Yüzey hazırlığı
Kalaylamaya başlamadan önce aşağıdaki adımları gerçekleştirmelisiniz:
- yüzeyi aseton, benzin veya başka bir çözücü ile yağdan arındırın;
- Oksit filmi lehimlemenin yapılacağı yerden çıkarın. Temizlemek için zımpara, zımpara taşı veya çelik tel kıllı bir fırça kullanılır. Alternatif olarak, dağlama kullanılabilir, ancak bu prosedür, özgüllüğü nedeniyle çok yaygın değildir.
Temizlenen yerde anında yeni bir oluşum ortaya çıktığı için oksit filminin tamamen çıkarılmasının mümkün olmayacağı akılda tutulmalıdır. Bu nedenle, filmi tamamen çıkarmak için değil, akının görevini basitleştirmek için kalınlığını azaltmak için sıyırma yapılır.
Lehim noktası ısıtma
Küçük parçaları lehimlemek için en az 100W gücünde bir havya kullanabilirsiniz. Büyük nesneler daha güçlü bir ısıtma aracı gerektirecektir.
 300W havya
300W havya
Isıtma için en iyi seçenek bir gaz brülörü veya bir kaynak makinesi kullanmaktır.
 Basit gaz brülörü
Basit gaz brülörü
Brülörü bir ısıtma aracı olarak kullanırken, aşağıdaki nüanslar dikkate alınmalıdır:
- Eriyebileceğinden ana metali aşırı ısıtmayın. Bu nedenle, işlem sırasında sıcaklık düzenli olarak izlenmelidir. Bu, ısıtılmış elemana lehimle dokunarak yapılabilir. Lehimi eritmek, gerekli sıcaklığa ulaşıldığını size bildirir;
- oksijen, metal yüzeyin güçlü oksidasyonuna katkıda bulunduğundan, gaz karışımını zenginleştirmek için kullanılmamalıdır.
Gaz brülörlerinin çeşitleri ve özellikleri
Bir gaz brülörü, herhangi bir bakır ürünü kaynaklamak için haklı olarak en uygun cihaz olarak kabul edilir. Cihaz küçük ağırlık ve boyutlara sahiptir, iş için uygun ve ekonomiktir. Alevin gücünü ayarlama yeteneği, belirli çalışma türleri için parametreleri ayarlamanıza olanak tanır.
Bir gaz brülörünün standart tasarımı aşağıdaki unsurları içerir:
- Depoyu yakıtla sabitlemek için düğüm.
- Enstrüman kafası.
- Nozul.
- Redüktör.
- Alev yoğunluğu regülatörü.

Ek olarak, üreticiler tasarımda ek öğeler içerir: adaptörler, uçlar, alev deflektörü vb.
Cihazlar çeşitli parametrelere göre sınıflandırılır. Yani, cihazın teknik özelliklerine göre:
- Ev halkı. Minimum fonksiyon setine sahip ucuz cihazlar. Yangının sıcaklığı 1000-1500°C aralığında ayarlanır.
- Profesyonel. Ciddi işler için tasarlanmış daha pahalı brülörler. Alevin sıcaklığı 1500-2000°C'dir.
Kullanılan gaz karışımına bağlı olarak brülörler birkaç tipe ayrılır:
- Propan. Uzman veya geneldirler. en yaygın olarak kabul edilir. Gaz eşit, yoğun bir alev üretir.
- MARR gazında. Boru malzemesine karşı nazik olan ve zarar görmesini önleyen yumuşak ama enerjik bir alev ile ayırt edilirler.
- Asetilen. Çoğu zaman ana nesneler üzerinde çalışırken kullanılır. Tek kullanımlık silindirlerden beslenirler veya sabittirler. Gaz, ekonomi üzerinde olumlu bir etkiye sahip olan, ancak çoğu zaman parçaların aşırı ısınmasına neden olan ve hasar olasılığını artıran yüksek bir alev sıcaklığı üretir.
Tek kullanımlık silindirli gaz brülörleri, elektrik kaynaklarından bağımsız, kullanımı kolay, kompakt ve güvenlidir. Tek dezavantajı, sık sık silindir değiştirme ihtiyacıdır.
Sabit kurulumlar, hızlı ve verimli bir şekilde lehimlemeye izin veren güçlü bir alev torcu ile ayırt edilir. Günlük yaşamda son derece nadiren kullanılır.
lehim nasıl kullanılır
Lehimleme sonrası dikişin sağlam ve hava geçirmez olması için gereklidir:
- lehimlemeden önce boruları dikkatlice hazırlayın.Bunu yapmak için, boruların uçları metal bir fırça ile oksitlerden ve diğer kirleticilerden temizlenir ve borular kesildikten sonra oluşan çapaklar özel bir cihaz kullanılarak çıkarılır - bir pah;

