Araçlar
Ayrıca yumuşak ve elastik bir bakır borunun çapını, uygun boyuttaki konik bir boşluğa basitçe çekerek manuel olarak da artırabilirsiniz.
Ancak böyle zanaatkar bir şekilde doğru geometriye sahip bir zil elde etmek çok zordur. Duvarların kalınlığı düzensiz olabilir, bu da daha ince duvarların çok fazla gerilmesine ve daha kalın duvarların hiç gerilmemesine neden olabilir. Bir kişi tarafından uygulanan kuvvet de eşit değildir, bu nedenle, çalışma sırasında boru bükülebilir ve boşluk eğrilebilir, bunun sonucunda soket asimetrik ve çarpık hale gelir.
Sökmeyi düzgün yapmak ve borunun kenarından istenen şekle sahip bir soket oluşturmak için, yapısal elemanların güvenilir bir şekilde bağlanmasını daha da sağlayabilen çeşitli araçlar kullanılır.
genişletici
Bu, konik bir boşluk kullanımında olduğu gibi, genişletme işleminin basit bir kuvvet uygulamasıyla yapıldığı manuel bir mekanizmadır. Genişletici, iki tutamak ve bir genişleticiden oluşur - boruya yerleştirilmiş kayan bir konik eleman. Kollara maruz kaldığında, genişleticinin parçaları boruyu gererek farklı yönlerde ayrılır.

Genişletici ucuzdur ve işi hızlı ve fazla çaba harcamadan yapmanızı sağlar. Ancak, bu aracı kullanarak niteliksel bir sonuç elde etmek zordur. Duvarlar düzensiz gerilir, daha ince bölümler kırılabilir.
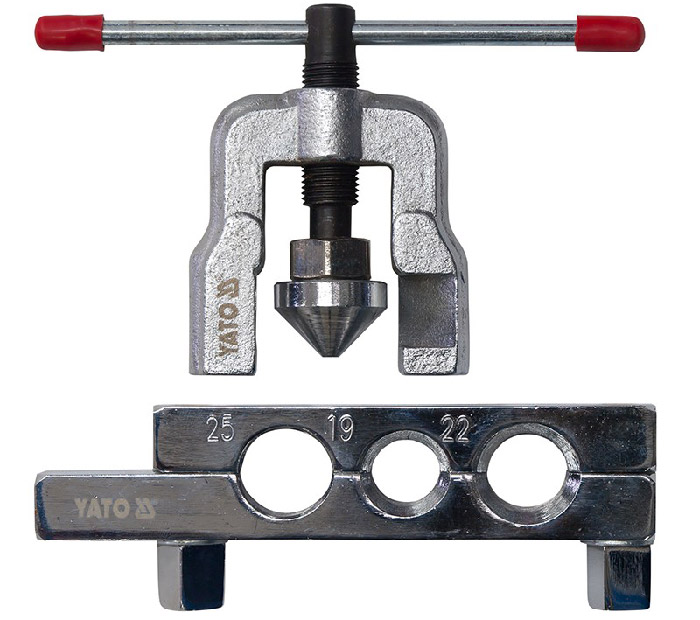
koni ışıl ışıl makine
Bu, iki aletten oluşan küçük bir settir: bir kalıp ve bir ağız açma aletinin kendisi.
Matris, yukarıdan 45⁰'ye kadar genişletilmiş birkaç silindirik deliğe sahip bir mengenedir. Delik boyutları standart boru çaplarına karşılık gelir.
Yayıcı şunlardan oluşur:
- kılavuzlu muhafazalar,
- koni genişletici,
- kontrol mekanizması,
- güç vidası.
