Tasarım özellikleri
Çoğu zaman, yerleşik boruları olan 5 litreye kadar kapasiteye sahip metal bir tank, bir ısı eşanjörü görevi görür. Ateşle doğrudan temas yoktur. Cihaz, daha sonra radyatörlere veya aynı veya bitişik bir odada bulunan daha büyük kapasiteli çıkarılabilir bir tanka giren soğuk suyu ısıtmanıza izin verir.
Sonuç olarak, sobayı bir odada ısıtmak, diğerini ısıtmak mümkün olacaktır. Tasarımına göre, fırının ısı eşanjörü harici ve dahili olabilir.
Bu tip, soğutma sıvısı ile doldurulmuş bir depoya çok benzer. Tankın içinde, yanma ürünlerini gidermek için kullanılan borunun bir kısmı bulunur. Tasarımı açısından, harici ısı eşanjörü, kaynak işinin performansına artan gereksinimler getirdiğinden, dahili olandan daha karmaşıktır.
Ancak bakımı çok daha kolaydır. Gerekirse, tortuyu gidermek veya sızıntıyı ortadan kaldırmak için tank demonte edilebilir.
İç mekan
Doğrudan ocakta bir yangın odasının üzerine monte edilir. Kurulumu kolaydır, ancak bakım gerekliyse bazı zorluklar ortaya çıkabilir. Özellikle fırın tuğladan yapılmışsa.

Bundan kaçınmak için, tasarım geliştirme sırasında gelecekteki ısı eşanjörünün bakımına dikkat etmeye değer.
Fırının artıları ve eksileri
Sıradan bir soba, ısıyı eşit olmayan bir şekilde dağıtır: sobanın hemen yanında çok sıcaktır ve uzaklaştıkça daha da soğur. Bir su devresinin varlığı, soba tarafından üretilen ısının evin her tarafına eşit olarak dağılmasını sağlar.
 Su devreli bir ısıtma fırını inşaatı
Su devreli bir ısıtma fırını inşaatı
Böylece evdeki birkaç odayı aynı anda sadece bir soba ısıtabilir. Soba, katı yakıtlı bir kazanla neredeyse aynı şekilde çalışır. Sadece soğutma sıvısını ve su devresini ısıtmaz. Ayrıca, ısıtma işleminde de önemli bir rol oynayan duvarlar ve duman kanalları ısıtılır.
Isı eşanjörü (bobin) sobanın ana elemanıdır. Sobanın yakıt kısmına monte edilir ve orada tüm su ısıtma sistemi ona bağlanır.
Su devreli bir fırının avantajları aşağıdaki özellikleri içerir:
- Her şeyden önce, böyle bir fırın için pahalı birimler ve bileşenler satın almak gerekli değildir.
- Düzgün yapılmış bir fırın, pahalı onarımlar gerektirmeden size uzun süre hizmet edecektir. Bazen sadece küçük bir kozmetik ihtiyacınız olabilir.
- Herhangi bir tasarımda bir soba oluşturabilirsiniz: şekil, boyut, dekorasyon - tüm bunlar zevkinize ve finansal yeteneklerinize göre.
- Su devresi ve katı yakıtlı bir kazan ile donatılmış bir sobayı karşılaştırırsak, ilkinin yardımıyla sadece soğutucu değil, aynı zamanda duman çıkışları da ısıtılır.
- Bir bobin, önceden inşa edilmiş bir soba ile donatılabilir. Ayrıca pişirme fırınına da yerleştirilebilir.
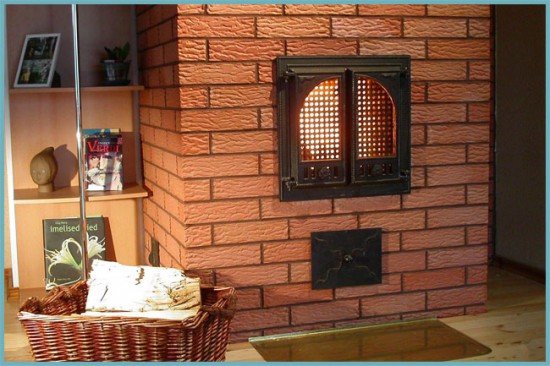 Odanın iç kısmına mükemmel uyum sağlayan bir soba seçeneği
Odanın iç kısmına mükemmel uyum sağlayan bir soba seçeneği
Bu tür ısıtmanın dezavantajları da vardır.
- Isı eşanjörü yakıt parçasına yerleştirildiğinde, yakıt parçasının değerli alanı büyük ölçüde azalır. Isı eşanjörü, yapım aşamasında fırına monte edilirse sorun çözülebilir. Sadece büyütülmesi gerekiyor. Halihazırda inşa edilmiş bir yapıya yerleştirilmişse, eksik yakıt döşenmesi dışında, kısmen de olsa başka bir çıkış yolu yoktur.