Bakır borunun lehimleme için hazırlanması
- boruların kolayca birbirine oturması için bir borunun ucunu birkaç milimetre genişletin. Bağlantı parçaları (çeşitli konfigürasyonlarda bir boru hattını monte etmek için tasarlanmış özel elemanlar) kullanılarak lehimleme yapılırsa, boru değil bağlantı parçasının çapı artar;

Boru çapının arttırılması
- lehim borularının yerlerini akı ile işleyin;

Lehimlemeden önce boruyu eritme
Akı toksik bir bileşik olduğundan, onunla çalışırken güvenlik kurallarına kesinlikle uyulmalıdır: iş eldivenlerle ve havalandırılmış bir alanda yapılmalıdır.
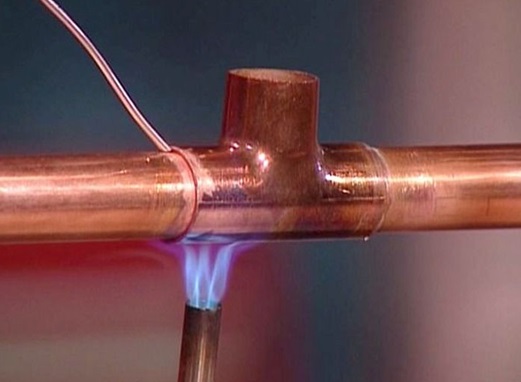
- bir gaz brülörü hazırlayın (bakırdan yapılmış boruları lehimlemek için tasarlanmış ekipman) ve lehimlenecek alanları hafifçe ısıtın;
- lehimi borunun tüm çevresine dikkatlice uygulayın; bu, ısıtma sırasında yavaş yavaş katıdan sıvı duruma geçecek ve böylece tüm boş alanı dolduracaktır;
Lehim ile lehimleme
- Lehimin hareketsizken tamamen soğumasını bekleyin. Tam soğutma için lehimin cinsine göre ortalama 3-5 dakika gerekir.
Bakır boruları lehimle lehimleme işlemi videoda gösterilmektedir.
Lehim ve akı seçerken, maddelerin tüm ana özelliklerini dikkate almak gerekir, yani lehimleme için yüksek sıcaklıkta lehim kullanılıyorsa, akı da yüksek sıcaklıkta lehimleme için tasarlanmalıdır. Düzgün seçilmiş ve uyumlu malzemeler, yalnızca sızdırmaz bir dikişin elde edilmesine değil, aynı zamanda en dayanıklı bağlantıya da katkıda bulunur.
En popüler modeller ve üreticiler
Bugün inşaat piyasası, çeşitli üreticilerin çok sayıda cihazı sunmaktadır. Yerli üretim gaz brülörleri popülerdir: Profi-Tools; Algaz; Dönme. Yabancı üreticiler de iyi bir üne sahiptir: Rothenberger; Kemper; Virax; Remler; tek kaynak
Çoğu şirket, elde tutulan mobil cihazlardan profesyonel güçlü cihazlara kadar farklı sınıflarda brülörler sunar. Yarı profesyonel bir propan brülör maliyeti 1,5 ila 10 bin ruble arasındadır. Profesyonel birimler daha pahalıya mal olacak - minimum maliyet 20 bin ruble.
Lehimleme için gerekenler
Kılcal bağlantı için bakır borular aşağıdaki alet ve malzemeleri gerektirecektir:
- bağlı elemanların ön işlemi için araçlar;
- akı ve lehim;
- özel duman bandı;
- diş açma aleti ve halkalar;
Lehim türleri
Lehimler iki tiptir - sert ve yumuşak. Yumuşak lehim, düşük erime noktasına sahip (kalay, kurşun, gümüş vb.) metallerden ve alaşımlardan yapılmış bir teldir. Bu tür lehimin çapı 3 mm'den fazla değildir.
Sert lehimler refrakter metallerden yapılır ve daha büyük bir çapa sahiptir.
Akı ve lehim pastası
Bağlantıyı sağlamak için akı veya macun kullanılır. Bu madde, yabancı elementlerin bağlantıya girmesini önler, dikiş gözeneksiz güvenilirdir. Akı, borik veya hidroklorik asit, çinko klorür bazlıdır. Bağlantı noktasında koruyucu bir film oluşturmak için reçineler, reçine ve mum kullanılır.