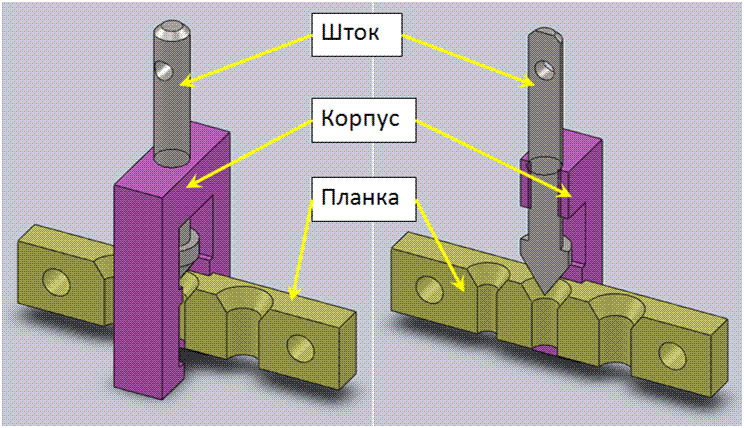
Kontrol mekanizmasını çalıştıran güç vidası döndürüldüğünde, genişletici kademeli olarak boru kenarına vidalanarak genişletilir. Kılavuzlar, borunun ve genişleticinin göreceli konumunun değişmezliğini sağlar, bu nedenle bozulma olmaz ve düzgün ve düzgün bir soket elde edilir.
mekanik parlama
Bu alet öncekine benzer, ancak çalışma gövdesi bir koni değil, bir dizi silindirdir. Silindirler gerilmez, ancak borunun duvarlarını yuvarlar, metalin tüm alevlenen yüzey üzerinde aynı kalınlığa sahip olması ve soketin düzgün ve simetrik olması nedeniyle eşit ve kademeli olarak genişletir.
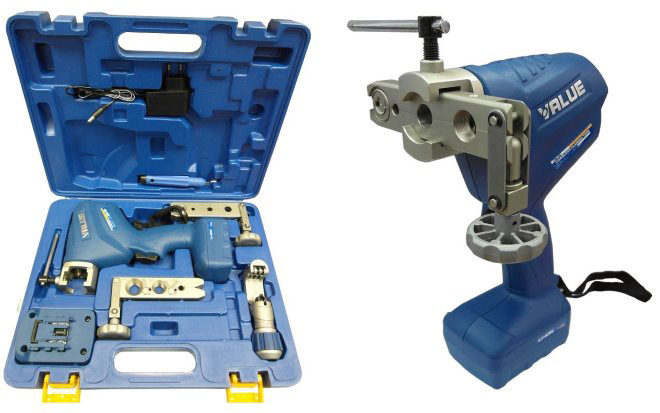
Elektrikle çalışan parlama
Böyle bir genleşme makinesi, mekanik bir genleşme makinesine ek olarak elektrikle çalıştırılır, böylece boru genişletme işi daha hızlı ve daha az işçilikle gerçekleştirilir.
Fren borularını ne zaman alevlendirmek gerekir?
Fren boruları vasıtasıyla, yukarıda belirtildiği gibi, sistemin tüm elemanlarına yüksek basınçlı fren hidroliği verilir. Bu tür tüplerin kapasitesi düştüğünde, tüm sistem verimsiz çalışmaya başlar ve bu da özellikle fren mesafesinde önemli bir artışa yol açar. Tüpler de dahil olmak üzere fren sisteminin elemanlarının teşhis (ve muhtemelen onarım) gerektirmesi, aşağıdaki karakteristik özelliklerle gösterilebilir:
- fren pedalına bastığınızda yabancı seslerin ve titreşimli hareketlerin görünümü;
- basıldığında fren pedalının serbest hareketi;
- basınçta bir azalmaya ve buna bağlı olarak verimsiz frenlemeye ve fren balatalarının yoğun aşınmasına yol açan fren hidroliği sızıntısı;
- fren yaparken aracı yana doğru sürmek (bu durum dolaylı bir işaret olsa da fren borularının onarılması gerektiğini de gösterebilir).

Kötü durumdaki eski fren boruları, kaçak olmasa bile acilen değiştirilmelidir.
Ancak fren borularının işlevlerini tam olarak yerine getirmediğinin ve alevlenmeye ihtiyaç duyduğunun ana işareti, fren mesafesinin artmasıdır. Fren borularının performansındaki bozulmanın en yaygın nedenleri şunlardır:
- bu tür tüplerin donatıldığı altıgen kafaların tasarımındaki ihlaller;
- dişli bağlantıların kalitesinde ve güvenilirliğinde bozulma, bunlara çöp veya koklanmış sıvı girmesi.
