İnşaat demiri, sac metal vb. nasıl bükülür? özel bir alet olmadan
Nerede yapıldığına bakılmaksızın, kendi ellerinizle zaten büyük bir revizyona başladıysanız: evde veya dairede, o zaman birçok teste hazır olmanız gerekir.
Özellikle, uygun deneyim ve özel ekipman olmadan çözülmesi çok zor olan bir takım sorunlar ortaya çıkabilir. Örneğin, herkes bir sac, inşaat demiri, profil, köşe vb.'nin nasıl büküleceğini bilmiyor. iyi sonuçlar alırken. Bu yazımızda "esnek olmayan" soruları minimum araç gereçle idare ederek cevaplamaya çalışacağız.
Bir metal sac, galvanizleme, profil nasıl bükülür
Çoğu zaman, metal yapıları monte ederken, sadece çelik sacları kesmek değil, aynı zamanda onlara kavisli bir şekil vermek de gereklidir.
Bunu, üçüncü taraf hizmetlere para harcamadan evde yapabilirsiniz. Örneğin, bir metal levha nasıl bükülür? Bunu yapmak için tahta veya lastik çekiç, maşa, masaya ihtiyacımız var.
90 derecelik bir eğrilik bekleniyorsa, bu araç seti yeterli olacaktır. Levha basitçe masanın kenarından sarkar, ardından istenen eğrilik, bükülme alanında tek tip kılavuz çekme ile elde edilir.
Ön ısıtma olmadan bir boru nasıl bükülür
Profil borusunu, ön ısıtma yapmadan, dolgulu ve dolgusuz olarak kendiniz bükmek mümkündür. Profil yüksekliği 10 mm'yi geçmeyen kum veya reçine borularla doldurma gerektirmez.
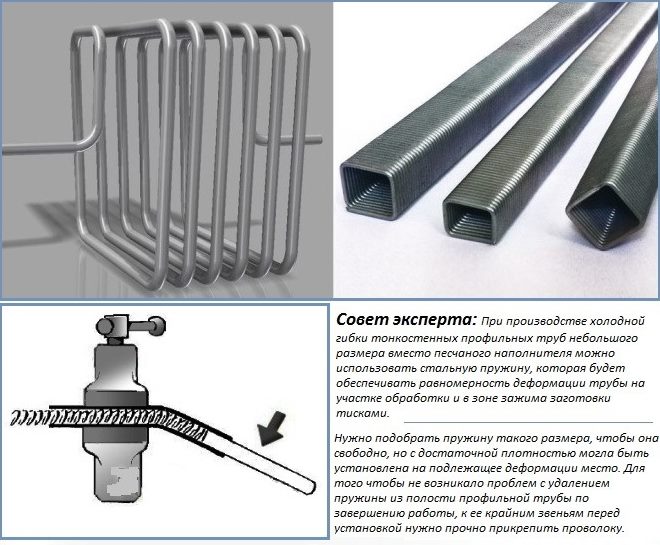
Profesyonel borunun iç boşluğuna yerleştirilen ve ürün duvarlarını deformasyondan ve kalınlıklarındaki aşırı değişikliklerden koruyan bir dolgu yerine yoğun bir bobin bobinine sahip bir yayın kullanılmasını içeren başka bir teknik daha vardır. bükme işlemi sırasında.

Basit bir boru bükücünün tasarımı, kendi kendine üretim için basit ve uygun maliyetlidir.
Profil boruları ısıtmadan kendi elleriyle bükmesi gerekenler için eğitim videosunu ve aşağıdaki basit önerileri kullanabilirsiniz.
- Bir mengene, mandreller, bükme plakaları gibi en basit cihazları kullanarak profil borularında gerekli bükülmeyi elde etmek mümkündür.
- Yuvarlak profilli ürünler için manuel boru bükücü kullanabilirsiniz. Bu cihazda, girintinin şekli boru profiline karşılık gelmesi gereken çalışma silindirlerini yeniden yapmak gerekir.
- Satın alabileceğiniz veya kendiniz yapabileceğiniz bir rulo şekillendirme makinesi kullanarak boruları en verimli ve doğru şekilde bükebilirsiniz.