Lehimleme fluksları sıvı, katı ve özel macunlara ayrılır. Bitmiş karışım diğer malzemelerden daha pahalıdır, ancak onunla çalışmak çok daha uygundur.
Uydurma
Bağlantı parçaları, farklı çaplardaki boşlukların birleşim yerine monte edilen, birkaç boruyu bir noktada birbirine bağlayan veya başka bir boru hattı malzemesine geçerken özel parçalar olarak adlandırılır.
Farklı bir malzemeden bağlantı parçaları kullanılması gerekiyorsa, boru ve bağlantı parçalarının malzemesinin termal genleşme katsayısı ve diğer teknik parametrelerinin eşleşmesi önemlidir.
akı
Bir fluks seçerken, hepsinin alüminyuma karşı aktif olamayacağı dikkate alınmalıdır. Bu amaçlar için yerli bir üreticinin ürünlerini kullanmanızı tavsiye edebiliriz - F-59A, F-61A, F-64, trietanolamin ilavesiyle amonyum floroboratlardan oluşurlar. Kural olarak, şişe üzerinde bir işaret vardır - “alüminyum için” veya “alüminyum lehimlemek için”.
 Yerli üretim akışı
Yerli üretim akışı
Yüksek sıcaklıkta lehimleme için, 34A markası altında üretilen flux satın almalısınız. Potasyum klorür (%50), lityum klorür (%32), sodyum florür (%10) ve çinko klorürden (%8) oluşur. Böyle bir bileşim, yüksek sıcaklıkta lehimleme yapılırsa en uygunudur.
 Yüksek sıcaklıkta paki için önerilen akı
Yüksek sıcaklıkta paki için önerilen akı
akı
Çoğu lehim türü için, akı adı verilen özel bir bileşime sahip boruların ön işlemi gereklidir.
Akı üretilir:
sıvı halde;

Sıvı formda lehim bileşikleri
macun şeklinde.

Bir macun şeklinde lehim bileşimi
Daha katı bir bileşim homojen uygulamaya katkıda bulunduğundan ve borunun yüzeyine yayılmadığından, macun şeklinde yapılmış bir eritkenin kullanılması daha tercih edilir ve daha uygundur.
Akı şunları sağlar:
- oksitlerden boruların ek temizliğini yapın;
- lehimleme işlemi sırasında lehimi daha eşit bir şekilde dağıtın;
- eklemi korozyondan ve oksit oluşumundan korur.
Lehimleme için gerekli ekipman ve malzemeler
Herhangi bir teknolojik süreç gibi, lehimleme de özel cihaz ve aletlerin kullanılmasını gerektirir. Her şeyden önce, bakır boruların lehimlenmesi için aşağıdaki araçlara ihtiyaç vardır.
Brülör. Çeşitli tasarımlarda olabilir. Seçim yaparken, ne tür bir lehimle çalışacağınızı düşünmeye değer, çünkü her birinin belirli bir sıcaklığa ihtiyacı var.

