Anong mga electrodes ang magwelding ng 2 mm profile pipe.
Kapag pumipili ng mga electrodes para sa electric welding, ginagabayan sila ng kapal ng mga workpiece, na direktang nauugnay sa kanilang diameter.
Ang kinakailangang data ay maaaring makuha mula sa mga talahanayan sa pakete o matukoy ang mga sukat sa iyong sarili, dahil ang diameter ng elektrod ay humigit-kumulang na tumutugma sa kapal ng pader sa mga halaga na hindi hihigit sa 4 mm.
Pagpili ng welding mode at uri ng mga electrodes
Ang kasalukuyang dumaan sa mga electrodes ay direktang nauugnay sa kanilang diameter, ang halaga nito ay karaniwang ipinahiwatig sa packaging. Bilang karagdagan, ang halaga nito ay maaaring itakda mula sa mga talahanayan o tinatayang tinutukoy ng mga kalkulasyon, batay sa katotohanan na 1 mm. Ang kapal ng elektrod ay nangangailangan ng kasalukuyang 30 amperes.
Mayroong apat na pangunahing uri ng mga electrodes depende sa materyal na patong:
- Maasim (A). Ang mga ito ay nailalarawan sa pamamagitan ng isang mataas na nilalaman ng bakal at mangganeso, ang metal na elektrod ay pumasa sa tahi sa anyo ng mga maliliit na patak na may pagbuo ng isang likidong paliguan, kapag solidified, ang slag ay madaling ihiwalay. Kapag nagtatrabaho, ang masyadong mataas na temperatura ng arko ay humahantong sa mga undercut, ang tahi ay lubos na madaling kapitan ng mga bitak - nililimitahan nito ang paggamit ng ganitong uri.
- Cellulosic (C). Bilang karagdagan sa selulusa, ang komposisyon ay kinabibilangan ng ferromanganese ores at talc, na ganap na nasusunog kapag pinainit, na bumubuo ng proteksiyon na gas, habang ang tahi ay walang slag coating. Ang elektrod ay napupunta sa tahi na may daluyan at malalaking patak, na bumubuo ng isang magaspang na hindi pantay na istraktura na may maraming splashes.
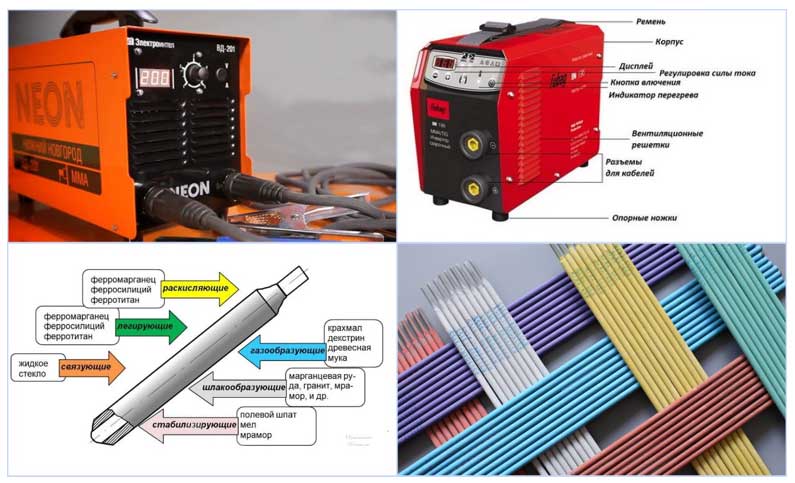
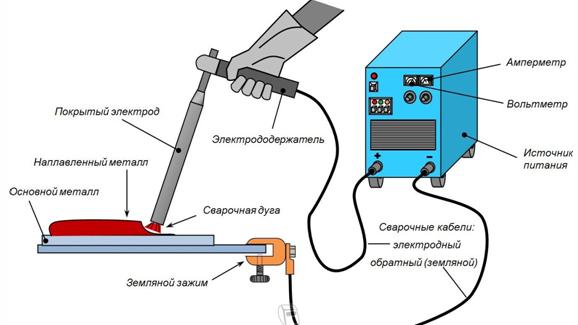
kanin. 10 Hitsura ng electric arc apparatus at electrode
Rutile (P). Ang patong ay pangunahing binubuo ng titanium dioxide o ilmenite, ang electrode metal ay pumasa sa weld pool na may daluyan at maliliit na patak na may kaunting spatter at ang pagbuo ng isang pantay, mataas na kalidad na tahi. Ang slag coating ay may porous na istraktura at madaling ihiwalay mula sa tahi.
