255 MPa för stål 15Kh1M1F.
Avslöjandet av böjningsförhållandet bestäms av formeln
,
var bestäms rörförstärkningsfaktorn av sektionsformen;
är rörförstärkningsfaktorn som bestäms av materialets egenskaper;
För rörbunt:
= 5,8 för stål 15Kh1M1F.
Bestämning av motståndsmomentet, , Nm för sektionen för elastisk böjning bestäms av formeln
var
Förhållandet mellan inre och yttre diameter bestäms av formeln
Motståndsmomentet bestäms av formeln
Böjmomentet bestäms av formeln
Fastställande av rörets klämkraft
bestäms av formeln
\u003d (1.5-2.0) \u003d 2.00.032 \u003d 0.09 m.
Rörets klämkraft bestäms av formeln
Bestämma den erforderliga radien för bockningssektorn
Under kall deformation av metall, inklusive rör, uppstår återfjädring - rörets förmåga att böja sig något efter att lasten har avlägsnats. Därför är det nödvändigt att bestämma radien för bockningssektorn, R, m, vilket skulle minska denna effekt.
Radien för den erforderliga bockningssektorn bestäms av formeln
där E = 2,1.
Bestämning av böjningsvinkel
Böjningsvinkeln bestäms av formeln
var
bestäms av formeln
Böjningsvinkeln bestäms av formeln
Bestämning av det totala vridmomentet
Det totala vridmomentet bestäms av formeln
var är det vridmoment som krävs för att övervinna friktionskrafter, kNm.
Bestämning av det vridmoment som krävs för att övervinna friktionskrafterna
,
var är den resulterande friktionskoefficienten (empiriskt), med hänsyn tagen till rullfriktionen på rullen, rullens glidfriktion på axlarna, glidfriktionen i böjningssektorns lager, friktionen hos röret på dornen, etc.
=0,05.
Vridmomentet som används för att övervinna friktionskrafterna bestäms av formeln
Det totala vridmomentet bestäms av formeln
Bestämma kraften på böjsektoraxeln
Ström på bockningssektorns axel
var
bestäms av formeln
där =1450 rpm (accepterat);
= 450 (accepterat), själva enheten är okänd för oss, så all data är spekulativ.
Effekten på bockningssektoraxeln bestäms av formeln
Drivmotorns effekt bestäms av formeln
var är effektivitetsfaktorn (C.P.D.) för frekvensomriktaren (godkänd villkorligt).
Analys av beräkningen av rörböjningsprocessen
Under loppet av denna beräkning bestämdes den erforderliga rörböjningsradien, vars värde visade att det var nödvändigt att tillämpa lindningsböjning med en dorn. Det erforderliga vridmomentet på axeln i rörböjningssektorn hittades, vars värde gjorde det möjligt att bestämma den erforderliga kraften hos drivmotorn för rörböjning. Dess värde är inte så stort (1,895 kW), men det räcker för att böja rör med denna diameter.
Metoder för tillverkning av spolar
Det finns tre huvudscheman för att erhålla spolar av pannvärmeytor (fig. 7): element-för-element, flätad och metoden för sekventiell uppbyggnad. Oavsett metod tillhandahåller den tekniska processen för tillverkning av spolar: inkommande inspektion av rör; sortering av originalrören efter längd; utveckling av system för att skära rör i element; rörkapning, trimning och rengöring av rörändar. Vi väljer element-för-element-metoden.
Figur 7. Element-för-element-schema för tillverkning av spolar
Med element-för-element-tillverkningsmetoden böjs först de förberedda raka rören på maskiner med efterföljande plätering, sedan svetsas de böjda elementen samman till en spole (fig. 7).
Nackdelar med ugnsuppvärmning med en vattenkrets
- Förlust av användbart utrymme. Värmeväxlaren som är inbyggd i eldstaden minskar dess storlek avsevärt, så denna faktor måste beaktas när du lägger eldstaden. Tja, om värmeväxlaren är inbyggd i en befintlig struktur är den enda lösningen frekvent bränsleladdning.
- Ökad brandrisk. Eftersom en kamin eller eldstad kräver öppen eld och tillförsel av bränsle i närheten, rekommenderas det inte att lämna en sådan kamin utan uppsikt under en längre tid.

Med organiserad spisuppvärmning i huset måste du ständigt övervaka brandsäkerheten
Kolmonoxid. Om den används felaktigt kan kolmonoxid komma in i bostadsutrymmena, vilket är farligt för människors liv.
Råd. Om uppvärmning med en vattenkrets är installerad i ett hus på landet där ingen bor regelbundet, särskilt på vintern, är det bättre att använda en frostskyddsvätska för att undvika att frysa vattnet i kretsen.