Bakır boruları lehimlemek için meşale
Yapısal olarak, brülörler çalışabilir:
- yanıcı gazlı tek kullanımlık kartuşlardan (daha kompakt versiyon),
- standart doldurulabilir silindirlerden.

Bakır borular için boru kesici
Boşlukları kesmek için özel boru kesiciler kullanmak en iyisidir. Prensip olarak, basit bir demir testeresi ile geçebilirsiniz, ancak ulaşılması zor bazı yerlerde onunla kesmek çok sorunludur ve kesimin temizliği düşük olacaktır. Aletin maliyeti doğrudan kesebilecekleri boruların çapına bağlıdır.
Bakır boruların pahalı bağlantı parçaları olmadan, teleskopik yerleştirme yöntemiyle (bir tüp diğerine girer, biraz daha büyük bir çapa sahiptir), ardından kılcal lehimleme, evsel sıhhi tesisat ve ısıtma ağları için tamamen gerçekleştirilebilir, su sıcaklığı 110 dereceyi geçmez. Bu, özel bir boru genişletici gerektirir.
İş parçasının kenarındaki çapakları ve çapakları ortadan kaldırmak için bir pah kırma cihazı gereklidir, ayrıca çeşitli modifikasyonları mevcuttur.
Boru hatlarını çeşitli amaçlarla lehimlemek için ve hatta özellikle kritik koşullarda çalışacak elemanlar için özel lehimlere ihtiyaç vardır.
- Standart. En sık kullanılır, ancak içme suyu sistemlerinde kullanılması tavsiye edilmez.
- Yumuşak lehim. Lehimleme bağlantı parçaları ve kırmızı bronz ürünler için kullanılan sarf malzemesi, bakır boru ile pirinç bağlantı parçalarının birleştirilmesinde yaygın olarak kullanılmaktadır.
- Sert lehimler. Bakır boruları bağlarken en popüler lehimler. Hemen hemen tüm iletişimlerin, hatta gaz hatlarının kılcal lehimlemesinde kullanımı, güvenilir bir bağlantı sağlar. Bakır-fosforlu gümüş içerikli lehim sarf malzemeleri kategorisinde yer alan bu lehimler ek fluks gerektirmez. Bununla birlikte, alüminyum bronz ve %10'dan fazla nikel içeren alaşımlardan yapılmış ürünleri birleştirirken tavsiye edilmez, bunun nedeni lehimin bir miktar kırılganlığıdır.
- Gümüş lehimler en pahalıdır, ancak çeşitli renkli malzemeleri birleştirmek için kullanılabilirler.
Lehimleme yerinde oksit oluşumunu önlemek için standart ve yumuşak lehimler kullanılırken akı işlemi zorunludur.
lehimleme işlemi
Doğrudan kesilmiş boşlukların bağlantısına geçmeden önce, önceden işlenmeleri gerekir. Önce derz temizlenir, küçük kusurlar ve çapaklar giderilir. Daha sonra birleştirilecek boruların yüzeyleri, dışarıdan ve içeriden fırça ve fırçalarla işlenir. Aşındırıcı aletler kullanmayın, aksi takdirde çizikler oluşur.
Gerekirse, bir tüp genişler. Bakır boruların çapı, bir iş parçası diğerine serbestçe girecek şekilde olmalıdır. Bundan önce ısıtılmalıdır, aksi takdirde bağlantının sıkılığını daha da etkileyecek mekanik hasar görünecektir.
Dikişe hava girmesine karşı koruma sağlamak ve daha iyi yapışma için yüzeye bir macun veya macun uygulanır.