Para sa electric welding ng low-carbon steel alloys, mula sa kung saan ang mga hugis na tubo ay ginawa, ang mga magagandang electrodes ng UONI-13/55, MP-3, ANO-4 na mga tatak ay kadalasang ginagamit, OK 63.34 ay maaaring gamitin para sa hinang hindi kinakalawang na asero.

Fig.11 Welding ng manipis na pader na tubo
Paghahanda para sa trabaho
Ang koneksyon ng mga profile pipe na walang hinang ay pangunahing isinasagawa gamit ang mga dalubhasang clamp at bolts. Sa paglipas ng panahon, ang mga fastener ay lumuwag, kaya kapag nag-aalaga sa produkto, kinakailangan na patuloy na suriin ang lakas ng istraktura. Upang mabawasan ang mga problema sa panahon ng operasyon, ginagamit ang hinang upang tipunin ang istraktura.
Upang makakuha ng isang malakas na hinang, kinakailangan upang ihanda ang ibabaw ng tubo. Para dito:
ang mga seksyon ng tubo ay pinutol sa kinakailangang haba;

Paggamit ng gilingan para sa pagputol ng mga tubo
Inirerekomenda na i-cut ang mga tubo na may mga espesyal na tool, halimbawa, isang hacksaw, na nagpapahintulot sa iyo na gawin ang hiwa hangga't maaari.
- kung kinakailangan upang ikonekta ang mga elemento sa isang anggulo, pagkatapos ay ang mga tubo ay maingat na nababagay sa bawat isa upang ang mga puwang ay maliit hangga't maaari. Ito ay magpapataas ng kalidad ng hinang at, bilang isang resulta, ang pagiging maaasahan ng tapos na produkto;
- ang mga lugar kung saan ang hinang ay dapat na matatagpuan ay nililinis ng kalawang, burr at iba pang mga dayuhang deposito. Ang anumang pagsasama ay negatibong nakakaapekto sa lakas ng tahi. Ang paglilinis ay maaaring gawin gamit ang isang simpleng metal brush o espesyal na kagamitan, tulad ng gilingan.

Paghahanda sa ibabaw bago hinang
Arc welding
Ang manual arc welding ay malawakang ginagamit sa lahat ng sektor ng pambansang ekonomiya at sa pang-araw-araw na buhay para sa pagsali sa mga elemento ng mga istrukturang metal. Ang mga natatanging katangian nito kumpara sa iba pang mga uri ng welded joints ay:
- Ang medyo mababang halaga ng welding machine at mga consumable, na kung saan ay ang mga electrodes.
- Pagkuha ng mataas na kalidad na mga welded joint ng mga karaniwang grado ng mga metal, kabilang ang mga hindi kinakalawang na haluang metal.
- Ang kakayahang magsagawa ng welding work sa maraming mahirap maabot na mga lugar - ito ay pinadali ng mababang timbang at kadalian ng pagkonekta ng kagamitan sa kuryente.

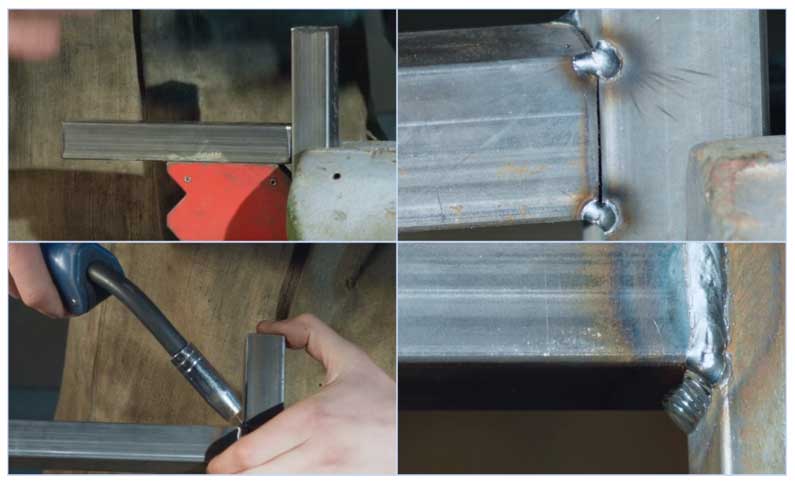
kanin. 7 Welding isang manipis na profile pipe - uri ng mga seams
Ang pagsasagawa ng trabaho gamit ang electric arc welding ay binubuo ng mga sumusunod na hakbang:
- Ang mga dulo ng mga tubo ay inihanda para sa hinang, para sa mga ito ay nililinis ng kalawang, pagkatapos kung saan ang mga blangko ay nakatakda sa kinakailangang distansya upang punan ang tahi na may metal mula sa tinunaw na elektrod, kadalasang ginagamit ang mga espesyal na aparato para dito.