Låt oss börja installationen
Arbetssekvensen beror på värmeväxlarens designegenskaper.
Installera en enhet med ett register
När du installerar i en gammal ugn måste du ta isär en del av murverket. Arbetssekvensen är som följer:

- Vi förbereder grunden för spolen direkt i ugnskaviteten.
- Installation av spolen.
- Vi lägger den demonterade raden av tegelstenar och lämnar plats för rörens inlopp och utlopp.
- Vi ansluter värmeväxlaren till värmesystemet.
Innan driftstart ska tanken kontrolleras för läckor utan att misslyckas. Du kan se till att det inte finns några läckor genom att fylla den med vatten, gärna under tryck.
Montering av enheten med en behållare
Det bästa alternativet för en spis eller öppen spis. Den är gjord av en metalltank och två kopparrör. Tankens volym är som regel cirka 20 liter.I avsaknad av en färdig produkt tillverkas en behållare med tillräcklig volym för hand genom svetsning av stålplåt.
För tillverkning av värmeväxlaren bör ett material som är tjockare än 2,5 mm användas. Svetsning bör göras på ett sådant sätt att tjockleken på den formade sömmen är minimal.

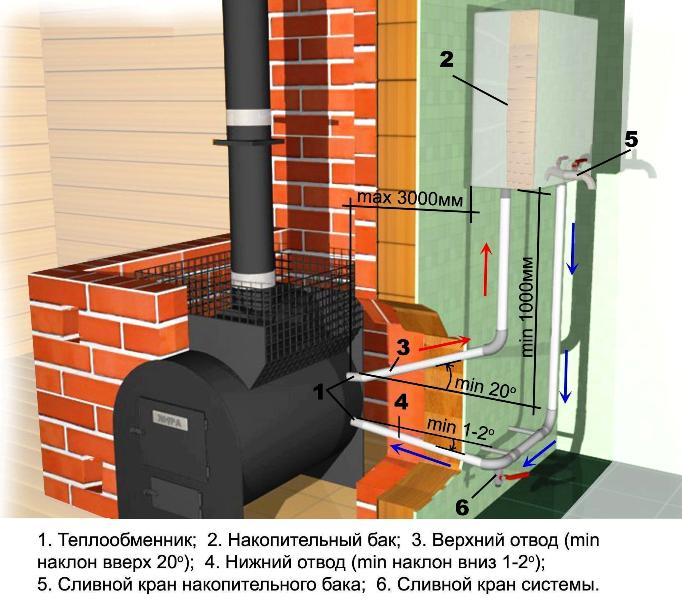
Tanken ska installeras 1 meter över golvnivån, dock högst 3 meter från kaminen. Två hål är gjorda i tanken: ett nära botten, det andra - på den högsta punkten på motsatt sida. Effektiviteten för värmeöverföring beror på ledningarnas placering.
Det är nödvändigt att sträva efter att säkerställa att den minsta avvikelsen för det nedre utloppet i golvets riktning är 2 grader. Den översta ska anslutas i en vinkel på 20 grader i motsatt riktning.
En avtappningsventil håller på att installeras i ackumulatortanken. Ytterligare en kran finns för att dränera hela systemet, som är installerat på den lägsta punkten. Efter att ha kontrollerat tätheten är systemet klart för drift. Effektiviteten hos en sådan ugn med en värmeväxlare kan uppskattas under den kalla årstiden.
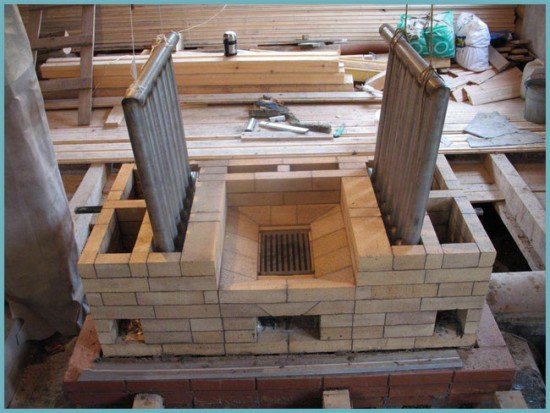
Gör-det-själv kaminuppvärmning med vattenkretsfaskonstruktion
Först, innan du börjar bygga en kamin, måste du förbereda grunden. För att göra detta är det nödvändigt att gräva en grop, vars djup är 150-200 millimeter. I botten, häll trasiga tegelstenar, grus och spillror i lager. Fyll sedan allt med cementbruk. Grunden ska höjas över golvet med några centimeter. Lägg vattentätande material på skriden.