Fren sisteminin bireysel elemanlarının teknik durumunu olumsuz yönde etkileyen bu tür arızalar, çalışmasının verimliliğini önemli ölçüde azaltır. Bu nedenle uzmanlar ve otomobil üreticileri, altı ayda bir teşhis edilmesini tavsiye ediyor. Kilometreye bağlıysanız, böyle bir prosedür her 50.000 kilometrede bir yapılmalı ve teknik durumları ne olursa olsun lastik tüpler aracın her 125 bin kilometresinde bir değiştirilmelidir.
Yürütme özellikleri
Aşağıdaki durumlarda bakırdan yapılmış boruların havşalanması gerekebilir:
- borunun kesik ucuna gerekli konfigürasyon verilmelidir;
- ürünün ucu, bir bağlantı kullanılarak bağlantısı için hazırlanmalıdır (bu durumda, genişleme kullanılarak, borunun iç çapı, bükülme açısı vb. gibi geometrik parametrelerini ayarlarlar);
- bakır boruların uçlarını lehimleyerek bağlantılarına hazırlamak gerekir.

Borular, özel bir aletle - bir boru kesici ile kesilir. bakır veya alüminyum borular için
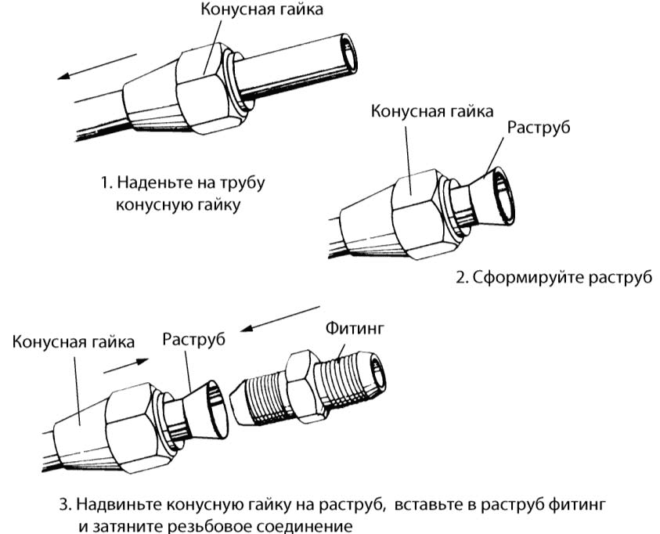
Özel aletler ve fikstürler kullanarak bir bakır boruyu kalitatif olarak genişletmek için aşağıdaki adımları uygulamanız gerekir.
- Bağlantısı yapılması gereken borunun ucu özenle temizlenir.
- Soyulmuş uca özel bir manşon konur.
- Özel bir alet veya fikstür kullanılarak, borunun ucu, genişleme açısı 45 ° olana kadar alevlenir.
- İşlem bittikten sonra ürünün ucu fikstürden çıkarılır. Ardından hemen bağlanmaya başlayabilirsiniz.

Rayba - bakır boruların uçlarını soymak için cihazlar
Bakır lehimleme ile bağlamak için gerekliyse, böyle bir prosedürün uygulanması için eylem sırası şöyle görünecektir.
- Alevlenecek borunun ucunun yüzeyi iyice temizlenir (bunun için özel bir fırça kullanmak en iyisidir).
- Özel bir cihaz kullanılarak, bakır borunun ucu, içine başka bir borunun ucunu yerleştirmek ve aynı zamanda bağlı elemanlar arasında 0,124 mm'lik bir boşluk sağlamak mümkün olacak şekilde genişletilir. Doğal olarak, bu bir ölçüm aracının kullanılmasını gerektirir.
- Zaten alevlenmiş olan boru bölümünün iç yüzeyinde, güvenilir ve sıkı bir bağlantının oluşmasını sağlamak için gerekli olan düzgün bir tabaka halinde bir akı uygulanır.