Sadece hazırlık çalışmalarını tamamladıktan sonra, lehimi ve boruları bir brülörle ısıtmaya başlamalısınız. Aşırı ısınmayı önlemek için ısıtma eşit olarak yapılmalıdır.
Borular ısındıktan sonra, aralarındaki boşluğa lehim teli sokulur. Bir dikiş oluşturarak boru bağlantı noktasındaki boşluğu erir ve doldurur. Soğuduktan sonra akı çıkarılır.
Emniyet
Yaralanmalardan ve diğer hoş olmayan sonuçlardan kaçınmak için, güvenlik gerekliliklerine uymak önemlidir: boru hatlarını yalnızca koruyucu eldiven ve gözlükle kurun ve onarın, iş tulumlarında, brülör alevinin ve sıcak metalin korunmasız cilde temas etmesini önleyin, çalışmayın yanıcı maddelerin yakınında ateş açın
Temel Hatalar
Bakır boruları lehimleme işlemi özellikle karmaşık değildir, ancak yeni başlayanlar genellikle daha sonra bağlantının kalitesini etkileyen hatalar yaparlar. Yeni başlayanların yaptığı yaygın hatalar:
- lehimleme yerinin yetersiz ön işlemi;
- presleme - dikişin düzensiz olması nedeniyle borular arasında yeterli boşluğa uyulmaması;
- yanlış lehim kullanmak;
- performansta bozulmaya neden olan boruların aşırı ısınması;
- lehimlemeden sonra akının yeterince derinlemesine temizlenmesi, bu da korozyona neden olur.
Ayrıca önceden hazırlanmış bir tasarım şemasının takip edilmesi gerekmektedir.
İşlem videosu
Kurulum sürecini daha iyi anlamak için videoyu buradan izleyin:
Yeni makalelere abone olun - ileride birçok ilginç şey var!
Brülör çeşitleri
İnşaat pazarında sunulan ekipman çeşitli tiplere ayrılmıştır.
Sabit ve tek kullanımlık silindirli brülörler
Bu tür cihazlar, propan, asetilen vb. içeren tek kullanımlık gaz tüpleriyle donatılmıştır. Bu tür ekipmanı kullanmanın avantajları arasında hareketlilik, kullanım kolaylığı ve güvenlik sayılabilir.
Böyle bir aracı hem sıhhi tesisat hem de ısıtma sistemlerinin montajı için kullanabilirsiniz.
El brülörleri
Bu tür ekipmanın avantajları, her şeyden önce kompaktlığı içerir. Bir el havyası kullanarak, küçük bir odada bir boru hattı, en erişilemeyen yerlerde lehim boruları monte etmek uygundur.

El brülörü, tek kullanımlık bir yanıcı gaz silindiri üzerinde çalışır. Alet bir alev boyu regülatörü ile donatılmıştır, kit genellikle farklı çaplarda nozullar içerir. Alet elektrik bağlantısı gerektirmez. Tüm çalışma kurallarına uyarsanız, bağlantı güvenilir ve dayanıklıdır. Bir el aleti, klima sistemlerinin kurulumu ve diğer ev iletişimiyle kolayca başa çıkacaktır.
Profesyonel brülörler
Profesyonel kategoriye ait ekipmanlar özellikle refrakter lehim ile çalışabilmektedir. Boru hattının önemli yüklere maruz kaldığı endüstriyel tesislerde yapıların montajında kullanılır.
Büyük ağırlık ve boyutlar, sıkışık bir dairede çalışmanıza izin vermez. Ev içi ve kişisel kullanım için bu tür cihazların satın alınması tavsiye edilmez - ev iletişimi böyle bir bağlantı kalitesi gerektirmez ve cihazın maliyeti diğer türlerden daha yüksektir.
Ev yapımı brülörler
Bazen ustalar kendi elleriyle monte edilen cihazları kullanır. Özelliklerinde farklılık gösterirler ve hem manuel hem de sabit tiplere aittirler. Ev yapımı brülörler, satın alınanlarla aynı temel unsurlardan oluşur. Ancak, güvenli çalışma garantisi olmadığı için bu tür cihazların kullanılması önerilmez. Ve performans açısından, genellikle fabrika ekipmanından daha düşüktürler.