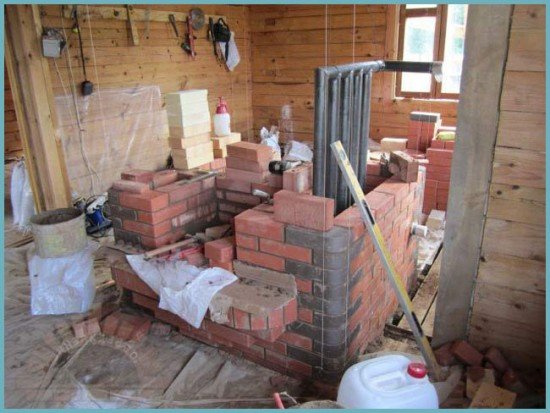 Processen att bygga en ugn med en vattenkrets
Processen att bygga en ugn med en vattenkrets
Huvuddragen i murning
Kaminen ska vara byggd av kvalitetsmaterial. Väggar kan byggas av tegel med normal bränning, men för ugnsdelen, skaffa eldfast tegel.
- Innan du börjar lägga måste tegelstenarna fuktas. För att göra detta, doppa dem i vatten en stund. När luftbubblor slutar komma ut ur dem kan läggningen börja.
- Alla rader och hörn måste knytas.
- Applicera cementbruk omedelbart på hela rad. Dess lager bör vara cirka 5 millimeter. Fräscha upp murbruket i slutet precis innan du lägger tegelstenen på den.
- När du kommer till ugnsdelen, applicera inte lera med en murslev. Gör det med händerna.
- Var femte rad, skär försiktigt bort överflödigt cement från sömmarna och torka av dem med en fuktig svamp.
- Kaminens väggar måste vara vertikala och horisontella. Använd alltid vattenpass under murningen för att kontrollera detta.
Applikationsspecifikationer
Standarduppvärmning av kamin innebär en ojämn fördelning av värmeenergi - ju längre från källan, desto kallare. Efter att ha anslutit radiatorerna och hällt vatten fungerar ugnarna som analoger till fastbränslepannor, vilket ger uppvärmning av kylvätskan, rökkanalerna och väggarna. Ett sådant system under ugnen kommer att tillåta att värme överförs från spolen till radiatorerna, och efter att bränslet har släckts kommer det att använda energin från ugnens uppvärmda väggar.

När du installerar en värmeväxlare bör det beaktas att installationen kommer att minska den användbara volymen av bränsleutrymmet och bränsle måste tillsättas mycket oftare. Den korrekta designen av vattenkretsen och dess förhållande till värmekammarens dimensioner hjälper till att eliminera detta problem. Ett bra alternativ skulle vara en långbrännande spis.
Det finns några nyanser i en sådan uppgradering av värmesystemet. Energin som frigörs vid förbränning av ved kommer att börja värma värmeväxlarenheten och arbetsvätskan som placeras i den, men ugnsväggarna kommer inte att ändra sin temperatur.

Den övre delen av kroppen med rökkanaler kommer att värmas upp. Om byggnaden används som ett tillfälligt boende kommer ugnen inte att slås på regelbundet och kan göra att vätskan inuti rören fryser.För att förhindra olyckor rekommenderas att vatten ersätts med frostskyddsmedel.
Kvalitetsindikatorer
Kvalitetsindikatorer tjänar till att utvärdera enhetens operativa fördelar, de viktigaste är: enhetens tekniska nivå, tillförlitlighet och hållbarhet, strukturella, estetiska och ergonomiska egenskaper.
A. Teknisk nivå. Det finns absoluta, relativa och framtida tekniska nivåer.
En produkts absoluta tekniska nivå kännetecknas av dess prestanda. Deras antal bör vara minimalt. För att undvika mångfald och otydlighet vid bedömning av den absoluta nivån är det nödvändigt att begränsa oss endast till de viktigaste av dem - produktivitet, effektivitet, processkontinuitet, grad av automatisering.
Den relativa tekniska nivån kännetecknar graden av perfektion hos produkten när man jämför (med relevanta indikatorer) dess absoluta tekniska nivå med nivån på den bästa moderna världen - inhemska och utländska - prover och modeller med liknande syfte.
En lovande teknisk nivå bestämmer de planerade och planerade trenderna i utvecklingen av en viss bransch i form av en uppsättning av dess blivande indikatorer.