- İkinci bağlantı elemanının ucu, borunun çapına eşit bir derinliğe kadar havşalı kısma sokulur.
- Bir gaz brülörü, bir elektrikli havya veya bir kaynak makinesi kullanarak, gelecekteki bağlantının yeri, lehimin erimeye başladığı ana kadar ısıtılır.
- Erimiş lehim, bağlı bakır boruların kenarları arasındaki tüm boşlukları doldurur, bunun sonucunda güvenilir ve sıkı bir bağlantı oluşur.
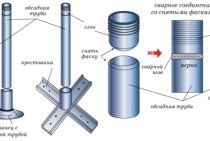
Boru genişletme
Örneğin bakır boruların kılcal lehimlenmesi gibi boru hattı elemanlarının bağlantısız bir bağlantısı yapılırken ürünün çapında bir artış gereklidir. Ortaya çıkan genişleme, bir boruyu diğerine eklemenizi sağlar.
En basit ağız açma aleti, sabit bir boruya vidalanan ve kenarını genişleten sıradan bir konidir.
Geliştirilmiş model, kuvveti ayarlamanıza izin veren bir cırcır ile donatılmıştır. bu nedenle, duvarlar yırtılmaya karşı korunur. Ayrıca, boru genişletme bir genişletici tarafından gerçekleştirilir, çalışma gövdesi, tutamaçlar sıkıştırıldığında boruyu gererek ayrılmaya başlayan birkaç bölüme sahiptir.
bu nedenle, duvarlar yırtılmaya karşı korunur. Ayrıca, boru genişletme bir genişletici tarafından gerçekleştirilir, çalışma gövdesi, tutamaçlar sıkıştırıldığında boruyu gererek ayrılmaya başlayan birkaç bölüme sahiptir.
Yukarıda açıklanan aletlerle havşa açmak en kolay yoldur, ancak ortaya çıkan manşonun kalitesi mükemmel olmaktan uzaktır.
Çalışma gövdesi eksantrik bir koni olan bir alet kullanıldığında en yüksek kalitede havşa elde edilir. Aynı zamanda bir emniyet mekanizması ile donatılmış kol döndürüldüğünde, koni borunun iç duvarı boyunca yuvarlanmaya başlar, kalınlığını azaltır ve kenarını büker. Ortaya çıkan uzantı yüksek kalitededir.
Bu tür cihazlar esas olarak yumuşak metallerden yapılmış borular için kullanılır. Çelik borular da genişletilebilir, ancak bu işlem soğukken büyük çaba gerektirir. Bu nedenle, bu tür boruların önceden ısıtılması arzu edilir, bundan sonra bir el aleti ile genişletme çok daha kolay hale gelecektir.
İDDİA
1. Genişletici-kalibratör, merkezi kanallı bir gövde, alt delik ekipmanı ile bağlantı için dişler ve silindirlerin yerleştirildiği, akslara monte edildiği ve yivli silindirler şeklinde yapıldığı dış yüzeydeki girintiler, üst uçları akslar dışa doğru sınırlı hareket imkanı ile yapılır, iki gövde parçası arasında oluşturulan halka şeklindeki boşlukta, eksenel hareket imkanı ile monte edilmiş yay yüklü bir dairesel piston vardır ve halka şeklindeki pistonun piston altı boşluğu iletişim halindedir. eksenlerin üstte ve altta prizmatik uçlarla donatılmasıyla karakterize edilen merkezi kanal ile, pistonun itme ve eğimli yüzeylerinin etkisi altında yukarıya doğru sınırlı uzunlamasına hareket ve dışa doğru radyal hareket olasılığı ile gövdeye yerleştirilmiş, aşağı doğru yay yüklü ve yukarı doğru sınırlı uzunlamasına hareket için yapılandırılmış, eksenin alt ucu ile etkileşime giren, her birinin merkezi ekseni ikinci eksen, gövde eksenine paralel olarak karşılık gelen düzlemde bulunur, gövde ise eksenlerin karşılık gelen üst prizmatik uçları için eğimli yüzeylerle yapılır ve gövdenin pistonun altındaki merkezi kanalı bir teknolojik daralma
2. İstem l'e göre aygıt olup, özelliği, eksenin prizmatik uçlarının, merkezi eksenleri etrafında simetrik olarak yapılmasıdır.