Profil bükmenin karmaşıklığı nedir
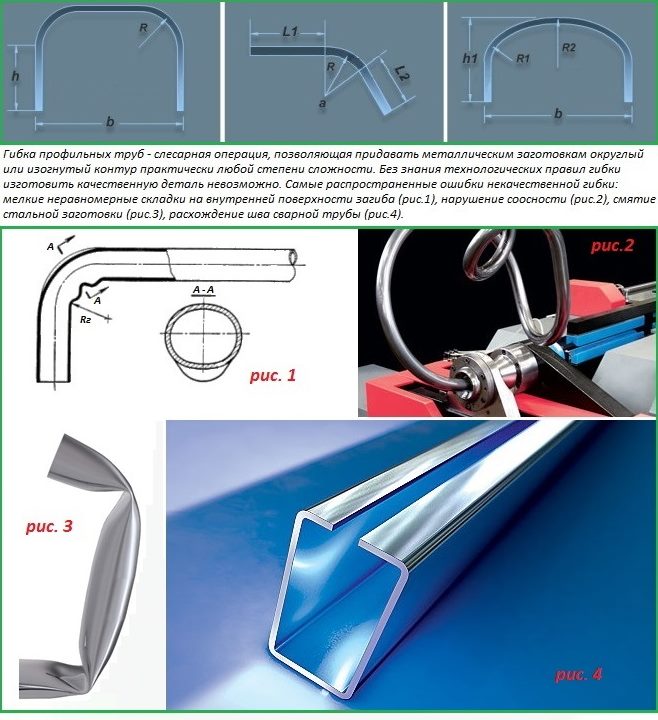
Profilinin şekli ne olursa olsun, haddelenmiş metalin bükülmesinin özü, profil borularına kısmi veya tam bir bükülme verilmesidir. Böyle bir teknolojik işlem iki şekilde gerçekleştirilir: bükülmüş boruya sadece basınç uygulayarak veya ek olarak borunun bükülmenin yapıldığı alandaki bölümünü ısıtarak. Bükme sırasında metal bir boruya aynı anda iki kuvvet etki eder:
- sıkıştırma kuvveti (dirseğin içinden);
- çekme kuvveti (bükülmüş bölümün dış kısmından).
Herhangi bir profil borunun bükme işleminin karakteristik zorluklarına neden olan, bu tür çok yönlü kuvvetlerin etkisidir.
- Bükme işlemi sırasında şeklini değiştiren boru malzemesinin bölümleri, konumlarının eş eksenliliğini kaybedebilir, bu da borunun ayrı bölümlerinin farklı düzlemlerde yer almasına neden olur;
- Dirseğin dış tarafında bulunan ve gerilime maruz kalan borunun duvarı, yüke ve patlamaya dayanamayabilir.
- Sıkıştırmaya maruz kalan borunun iç duvarı, oluklara benzeyen kıvrımlarla kaplanabilir.
Profil boruların teknik özellikleri
Bunun olmasını önlemek için, sadece boru malzemesinin özelliklerini değil, aynı zamanda geometrik parametrelerini de - kesit boyutları, duvar kalınlığı, bükülmesi gereken yarıçap - dikkate almak gerekir. Yukarıdakilerin bilgisi, uygun teknolojiyi seçmenize ve oluklu boruyu ezmeden ve oluklu bir yüzey almadan doğru şekilde bükmenize izin verecektir.
Endüstriyel soğuk bükme yöntemleri

Elemanın çapına ve işin miktarına bağlı olarak el aletleri (boru bükücüler) veya elektromekanik tahrikli cihazlar kullanılabilir.
Başlıca endüstriyel soğuk bükme yöntemleri şunlardır:
- Sarma yöntemi. Bu teknik, farklı düzlemlerde 1.0-4.26 cm aralığında bir kesite sahip bir boruyu bükmenizi sağlar. Bölümün şeklini korumak için kompozit veya çubuk mandreller kullanılır - kalibrasyon tapaları.
- Bir bükülme ile. Bu yöntem, çapı 15 cm'den fazla olmayan boru şeklindeki elemanların bükülmesi için uygundur, bu durumda duvar kalınlığı etkileyici olmalıdır. Yöntemin özü: bir yuvarlanan silindir, belirli bir boyuttaki statik bir bükme silindiri etrafında hareket eder. Boruyu bastırır ve büker.
- Rulman. Bu yöntem, iş parçasını spiral veya halka şeklinde bükmenizi sağlar. Silindirler üzerinde eleman silindirler tarafından hareket ettirilir ve silindirlerin konumu ile belirtilen eğriliği elde eder.
- Resim çizme. Yöntem, ince duvarlı dikişsiz ürünleri bükmek için uygundur. Bükme için, daha büyük çaplı boru şeklindeki bir elemandan bir şablon yapılır. Daha sonra şablon kalıba geçirilir ve bir kelepçe ile sabitlenir. Şablonun dönmesi nedeniyle iş parçası kalıptan çekilir ve bükülür.
- Gererek. Bu teknik, metal deformasyon riskini en aza indirir. Bunu yapmak için, iş parçası bir bükme şablonu kullanılarak aynı anda kenarlarda sabitlenir, gerilir ve bükülür.
- Destekler üzerinde. Genellikle iş parçasının yerleştirildiği iki destek kullanılır. Destekler büküldükçe kendi eksenleri etrafında dönerler. Şablon, iş parçasının merkezine kuvvet uygulanacak şekilde kriko çubuğa bağlanır. Yöntem, çapı 35,1 cm'den fazla olmayan boru şeklindeki ürünleri bükmek için uygundur, ekipman doğrudan şantiyede bükülmeye izin verir.
- İçinde hidrostatik basınç var. Bunu yapmak için, boru şeklindeki elemana sıvı enjekte edilir. Fişler uçlara takılır. Ortaya çıkan gerilimler nedeniyle metal neredeyse plastik bir duruma ulaşır. Daha sonra bükme yerine bir şablon getirilir ve iş parçası bükülür.
- İtme ile. Yöntem, üç inç çapındaki bükme elemanları için uygundur. İş parçası sabit ve hareketli bir kalıptan itilir. Matrislerin birbirine göre yer değiştirmesi nedeniyle, bükümün eğriliğini ayarlamak mümkündür. Bu tekniği kullanarak, bir iş parçası farklı düzlemlerde birkaç kez bükülebilir.