- Ang welding machine ay naka-on, na nagtatakda ng kinakailangang kasalukuyang ayon sa built-in na tagapagpahiwatig, ang elektrod ay ipinasok sa may hawak na konektado sa welding machine, ang pangalawang dulo ay naayos sa pipe.
- Ang posisyon ng mga bahagi na welded na may kaugnayan sa bawat isa ay naayos sa pamamagitan ng spot welding (tacks), pagkatapos kung saan ang electric welding ay isinasagawa gamit ang proteksiyon na damit, isang maskara at guwantes ng welder.
- Sa pagtatapos ng trabaho, ang sukat ay natumba at ang tahi ay nililinis ng isang metal na brush.
Semi-awtomatikong metal inert gas welding (MIG)
Salamat sa mga modernong teknolohiya, naging posible na magwelding ng mga produkto ng profile sa pinakasimpleng paraan sa mga domestic na kondisyon, na hindi nangangailangan ng maraming karanasan at maraming taon ng pagsasanay bilang isang welder.
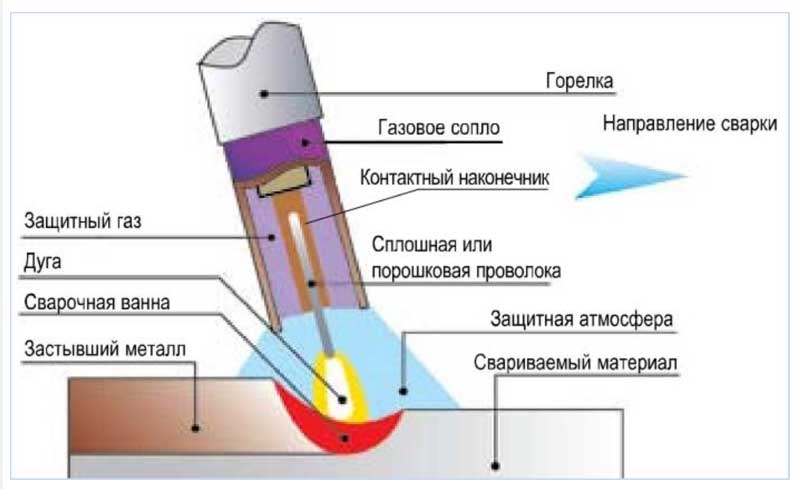
kanin. 8 Paano gumagana ang MIG
Ang semi-awtomatikong inert gas welding (MIG) ay isang ebolusyonaryong hakbang sa pagbuo ng conventional arc welding, kung ihahambing sa kung saan mayroon itong mga sumusunod na pakinabang:
- Sa halip na isang elektrod, ang isang espesyal na kawad na may diameter na 0.6 hanggang 1.2 mm ay awtomatikong pinapakain sa weld pool sa pamamagitan ng sulo, na isinusuot sa mga reels - ito ay nag-automate sa proseso at binabawasan ang oras para sa pagpapalit ng mga electrodes.
- Kasama ang kawad, isang inert gas (karaniwan ay isang halo ng carbon dioxide at argon) ay ibinibigay sa burner sa pamamagitan ng welding sleeve - pinipigilan nito ang pagbuo ng slag at pinapabuti ang kalidad ng weld.
Salamat sa teknolohiyang ito, ang semi-awtomatikong hinang ay may mga sumusunod na pakinabang sa mga electric arc welding machine:
- Pinapayagan kang magwelding ng mga manipis na workpiece na may kapal na 0.5 mm.