3. İstem 1 veya 2'ye göre cihaz olup, özelliği, aksların mahfaza içinde, her bir aksın tepesinin, cihazın alt kısmına göre dönme sırasında çevre boyunca ileriye doğru yer değiştireceği şekilde yerleştirilmesidir. aks.
4. İstem 1 veya 2'ye göre tertibat olup, özelliği, makaralarla temas noktalarındaki aksların aşınmaya dayanıklı ek parçalarla donatılmasıdır.
5. İstem 3'e göre cihaz olup, özelliği, silindirlerle temas noktalarındaki aksların aşınmaya dayanıklı ek parçalarla donatılmasıdır.
6. İstem 1 veya 2'ye göre tertibat olup, özelliği, aksların yağlama için yanal kapalı uzunlamasına boşluklarla donatılmasıdır.
7. İstem 3'e göre cihaz olup, özelliği, aksların yağlama için yanal kapalı uzunlamasına boşluklarla donatılmasıdır.
8. İstem 5'e göre cihaz olup, özelliği, aksların yağlama için yanal kapalı uzunlamasına boşluklarla donatılmasıdır.
9. İstem 6'ya göre cihaz olup, özelliği, aksların, yan kapalı boşluklarla bağlantılı ve gres ile doldurulmuş silindirik bir kanalla donatılması ve merkezi kanalda, silindirik gövdenin karşı ucuna yay yüklü bir piston bulunmasıdır. kanal.
10. Aksların, yan kapalı boşluklarla bağlantılı ve gres ile doldurulmuş silindirik bir kanalla donatılması ve merkezi kanalda, silindirik gövdenin karşı ucuna yay yüklü bir piston bulunmasıyla karakterize edilen 7. İsteme göre cihaz. kanal.
11. İstem 8'e göre cihaz olup, özelliği, aksların, yan kapalı boşluklarla bağlantılı ve gresle doldurulmuş silindirik bir kanalla donatılması ve merkezi kanalda, silindirik gövdenin karşı ucuna yay yüklü bir piston bulunmasıdır. kanal.
Araçlar ve demirbaşlar
Bakırdan yapılmış boruları kendi ellerinizle alevlendirmek için özel aletler kullanılır. Bu tür cihazların hem manuel hem de elektrikli tahriki olabilir. Klima, su temini ve ısıtma sistemlerinin montajı için kullanılırlar. Elektrikli tahrikli aletler genellikle birkaç işlevi birleştirir: onların yardımıyla sadece bakır boruyu genişletmekle kalmaz, aynı zamanda istenen açıya bükebilirsiniz.
Bakırdan yapılmış tüpleri genişletmek için kullanılan herhangi bir cihaz, plastik deformasyon ilkesine göre çalışır, bu nedenle, duvar kalınlığının tekdüzeliğini koruyarak, malzeme yapısının tekdüzeliğini ihlal etmeden, böyle bir işlemle mümkün olduğunca dikkatli bir şekilde başa çıkması çok önemlidir. ürünlerin yanı sıra iç yüzeylerinin düzgünlüğü
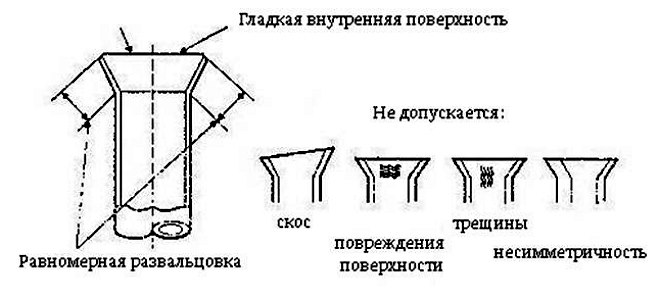
Doğru alev alma şeması ve yanlış gerçekleştirilen işlem örnekleri
Örnek
Bu, bakırdan daha sert bir metal alaşımından yapılmış koni şeklinde bir boşluktur. Böyle bir cihazın avantajları düşük fiyat ve kullanım kolaylığıdır. Bu arada, kullanımına düşük kaliteli bir alevlenme sağlayan bir bakır ürünün duvarlarında kırılmalar eşlik edebilir.