Mandrellerin kullanımına gelince, kesiti 3,2 cm'den fazla olmayan borular için en basit tapa çelik bir kablo olabilir. Bu kablonun bir ucu sapa sabitlenmiştir. Diğer ucu ise lümene çekme işlemini gerçekleştirmek için tele bağlanır. Bu durumda, kalibrasyon tapasının çapı, boru şeklindeki ürünün enine kesitinden biraz daha küçük olmalıdır - yaklaşık 0.1-0.5 mm.
Kalibrasyon tapalarının kullanımı sırasında iş parçasının iç yüzeyinde istenmeyen çizikler ve çentikler oluşabilir. Bu genellikle paslanmaz çelik ürünleri bükerken olur. Bu tür istenmeyen sonuçlara karşı korunmak için doğru mantar malzemesini seçmeniz, ayrıca yağlayıcı kullanmanız ve yüzeyi iyice temizlemeniz gerekir.
Boru bükme özellikleri

İş parçalarını bükmenin tüm yöntemleri, manuel ve mekanik ile sıcak ve soğuk olarak ayrılabilir.Bazen bükme işlemine, boru şeklindeki ürün için, elemanın sonraki çalışması üzerinde önemli bir etkisi olan istenmeyen sonuçlar eşlik eder. Bu sonuçların tezahür derecesi, borunun yapıldığı malzemeye, çapına, bükülme yarıçapına ve ayrıca bükme prosedürünün gerçekleştirildiği yönteme bağlıdır.
Bükmenin olumsuz sonuçları aşağıdaki noktaları içerir:
- Bükümün dış yarıçapı boyunca yer alan iş parçasının duvar kalınlığının azaltılması.
- Bükümün iç yarıçapı boyunca yer alan duvarda kırışıklık ve kıvrım oluşumu.
- Bölümün konfigürasyonunu değiştirme (lümenin boyutunu ve şeklini küçültmek - ovalleşme).
- Malzemenin yay etkisi nedeniyle bükülme yarıçapında değişiklik.
Bükmenin en yaygın dezavantajı, bölümün konfigürasyonundaki ve duvar kalınlığındaki bir değişikliktir. Metalin gerilmeleri nedeniyle, dış duvar bükülmede incelirken, iç duvar ise tam tersine kalınlaşır. Bu, boru şeklindeki elemanın gözle görülür bir şekilde zayıflamasına neden olur. Bu fenomen, taşınan ortamın daha fazla basıncına maruz kalan borunun dış duvarının yırtılması nedeniyle tehlikelidir.
Ovalizasyon ayrıca iş parçasını önemli ölçüde zayıflatır. Bu fenomen, bir maddeyi titreşimli bir yük koşulları altında taşımak için tasarlanmış bir boru hattını bükerken özellikle tehlikelidir. Bu tür elemanlar bina yapıları olarak kullanılıyorsa, ovalleşme elemanın görünümünü etkileyecektir. Bu nedenle bükme sürecinde bu tür fenomenleri mümkün olduğunca en aza indirmeye çalışırlar.
Malzemenin kalınlaşması nedeniyle iç duvarda kıvrımlar oluşursa, bunlar sadece kesitte bir azalmaya neden olmayacak, aynı zamanda hareketli akışa direnç oluşturacaktır. Bu da korozyon olasılığını artırır. Ek olarak, yapısal boru şeklindeki elemanın taşıma kapasitesi azalacaktır.
Boru bükme aletleri
Bu işlemi gerçekleştirmek için en basit cihazları kullanırsanız, boru bükücü olmadan bir borunun nasıl büküleceği sorusu zorluk çıkarmaz. Aşağıdaki cihazları kullanarak boruların soğuk bükümünü gerçekleştirebilirsiniz.
- Profil yüksekliği 10 mm'den fazla olmayan yumuşak (alüminyum) veya çelik bir borunun bükülmesinin gerekli olduğu durumlarda, içine durdurmaların yerleştirildiği delikli yatay bir plaka kullanılır - metal pimler. Bu pimler yardımıyla ürünler istenilen parametrelere göre bükülür. Bu yöntemin iki ciddi dezavantajı vardır: düşük bükme doğruluğu ve ayrıca onu kullanırken önemli fiziksel çaba sarf etmenin gerekli olduğu gerçeği.
- Profil yüksekliği 25 mm olan ürünler en iyi şekilde merdane armatürleri kullanılarak bükülür. Boru bir mengeneye güvenli bir şekilde sabitlenir ve özel bir silindir kullanılarak bükülmesi gereken kısmına bir kuvvet uygulanır. Bu cihaz daha iyi bir viraj almanızı sağlar, ancak aynı zamanda fiziksel çaba uygulanmasını gerektirir.

Seçenek, dedikleri gibi, aceleyle. Bu son derece basit cihazın uzun kolu, oldukça kalın borularla başa çıkmanıza izin verir.