- Nagluluto ng bakal, hindi kinakalawang na asero, cast iron, aluminum at non-ferrous na mga metal.
- Kapag nagsasagawa ng trabaho, walang slag at halos walang usok - hindi gaanong nakakapinsala sa kalusugan, nagpapabuti sa kalidad ng tahi kumpara sa mga pamamaraan ng electric arc.
Ang mga disadvantages ng MIG ay kinabibilangan ng bulkiness (isang napakalaking gas cylinder at isang wire supply system sa burner ay kinakailangan) at ang imposibilidad na magtrabaho sa malakas na hangin na humihip ng gas mula sa welding zone.
kanin. 9 Welding ng manipis na pader na profile pipe sa isang inert gas na kapaligiran
Teknik ng welding
Ang welding ng isang frame mula sa isang profile pipe ay maaaring isagawa ng alinman sa mga sumusunod na uri:
- gas;
- electric arc.
Gas welding
Ang gas welding ay ginawa sa pamamagitan ng pagtunaw ng metal at pagpuno sa walang laman na espasyo ng isang additive.
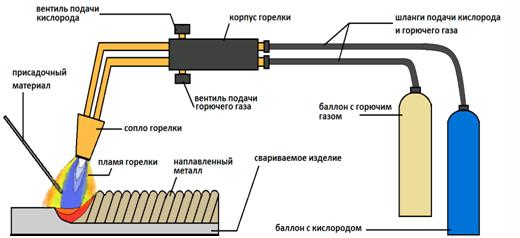
Teknolohiya ng gas welding
Para sa gas welding kakailanganin mo:
- espesyal na welding machine na may isang hanay ng mga tip para sa burner;
- silindro na may oxygen;
- isang silindro na may nasusunog na gas (ang acetylene ay kadalasang ginagamit);
- filler wire (kinakailangan na ang wire ay gawa sa parehong materyal tulad ng mga tubo na hinangin);
- welding powder (flux), na binabawasan ang oksihenasyon ng metal at pinoprotektahan ang tahi. Ang pagkilos ng bagay ay inilalapat sa ibabaw ng tubo bago magsimula ang hinang;
- mga elemento ng indibidwal na proteksyon ng welder (mask).
Kapag nagwelding ng gas, kinakailangan na mahigpit na sundin ang mga pag-iingat sa kaligtasan, dahil ang mga gas na ginamit ay sumasabog.
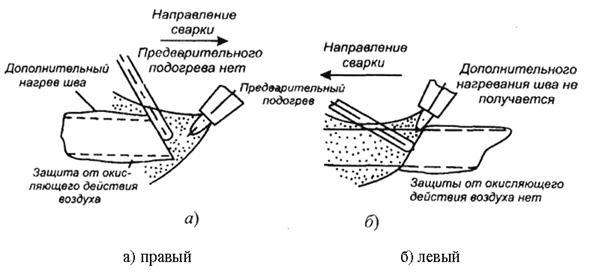
Ang koneksyon ng mga tubo gamit ang gas welding ay maaaring isagawa sa 2 paraan:
- mula kaliwa hanggang kanan. Ang additive ay ibinibigay pagkatapos ng pagpainit na may burner, na nagpapahintulot sa mga welding pipe na may kapal na higit sa 5 mm. Ang tahi ay hindi masyadong pantay at nangangailangan ng karagdagang pagpipino.Sa ganitong paraan, ang gate ay hinangin mula sa isang profile pipe at iba pang tatlong-dimensional na istruktura;
- mula kanan hanggang kaliwa. Ang additive ay pinakain sa harap ng burner, na nagbibigay-daan sa iyo upang makuha ang pinaka-pantay na tahi. Ito ay pangunahing ginagamit para sa mga tubo na mas mababa sa 5mm ang kapal, tulad ng welding profile pipe truss, garden bench at iba pa.
Magagamit na mga paraan upang bumuo ng isang hinang
Pagkatapos ng kumpletong paglamig, ang tahi ay inirerekomenda na malinis at protektado mula sa kaagnasan.
Ang gas welding ay ginagamit upang ikonekta ang mga profile pipe na gawa sa mga non-ferrous na metal (tanso, aluminyo, tanso, at iba pa).