Bu en basit cihazla bir tüpü parlatabilirsiniz, ancak herhangi bir iş kalitesi hakkında konuşmaya gerek yok.
mekanik parlama
Bu cihazın ana çalışma gövdesi, bakır borunun kenarı boyunca yuvarlanan, ikincisine gerekli konfigürasyonu veren sert alaşımlı bir silindirdir. Mekanik bir genişleticinin kullanılması, borunun işlenmiş bölümünün düzgün deformasyonunu gerçekleştirmeyi, sonunda aynı kalınlıkta duvarları iç yüzeylerinin yüksek kalitesiyle oluşturmayı mümkün kılar.

El aletleri, yüksek kaliteli havşa açma ve iyi çalışma hızı sağlayabilir
Elektrikle çalışan parlama
Mekanik bir aletin tüm avantajlarına sahip, bir dizi değiştirilebilir nozul içeren böyle bir cihaz, bakır boruları daha yüksek üretkenlik ve daha az işçilikle yakmanıza olanak tanır. Elektrikli bir yakma makinesinin belki de tek dezavantajı oldukça yüksek fiyatıdır.
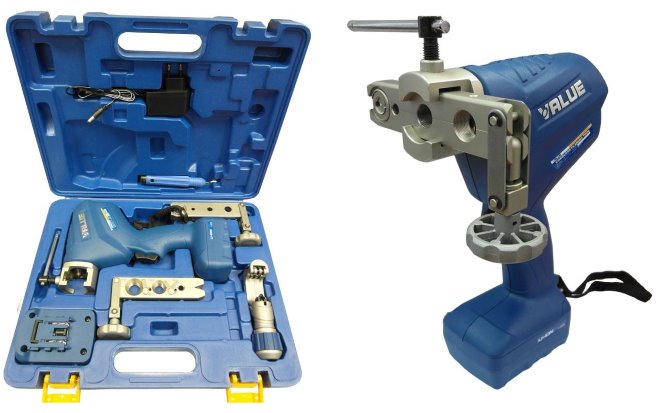
Bu ağız açma makinesinin pili yaklaşık 100 işlem sürer.
genişletici
Bir kaldıraç mekanizması prensibi üzerinde çalışan böyle bir manuel cihaz, borunun ucunu tek bir hareketle genişletmenize izin verir. Basit bir tasarıma sahip olan böyle bir cihazın, en önemlisi iş parçasının duvar kalınlığını kontrol edememesi olan bir dizi önemli dezavantajı vardır. Bu nedenle, alevlendirmeyi kendi elleriyle yapanlar tarafından en çok tercih edilen bir genişleticinin kullanımı, yüksek kaliteli bir sonucu garanti etmez.
Konik bir çan almak
Sürecin teknolojisini anlamak için genişleyen bakır boru örneğini alabiliriz. İşin sırası aşağıdaki gibidir:
 Konik çanın çalışma şeması
Konik çanın çalışma şeması
- Boru dikkatlice kesilir. Yüksek kaliteli havşalama için uç yüz ile düzlem arasındaki açı kesinlikle 90 derece olmalıdır.
- Çalışan parçanın metal işlemesi, çapakların ve oksitlerin temizlenmesi ve çıkarılmasından oluşur.
- Tüpün üzerine dişli bir manşon konur.
- İş parçası, uygun çaptaki iniş deliğinde yatağa kenetlenir. Borunun ucu (çalışma kısmı) yatağın birkaç milimetre üzerinde çıkıntı yapmalıdır.
- Vidayı vidalayın, havşa konisini uca dayayın ve bölümün deformasyonu sınıra ulaşana kadar basınç uygulayın - 45 derecelik bir açıyla eğimli bir etek oluşacaktır.