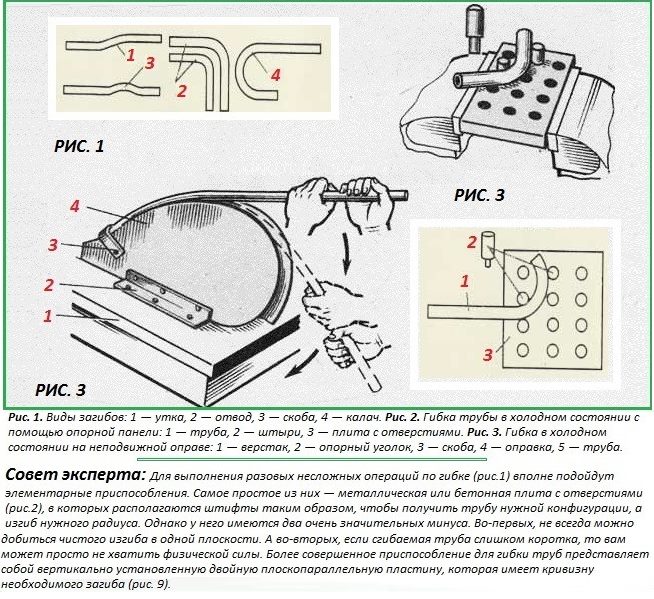
Temel cihazlar bir kerelik boru bükme işlemine yardımcı olacaktır
Çelik veya alüminyum oluklu borularda geniş bir eğrilik yarıçapına sahip bir dirsek oluşturmak için, ürünü sabitlemek için üzerine özel kelepçelerin monte edildiği sabit yuvarlak şablonlar kullanılır. Böyle bir cihazda, boru ayrıca, şekli tam olarak gerekli bükülme yarıçapına karşılık gelen şablonun oluğuna yerleştirilerek kuvvetle manuel olarak bükülür.

Bir bükme şablonu yapmak için ihtiyacınız olan tek şey kontrplak ve metal zımbalar
bükme plakası
Çelik veya alüminyum boruları evde etkili bir şekilde bükmek için aşağıdaki yönergeleri kullanarak yükseltilmiş bir bükme plakası yapabilirsiniz.
- Böyle bir plakanın rolü, büyük kalınlıkta sacdan kesilmiş bir panel tarafından oynanır.
- Bu şekilde yapılan panel, özel bir kaide üzerine monte edilen rafa kaynaklanır.
- Panelde, profil borusu için durdurucu görevi gören cıvataları takmak için gerekli olan iki delik açılır.
- Durdurma cıvatalarından birine, bükülme yarıçapının ayarlandığı özel bir nozul yerleştirilmiştir.
- Bükülmeye bitişik boru bölümlerinin hizalanmasını sağlamak için, iş parçasının üzerine cıvatalarla sabitlenmiş bir metal plaka yerleştirilir.
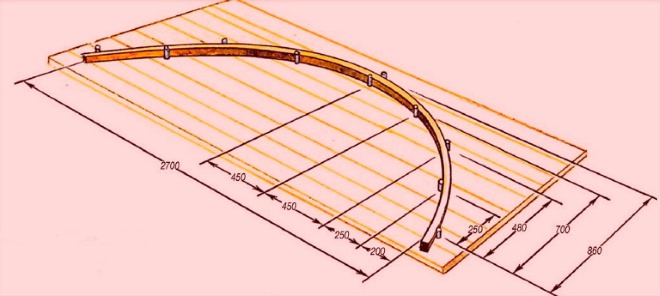
Profil borularını bükmek için standın şeması
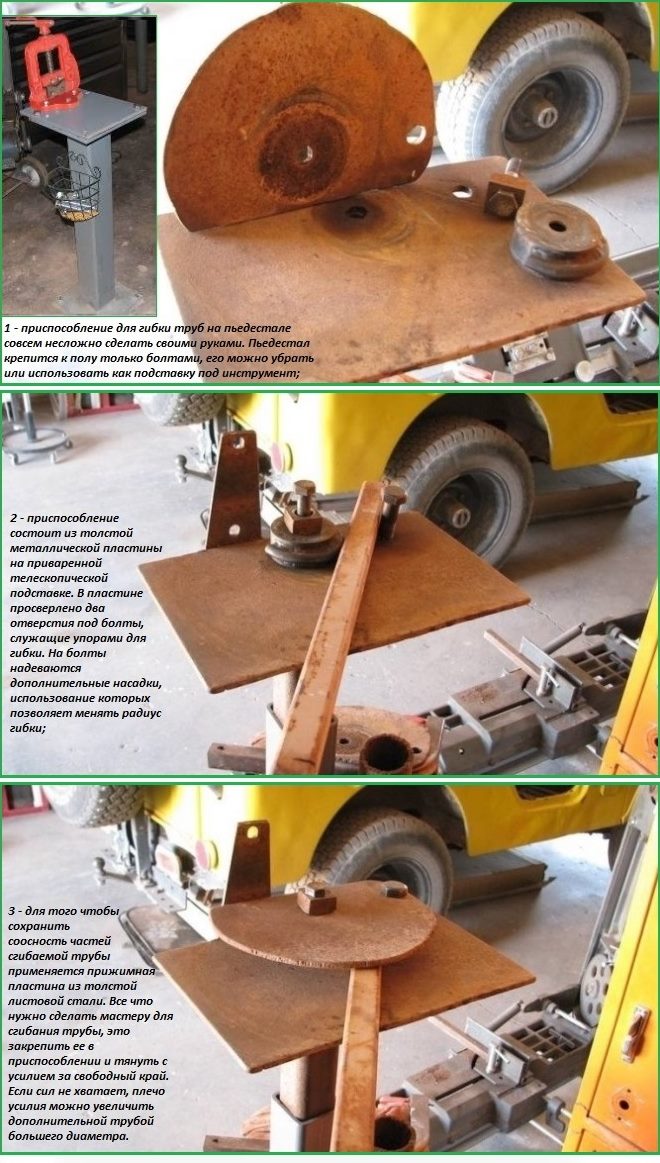
Basit bir ev yapımı bükme cihazı üretme ilkesi
mandrel bükme
Duvar yüksekliği 25 mm'yi geçmeyen evde profil boru ürünlerini bükmek için özel bir mandrel yapılabilir. Bu amaçlar için, yüzeyinde böyle bir cihaz için yeterli alan olacak olan genel bir tezgah kullanmak daha iyidir. Bükülebilir boruyu sabitleyen elemanın en uygun konumunu seçmek için, genellikle tezgahın bir ucunda delikler açılır. Kalın kontrplaktan veya sık kullanacaksanız metal bir köşeden yapılabilen oluklu borunun gerekli bükülme yarıçapını sağlamaktan özel bir şablon sorumludur.