Ang mga bentahe ng gas welding ay:
- pagiging simple. Ang welding ng isang istraktura na may gas burner ay hindi nangangailangan ng espesyal na kaalaman at kasanayan;
- pagkakaroon. Ang mga kinakailangang sangkap (mga gas) ay maaaring mabili nang walang labis na kahirapan;
- hindi na kailangan ng malakas na pinagmumulan ng electric current.
Arc welding
Ginagamit ang arc welding kapag pinagsama ang mga profile na gawa sa ferrous metal, iyon ay, bakal.
Ang electric arc welding ay isinasagawa gamit ang:
- welding machine;
- mga electrodes.
Teknolohiya ng Arc welding
Ang pagpili ng mga electrodes at ang kinakailangang kasalukuyang para sa hinang ay isinasagawa batay sa kapal ng metal ng profile pipe.
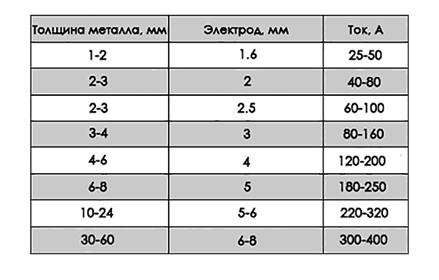
Talaan ng ratio ng metal na hinangin at ang mga electrodes na ginamit
Ipinapakita ng talahanayan ang inirerekomendang mga parameter ng elektrod. Upang matiyak na ang elektrod ay napili nang tama, kinakailangan na magsagawa ng isang pagsubok na tahi sa maliliit na seksyon ng mga tubo.
Ang lakas ng kasalukuyang ay nakakaapekto rin sa kalidad ng hinang. Upang gawing mas malakas ang tahi hangga't maaari, kinakailangan upang makamit ang pinakamataas na posibleng kasalukuyang lakas.
Ang welding ng isang profile pipe na may inverter ay isinasagawa sa sumusunod na pagkakasunud-sunod:
- ang mga welded na seksyon ng mga profile pipe ay ligtas na naayos upang maiwasan ang kanilang pagpapapangit at pag-aalis. Upang gawin ito, maaari mong gamitin ang parehong mga espesyal na aparato at mga improvised na tool;
- sa 4-5 puntos, ang spot welding (tack welding) ay ginaganap, na nagbibigay-daan sa paunang pagkonekta sa mga bahagi;

Ang paunang yugto ng structural welding
- sinusuri ang kawastuhan ng disenyo. Kung kinakailangan, sa tulong ng isang martilyo, ang mga depekto ay naitama;
- ang pinagsamang ay sa wakas ay hinangin. Kasabay nito, inirerekomenda na subaybayan ang bilis ng paggalaw ng elektrod upang ang metal ng mga tubo ay may oras upang ganap na matunaw at sa parehong oras ay hindi lumubog sa loob ng profile.
Ang mga tubo ng profile na may kapal na higit sa 5 mm ay inirerekomenda na welded sa ilang mga yugto upang makakuha ng isang malakas na tahi. Sa kasong ito, ang hinang ay isinasagawa sa magkasalungat na direksyon na may kaugnayan sa bawat isa.
Matapos makumpleto ang hinang, ang istraktura ay dapat na palamig upang maiwasan ang pagpapapangit ng profile pipe.
Ang natapos na tahi ay nalinis ng mga espesyal na tool, halimbawa, isang gilingan ng anggulo.

Pagproseso ng tahi gamit ang isang drill
Ang welding site ay nangangailangan ng mataas na kalidad na proteksyon mula sa mga impluwensya sa kapaligiran, dahil ang metal na nakalantad sa mataas na temperatura ay kinakalawang nang maraming beses nang mas mabilis.
Maaari kang matuto nang higit pa tungkol sa arc welding sa pamamagitan ng panonood ng video.
Ang lahat ng gawaing hinang ay dapat isagawa, na sinusunod ang mga pag-iingat sa kaligtasan at paggamit ng mga paraan upang maprotektahan ang welder. Ang pagpili ng paraan ng hinang ay depende sa materyal na kung saan ginawa ang mga tubo ng profile, pati na rin sa magagamit na kagamitan.