- İş parçası çerçeveden çıkarılır, manşon işlenmiş kenara taşınır.
İş parçası üzerinde bir koni ile çalışmayı kolaylaştırmak için çalışma yüzeyini bir yağlayıcı ile kaplamak daha iyidir.Vidayı ileri geri hareket ettirin, yavaş yavaş istenen sonucu elde edin - bu, deformasyon alanında olası metal kırılmasını önlemeye yardımcı olacaktır.
Manuel bir genişletici ile çalışmanın kendi eylem algoritması vardır:
 Manuel boru genişletici nasıl kullanılır
Manuel boru genişletici nasıl kullanılır
- İş parçasının ucu, durana kadar uygun bir kafa çapına monte edilir (birkaç çap vardır).
- Sabit tutamak tutulurken, hareketli tutamak çevre boyunca hareket ettirilir, böylece başın çeneleri yayılır. Çalışmalar borunun kırılmaması için şiddet uygulanmadan yapılmaktadır.
- Çapın genişlemesi elde edildikten sonra iş parçası takımdan çıkarılır.
- Ortaya çıkan sokete ikinci borunun giriş kolaylığını kontrol edin.
Araç Seçimi İpuçları
Malzemesinin yüksek plastisitesi göz önüne alındığında, bir bakır borunun genişletilmesi zor değildir. Bununla birlikte, böyle bir teknolojik işlemin yüksek kaliteli performansını elde etmek için sadece özel bir alet kullanılmalıdır. Boşlukları ve genişleticileri içeren en basit cihazları kullanarak ışıldama yapmak, bir takım olumsuz sonuçlara eşlik edebilir.
- Tüplerin duvarları, küçük kalınlıktaysa sıkışacaktır.
- Böyle bir aletten etkilenecek tüplerin duvarlarında kırılmalar meydana gelebilir.
- Bu durumda, nihai olarak oluşturulan bağlantının güvenilirliğini etkileyecek olan boru duvarlarının tek tip bir kalınlığını elde etmek pratik olarak imkansızdır.

Özel bir cihazda, bakır boru kesinlikle dik olarak sabitlenir ve deformasyon tam olarak koni boyunca gerçekleşir.
Bu arada, özellikle ışıl ışıl yapmak için tasarlanmış cihazların kullanımı aşağıdaki avantajlara sahiptir.
- Boru duvarlarının kademeli (alet silindirlerinin her geçişi için adım adım gerçekleştirilen) deformasyonu nedeniyle, içinde kopmaların oluşması pratik olarak hariç tutulur.
- Başlangıçta bu parametre tek tip olmasa bile, bakır borunun duvar kalınlığının tekdüzeliği elde edilir.
- Genişletmeden sonra borunun iç yüzeyi mükemmel bir şekilde pürüzsüz ve eşit hale gelir.
Ek olarak, özel bir cihazın kullanılması, kendi elleriyle böyle bir işlem yapmamış olanlar için bile tüpün ucunu hızlı ve verimli bir şekilde yakmanıza olanak tanır.

Genişletme takımı şunları içerebilir: eksantrik ağız açma, rayba, boru kesici, boru genişletici ve boru bükme yayları
Havşa açmanın verimli bir şekilde yapılabilmesi için takım seçimine özel dikkat gösterilmelidir. Bu durumda, aşağıdaki gibi parametreleri dikkate almak gerekir:
- borunun yapıldığı malzemenin özellikleri, özellikle plastiklik derecesi;
- ürünün iç çapı;
- dış çapı;
- ışıl ışıl derinlik;
- ürünün, aletin çalışma parçasının üzerine çıkacağı mesafe;
- bakır boruların iç deliklerinin merkezleri arasındaki mesafe (seçilen cihaz aynı anda birkaç ürünü alevlendirmenize izin veriyorsa);
- iş parçalarının duvar kalınlığı;
- bakır borunun işlenmiş kısmında oluklar oluşturma ihtiyacı;
- iş parçasının yüzeyinde bağlantı dikişlerinin varlığı.