Profil borunun mandrel ile bükülmesi
Profil bükme uygulaması
Tabii ki, profil borularını bükme konusunda önemli miktarda işiniz varsa, bunun için çizimleri internette kolayca bulunabilen özel bir makine yapmak daha iyidir. Bu konuyu burada incelemeyeceğiz, çünkü aşağıdaki bağlantılardaki makalelerde daha ayrıntılı olarak ele alınmaktadır.

Ev yapımı bir profil bükücü için birçok seçenekten biri
Geniş profil kesitli boruları bükmeniz gerekse bile böyle bir makine olmadan yapamazsınız. Geniş çok yönlülük ile karakterize edilen böyle bir makinenin ana çalışma gövdeleri, ikisi hareketsiz sabitlenmiş üç rulodur ve üçüncünün konumu değiştirilerek ürünün bükülme yarıçapı ayarlanır. Böyle bir cihaz için bir tahrik olarak, bir zincir tahriki ve operatör tarafından döndürülen bir kol kullanılır.
oval koruma

Galvanizli bir borunun soğuk bükülmesinin ana yöntemleri, iş parçasını bükmenize izin veren ve kesitinin şeklini mümkün olduğunca koruyan önlemler sağlar. Bu genellikle iki yoldan biriyle yapılır:
- Bölümün şeklini içeriden korumak için önlemlerin kullanılması (dahili sınırlayıcı kullanımı).
- Yan duvarların genişlemesini önlemek için harici bir durdurucu kullanmak.
Dolgu maddesi olarak sert malzemeler şekillerini daha iyi korur, bu nedenle daha sık kullanılırlar. Ancak elastik dolgu maddelerinin kullanılması nedeniyle, bükümün dış yüzeyinde daha az esneme olur.
Profil muhasebesine duyulan ihtiyaç
Profil boru haddeleme kategorisi, farklı bir kesit şekline sahip ürünleri içerir - yuvarlak, kare, oval veya düz oval. Bu çeşitliliğe rağmen, bir sera veya gölgelik yapımında, dikdörtgen veya esas olarak kullanılır. Bunun nedeni, dış kaplamayı düz duvarlarına monte etmenin çok daha kolay olmasıdır.
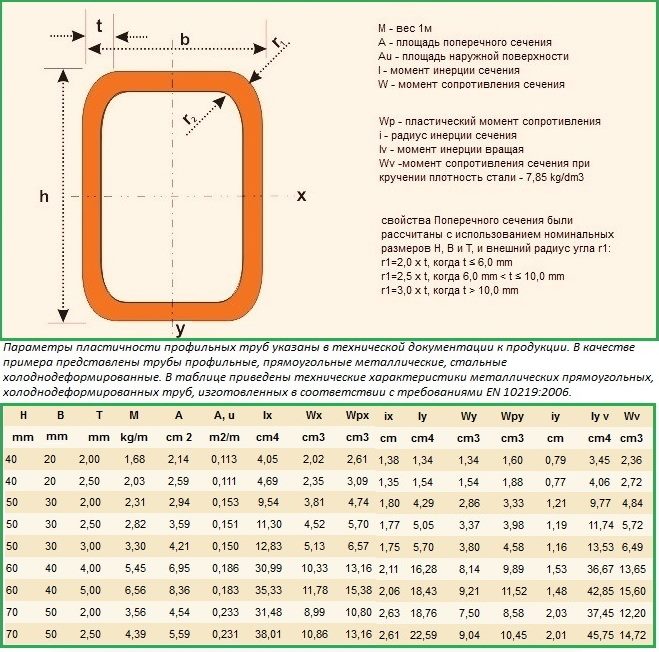
Modern profil boru yelpazesi çok çeşitlidir. Ana kesit alanı ve duvar kalınlığı olan geometrik parametreleri, ürünün plastik özelliklerini belirler. İkincisi, izin verilen minimum eğrilik yarıçapı gibi bir göstergeyi karakterize eder. Borunun hasar görmemesi için hangi minimum yarıçapta bükülebileceğini belirlemenizi sağlayan bu parametredir.