B. Hållbarhet och tillförlitlighet. Dessa indikatorer är de viktigaste av kvalitetsindikatorerna.
Hållbarhet - enhetens egenskap att bibehålla prestanda med minsta möjliga avbrott för underhåll och reparationer fram till förstörelse eller till annat gränstillstånd. De viktigaste kvantitativa indikatorerna för hållbarhet är tekniska resurser och livslängd.
Teknisk resurs - enhetens totala drifttid under driftperioden.
Livslängd - kalendervaraktigheten av enhetens drift före förstörelse eller till ett annat gränsläge (till exempel fram till den första större översynen). Livslängden begränsas av enhetens fysiska och moraliska slitage.
Tillförlitlighet är en egenskap hos enheten, bestäms av enhetens tillförlitlighet, hållbarhet och underhållsbarhet. Kvantitativa indikatorer för tillförlitlighet: drifttid, sannolikhet för felfri drift, tillgänglighetsfaktor.
Drifttid - varaktigheten eller mängden av enhetens arbete,
mätt med antalet cykler, antalet tillverkade produkter eller andra enheter.
Sannolikheten för felfri drift är sannolikheten att, under vissa moder och driftsförhållanden, inget fel inträffar under en given drifttid. Tillgänglighetsfaktor är förhållandet mellan enhetens drifttid i tidsenheter för en viss driftsperiod och summan av denna drifttid och tiden som går åt för att hitta och eliminera fel under samma driftsperiod.
B. Ergonomi och teknisk estetik. Skapande av moderna värmeväxlare som uppfyller de bästa proverna och världsstandarderna vad gäller kvalitet, lätt underhåll och utseende. Utformningen av en industriell värmeväxlare bör baseras på tekniska förutsättningar och, tillsammans med detta, på de krav som ställs av nya vetenskapliga discipliner - ergonomi och teknisk estetik.
Ergonomi är en vetenskaplig disciplin som studerar en persons funktionella förmåga i arbetsprocesser för att skapa perfekta verktyg för honom och optimala arbetsförhållanden.
Teknisk estetik är en vetenskaplig disciplin, vars ämne är en konstnär-designers verksamhetsområde. Syftet med konstnärlig gestaltning är (i nära anslutning till teknisk utformning) att skapa industrianläggningar som till fullo tillgodoser servicepersonalens behov, bäst anpassade till driftsförhållandena, med höga estetiska kvaliteter, i harmoni med miljö och miljö.
Vackert utseende motsvarar som regel en rationell och ekonomisk design. Produktens utseende beror till stor del på dess färg.Färg är den viktigaste faktorn som inte bara bestämmer den estetiska produktionsnivån, utan också påverkar arbetarnas trötthet, arbetsproduktivitet och produktkvalitet.
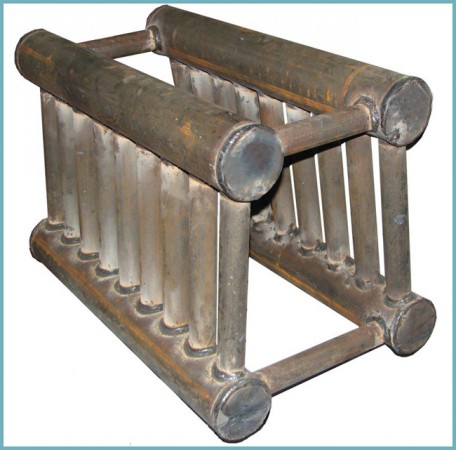
Ugnsvärmeväxlare
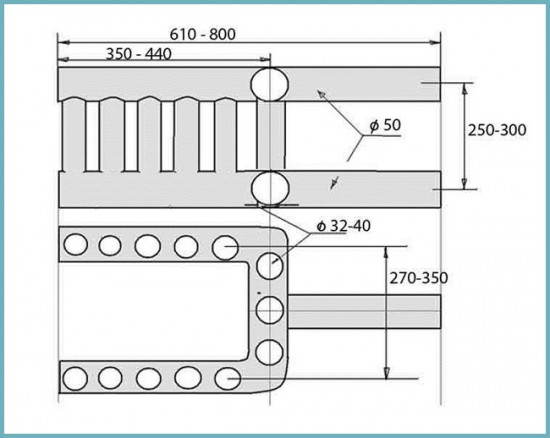
Schema för arrangemang av spolen
Diagrammet visar ett av alternativen för spolen. Det är bra att placera den här typen av växlare i värme- och matlagningsugnar, eftersom dess struktur gör det enkelt att placera en spis ovanpå.
För att minska komplexiteten i tillverkningsprocessen kan du göra några ändringar i denna design och ersätta de övre och nedre U-formade rören med ett profilrör. Dessutom byts även vertikala rör ut mot rektangulära profiler vid behov.