İş parçalarına zarar veren yaygın hatalardan kaçının
Minimum bükülme yarıçapı olarak dikdörtgen profilli veya dikdörtgen profilli bir borunun böyle bir parametresini belirlemek için profilinin yüksekliğini bilmek yeterlidir. Dikdörtgen veya kare şeklinde kesitli bir profil boruyu bükecekseniz, aşağıdaki önerilere uyulmalıdır.
- Profil yüksekliği 20 mm'yi geçmeyen borular, uzunluğu 2,5xh değerini (h profil yüksekliğidir) aşan kesitlerde bükülebilir.
- Profil yüksekliği 20 mm'yi geçen ürünler, uzunluğu 3.5xh veya daha fazla olan bölümlerde başarıyla bükülebilir.
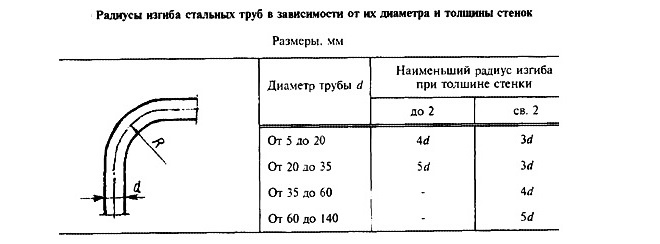
Çelik borular için minimum bükülme yarıçapları
Bu tür öneriler, profil borularını kendi elleriyle bükecek olanlar için raflar, kanopiler ve onlardan çeşitli çerçeve yapıları yapmak için faydalı olacaktır. Ancak bu durumda, boruların yüksek kalitede bükülme olasılığının duvarlarının kalınlığından da etkilendiği unutulmamalıdır. Duvar kalınlığı 2 mm'den az olan ürünler hiç bükülmemeli ve bunlardan yapı oluşturmak gerekirse kaynaklı bağlantılar kullanın.
Evde, sadece belirli nüansları dikkate alarak karbon veya düşük alaşımlı çeliklerden yapılmış profesyonel boruları bükmek mümkündür. Bu tür borular büküldükten sonra geri yaylanabilir ve orijinal durumlarına geri dönebilir, bu nedenle bitmiş yapılar şablona göre yeniden yerleştirilmelidir. Geri yaylanma değeri, plastik direnç momenti - Wp gibi bir profil boru parametresi ile karakterize edilir. Bu parametre beraberindeki belgelerde belirtilmiştir (ne kadar düşükse, bükülme sırasında profesyonel borular o kadar az yaylanır).
Profil ve yuvarlak ürünler için boru bükücüler
Çelik ve bakır borular için boru bükücüler:
- Manuel,
- mekanik.
Ayrıca manuel veya mekanik bir tipe ait olmak, boru bükücünün hem tasarım özelliklerini hem de performansını belirler.
Manuel cihazlar
Manuel boru bükücü şunlardan oluşur:
- yatak,
- konveyör,
- sıkma elemanı.
Boru, zincir iletimi ile bağlanan makaralardan oluşan bir konveyöre yüklenir ve ürünün ilgili yüzüne baskı yapan üst (veya alt) makara tarafından preslenir. Besleme silindirlerinin tutamağını döndürerek, ölçülen segmenti basınç bölgesi boyunca ilerletmek ve sonuç olarak profil boruyu veya benzeri bir yuvarlak ürünü bükmek mümkündür.
Bununla birlikte, manuel işlemin kendi nüansları vardır. İlk olarak, profil borusunu kendi elinizle bükebilirsiniz, ancak sonuca ulaşmak için önemli bir çaba sarf etmeniz gerekir. İkincisi, manuel boru bükücüler, yalnızca küçük ürün gruplarını işlemek için uygundur.
mekanik aparat
Mekanik aparat, gücümüzü profil boruyu istenilen yarıçapta bükmek için harcama ihtiyacından kurtarır. Aslında mekanik bir boru bükücüde hem konveyör hem de sıkıştırma elemanı operatörün kas gücünden değil, bir elektrik motorundan ve bir hidrolik tahrikten çalışır.
Bu durumda, cihazın çalışma şeması değişmeden kalır. Yani, ilk durumda olduğu gibi, konveyörü bir boru ile doldururuz, bükülecek ürünün düzleminde bir sıkıştırma kuvveti yaratırız (burada, ölçüm bölümü boyunca hareket etmeye başlamadan önce bile profil borusunu bükmek gerekir). konveyör) ve ağdaki cihazı açın. Sonuç olarak boru, basınç silindiri bölgesinden geçer ve eğriliğini değiştirir. Manuel ve mekanik bükme işlemi aşağıda daha ayrıntılı olarak tartışılacaktır.
Ön ısıtma olmadan bir boru nasıl bükülür
Profil borusunu, ön ısıtma yapmadan, dolgulu ve dolgusuz olarak kendiniz bükmek mümkündür. Profil yüksekliği 10 mm'yi geçmeyen kum veya reçine borularla doldurma gerektirmez.
Küçük boyutlu ince duvarlı boruları bükmenin nüansları
Profesyonel borunun iç boşluğuna yerleştirilen ve ürün duvarlarını deformasyondan ve kalınlıklarındaki aşırı değişikliklerden koruyan bir dolgu yerine yoğun bir bobin bobinine sahip bir yayın kullanılmasını içeren başka bir teknik daha vardır. bükme işlemi sırasında.
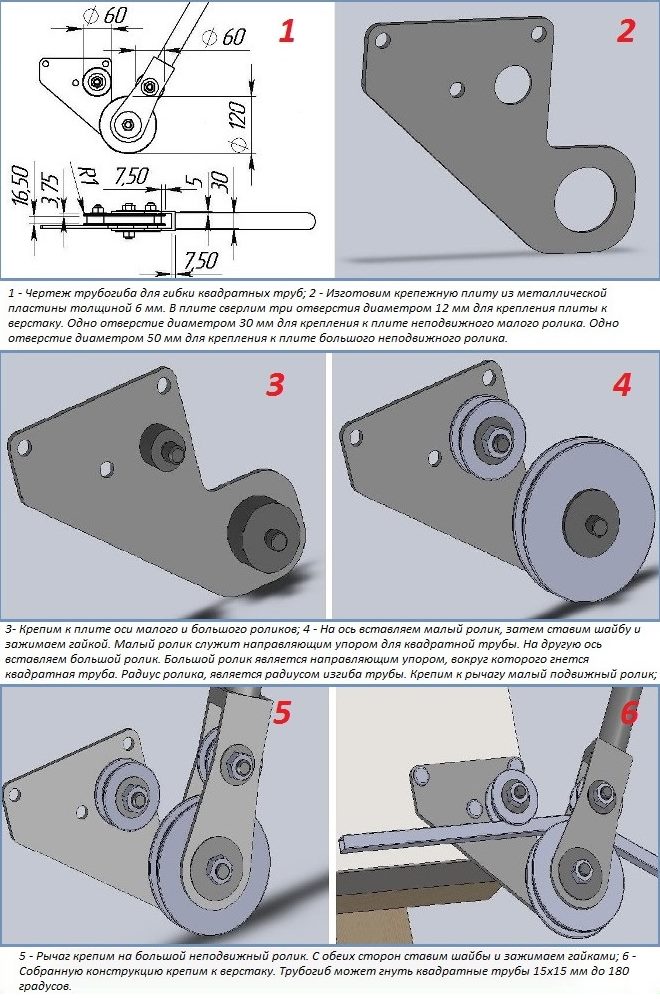
Profil borular için mekanik bir boru bükücünün çizimi ve detayları
Basit bir boru bükücünün tasarımı, kendi kendine üretim için basit ve uygun maliyetlidir.
Profil boruları ısıtmadan kendi elleriyle bükmesi gerekenler için eğitim videosunu ve aşağıdaki basit önerileri kullanabilirsiniz.
- Bir mengene, mandreller, bükme plakaları gibi en basit cihazları kullanarak profil borularında gerekli bükülmeyi elde etmek mümkündür.
- Yuvarlak profilli ürünlerde kullanılabilir.Bu cihazda, girintinin şekli boru profiline karşılık gelmesi gereken çalışma silindirlerini yeniden yapmak gerekir.
- Satın alabileceğiniz veya kendiniz yapabileceğiniz boruları en verimli ve doğru şekilde bükebilirsiniz.
Düz bir metal levha nasıl bükülür
İş parçası nispeten küçükse, iki sarma çubuğunun yardımıyla metal levhayı sıkıca sabitleyebileceğiniz ve ancak daha sonra bir çekiçle bükebileceğiniz bir mengene kullanabilirsiniz. Gerekirse bükülme noktası bir gaz brülörü ile ısıtılabilir, ancak bu yöntem galvanizli ürünler için geçerli değildir!
bir metal levhayı bükmek
İnce bir metal sacdan bahsediyorsak, bükme prosedürü önemli ölçüde basitleştirilebilir.
Bunu yapmak için, bükülme yerinde metal “çizilir” (kesici olarak bir kural veya metal bir cetvel kullanırız - metal için demir testeresinin sivri bir parçası). Kalınlığın yarısına kadar kesilen metal, daha sonra ana hatlarıyla belirtilen çizgi boyunca kolayca bükülür. Bir metal levhayı nasıl bükeceğimizi neredeyse anladık diyebiliriz.
Galvanizli büküyoruz
Galvaniz nasıl bükülür?
Galvanizli bir sac veya bitmiş bir ürün, örneğin bir profil olabilir. Sac, diğer metal sacları bükerken olduğu gibi bükülür. Profil nasıl bükülür? Onunla uğraşmak zorunda kalacaksın. Kare veya dikdörtgen bir profilin geniş bir eğrilik yarıçapı elde etmek için, aşağıdaki yöntemi kullanabilirsiniz: profili ince kumla sıkıca doldururuz, her iki deliği de tahta kazıklarla tıkarız ve ancak bundan sonra, bir tokmakla hafifçe vurarak bükeriz. .