Om en spole av denna design är installerad i ugnar där det inte finns någon matlagningsyta, är det lämpligt att lägga till flera horisontella rör för att öka växlarens effektivitet. Behandling och uttag av vatten kan göras från olika sidor, det beror på utformningen av ugnen och utformningen av vattenkretsen.
Ekonomiska indikationer
A. Termisk och hydrodynamisk perfektion. Effekten som förbrukas på att pumpa värmebärare i värmeväxlaren bestämmer i stor utsträckning värmeöverföringskoefficienten, dvs den totala värmeeffekten från apparaten. Därför är en viktig indikator på värmeväxlarens perfektion graden av energianvändning för att pumpa kylvätskan för att säkerställa den nödvändiga värmeöverföringen.
Apparatens termohydrodynamiska perfektion kan kännetecknas av förhållandet mellan två typer av energi: värmen Q som överförs genom värmeväxlingsytan och det arbete N som lagts ner för att övervinna det hydrodynamiska motståndet och uttrycks i samma enheter för alla flöden. Således kan måttet på användningen av det förbrukade arbetet på värmeöverföringen uttryckas med förhållandet
Ju högre värde E är, desto mer perfekt är värmeväxlaren eller dess värmeväxlaryta ur termohydrodynamisk (energi) synvinkel, allt annat lika. Energikoefficienten E är en dimensionslös storhet, därför kan täljaren och nämnaren för uttrycket E = Q/N hänvisas till en godtycklig men samma enhet, till exempel till en värmeväxlare ytenhet (termiskt index), till en värme byta ytmassenhet (massindex) eller till volymenhet (volymindikator). När man jämför enheter kan värdet av E tillskrivas all värme och allt arbete som förbrukas, eller till enhetens yta, massa eller volym.
Analysen visar att, allt annat lika, en förändring av kylvätskans hastighet har olika effekt på olika kvantiteter som kännetecknar driften av värmeväxlaren: värmeöverföringskoefficienten ändras i proportion till hastigheten (eller flödeshastigheten) till effekt på 0,6-0,8, det hydrodynamiska motståndet är proportionellt mot hastigheten till effekten 1,7-1,8, och kraften för att pumpa kylvätskan - till effekten av 2,75.
Med en ökning av kylvätskans hastighet växer kraften för att pumpa den mycket snabbare än mängden överförd värme, dvs för en viss apparat eller en viss värmeväxlingsyta, minskar värdet på energikoefficienten E med en ökning av kylvätskans hastighet. Därför kan det absoluta värdet av koefficienten E inte tjäna som ett mått på den termohydrodynamiska perfektionen hos en värmeväxlare, utan är endast användbar när man jämför två eller flera enheter.
B. Effektivitet. Den termiska indikatorn för värmeväxlarens perfektion är dess effektivitet (effektivitet):
där Q1 är den maximalt möjliga mängd värme som kan överföras från en varm kylvätska till en kall kylvätska under givna förhållanden; Q2 är mängden värme som överförs från den varma kylvätskan till den kalla, eller den värme som spenderas på den tekniska processen.
Den maximala möjliga mängden värme, eller tillgänglig värme, beror på de initiala temperaturerna och vattenekvivalenterna för värmeöverföringsvätskorna.
Hur man installerar en vattenkrets
Installation sker på samma sätt som installation för alla andra värmesystem. Den enda punkten att tänka på är att "avkastningen" för kaminuppvärmning ligger högre.
Kylvätskecirkulationen är av tre typer:
- Naturlig. För naturlig cirkulation måste installationen av rör utföras vid den maximalt tillåtna lutningen. Dessutom, på den plats där röret lämnar ugnen, är det nödvändigt att anordna en "accelerationskollektor": för detta riktas röret vertikalt till en höjd av 1-1,5 m och sedan ner till radiatorerna längs en lutande väg.
Tvingade. Denna typ av cirkulation ökar effektiviteten upp till 30%. En cirkulationspump läggs till kretsen, som skapar trycket i kylvätskan. Det är dock oönskat att ordna ett system med endast en typ av tvångscirkulation, eftersom vattnet inte kommer att cirkulera i händelse av ett strömavbrott eller ett pumpfel, vilket kommer att leda till att kylvätskan kokar i systemet.
Kombinerad. För denna typ av cirkulation är det nödvändigt att kombinera installationen av rör med en lutning, som beskrivs i första stycket, med pumpen. Pumpen i detta fall är ansluten till systemet via en parallell linje, som visas i diagram 4. Med denna kombination kommer pumpen att arbeta i närvaro av elektricitet, i sin frånvaro kommer cirkulationen att utföras naturligt.