U şeklindeki bir profili bükmek için (bu, prensip olarak, kavisli bir şekle sahip levhaların elde edilmesi için de geçerlidir), ayrıca, eğriliği bitmiş parçaya karşılık gelen bir nesne şeklinin kullanılması gerekir. Bükme işlemini kolaylaştırmak için profilde üçgen elemanlar kesilebilir.
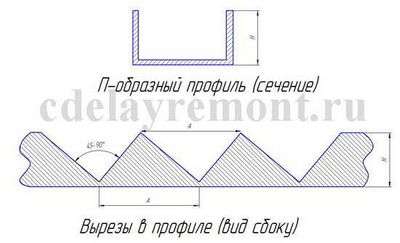
Daha sonra bükülecek ürün, bir çekiçle düzgün bir şekilde vurularak nesnenin etrafına "sarılır".
Önemli! Kıvrımın mümkün olduğunca eşit ve doğru olması için çekiç darbeleri hafif olmalı ve mümkün olduğunca birbirine yakın olmalıdır. Galvaniz nasıl daha kolay bükülür? Bir taşlama makinesi kullanarak, büküm alanında bir veya iki kesim yaparız (böylece yapı geçici olarak zayıflar), ürünü büker ve ardından bükümü kaynak yaparız.
Bu yaklaşım, profilli boruları ve karmaşık metal şekilli ürünleri bükerken kullanmak önemlidir. Eğriliği basitleştirmek için galvanizli çeliği ısıtmanın imkansız olduğunu unutmayın!
Belki de köşeyi nasıl bükeceğini düşünen insanların karşılaştığı en zor görevlerden biri. Sağlam bir ürün elde etmek için, köşenin yüzeyine eşit ve yavaşça vurarak, yavaş yavaş yaylayarak terlemeniz gerekir.
Bükümü ısıtabilen bir gaz brülörü kullanılması tavsiye edilir. Bunu daha kolay yapabilirsiniz - galvanizli bir ürünle yukarıda açıklanan durumda olduğu gibi bir öğütücü kullanın. Zaten kavisli bir ürün satın almak daha da kolaydır, o zaman “köşe nasıl bükülür” sorusu kendiliğinden ortadan kalkacaktır.
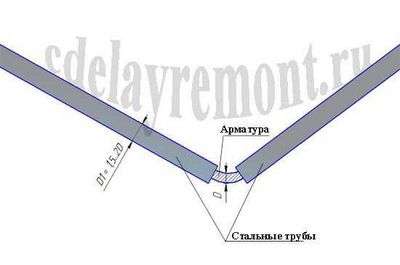
inşaat demiri nasıl bükülür
Evde, takviyeyi bükmek oldukça mümkündür, ancak çoğu, fiziksel verilerinize ve metal çubuğun çapına bağlıdır.
İnşaat demiri nasıl bükülür? Bunu yapmak için, çapı bükülmüş çubuğun çapından daha büyük olan iki adet çelik boruya ihtiyacımız var. Bu tür boruların uzunluğu ne kadar uzun olursa, takviyeyi bükmek o kadar kolay olacaktır (kaldıraç nedeniyle güç kazancı). Donatıyı bükmek için yapılması gereken tek şey, iki borunun içine sokup borulardan birini sabitleyerek (ayağınızla bastırarak veya direklerin arasına dayayarak), ikincisini kaldıraç olarak kullanmaktır. istenen eğriliği güçlendirin.
Bu kadar!
Esnek aletlerle metal bükme
Çizgiye bir fısıltı yardımıyla basarak, çizilen çizgi boyunca hareket eder, böylece kesikler, tabakanın yaklaşık yarısına kadar ulaşır. Katlanmış levha, bir örs veya herhangi bir ağır ve düz metal parçası üzerine yerleştirilmelidir.
Kesilen metalin eğrisini yapmak için metal bir köşeye ihtiyacınız var.
Levhayı belli bir açıyla katlayın, bir torbaya sabitleyin veya oluğun kenarda düz olması ve çekicin kıvrılıp yardımcı olmasına devam etmesi için dik açıyla bir yüzeyin kenarına yerleştirin.
Oluk ne kadar derin olursa, tabakayı çevirmek o kadar kolay olur. Bu süreci kolaylaştırmak için birinden yardım almanızı öneririz.
İçerir:
- arkadaş
- Nispeten
- bildiğin biri
- çalışma arkadaşı.
Metal yüzük nasıl alınır?
Sac kaplandığında, açılı değil, halka şeklindedir, bunu sacın yüzeyine çekiçle vurarak yapabilirsiniz. Çizgilere paralel net çizgiler üzerinde çizgiler kullanın.
Darbelerden, dairenin yarıçapı her yöne aynı olması gerektiğinden, levha, sacın kenarlarına daha yakından odaklanarak şeklini giderek daha fazla değiştirecektir.
Büküm bittiğinde yaprakların kenarları sonuna kadar bitiyor, perçin veya bira ile birleştirebilirsiniz. Bu işlemi bitirdiğinizde ortaya çıkan halkanın şeklini silin.