- Böyle bir soba ile yangın tehlikesi artar. Soba ve şöminede açık ateş yanar, ayrıca yedek yakacak odun genellikle yakınlarda saklanır. Bu birimi gözetimsiz bırakmayın.
- Soba yanlış çalıştırılırsa, evin binalarına giren karbon monoksit çok üzücü sonuçlara yol açabilir.
 Üniteyi gözetimsiz bırakmamanın daha iyi olduğu anlaşılan bir görüntü
Üniteyi gözetimsiz bırakmamanın daha iyi olduğu anlaşılan bir görüntü
Uzmanlar, insanlar her zaman evde yaşamıyorsa, ancak örneğin sadece yaz aylarında yaşıyorsa, bu tür yapılarda donmayan sıvı kullanılmasını tavsiye eder.
Son duyurular
-
Gaz kazanı Protherm (Proterm) Bear 20 klom
Sıfır kutusunda, tamamı mühürlü, 09/01/19 tarihli garanti belgesi. Eski sistemimize uymadığı için satıyorum iade için...
- Bölge: Moskova bölgesi
-
11.09.19
-
Su ısıtmalı gaz kazanı VK-21 (KSVa-2.0 GS)
Bir çelik su ısıtma kazanı KSVa-2.0 Gs (VK-21) sunuyoruz. Toptan sipariş için (2 kazandan) fiyat indirimi mümkündür
Bir tür…- Bölge: Kirov bölgesi
-
05.08.19
-
Buharlı pişirici KV-300
Buhar kazanı KV-300(KP-300) sunuyoruz.
Normal buhar için buhar kapasitesi, kg / saat - 300;
- izin verilen fazlalık ...- Bölge: Kirov bölgesi
-
28.06.19
-
500 kg buhar için buhar jeneratörü
Özellikler:
— buhar kapasitesi — 500 kg/saat;
– kazan tipi – iki yollu, ters çevrilebilir yangın borulu…- Bölge: Kirov bölgesi
-
28.06.19
-
1600 kg buhar için buhar jeneratörü
Özellikler:
— buhar kapasitesi — 1600 kg/saat;
– kazan tipi – iki yollu, ters çevrilebilir yangın borulu…- Bölge: Kirov bölgesi
-
28.06.19
-
Sıcak su kazanı KSV-0.63
Bir sıcak su kazanı KSV-0.63 sunuyoruz.
Teknik veriler ve özellikler:
- nominal ısı çıkışı, ...- Bölge: Kirov bölgesi
-
28.06.19
-
Sıcak su kazanı 850 kw gaz dizel
Özellikler:
- nominal ısı çıkışı - 0,85 MW;
- verimlilik - %92;
– kazan tipi – iki yönlü, …- Bölge: Kirov bölgesi
-
28.06.19
-
Otomatik kömür kazanları Lugaterm
Kazan modeli üç ana parçayı birleştirir: su soğutmalı bir ateş kutusu, otomatik mekanik bir ısı eşanjörü ...
- Bölge: Moskova
-
15.03.19
-
KVR MADENİ ÜZERİNDEKİ SU SICAK KATI YAKIT KAZANLARI
Yakıt türü: herhangi bir nemde yakacak odun
0,2 ila 2,5 MW arası güç
Amaç: nominal sıcaklıkta sıcak su elde etmek ...- Bölge: Kirov bölgesi
-
05.02.19
-
KAZANLAR
Yakıt türü: ağaç işleme atıkları (talaş, talaş, ağaç kabuğu) – nem sınırlaması olmadan
Güç: 0,2 ila 2,5 MW
Amaç:…- Bölge: Kirov bölgesi
-
05.02.19
Konuya göre duyurular:
- Kazan daireleri için kazanlar ve ekipmanlar
- soğutma kuleleri
- Isıtma ağları (boru hatları hakkında her şey)
- malzemeler
- Su arıtma
- kojenerasyon
- Otonom ısı kaynağı
- Pompalar, fanlar, duman aspiratörleri
- Boru hattı aksesuarları
- Isı değişim ekipmanı
- Ölçüm cihazları
- E&K
- Onarım Ekipmanları
- Isıtma cihazları
Tasarım özellikleri
Bina sahibinin tuğla döşeme veya fırın işlerinde tecrübesi varsa, montaj elle yapılabilir. Su ısıtma sistemini bağlamadan önce, bir ısı değişim ünitesi de yapmanız gerekecektir.

İnşaat piyasasının çok çeşitli bitmiş yapılar sunmasına rağmen, kendi kendine üretim daha karlı. Kendi kendine yapılan bir kurulum, bu fırının tüm parametrelerini, yerleşimini ve yakıt bölmesinin boyutlarını dikkate almanızı sağlar.
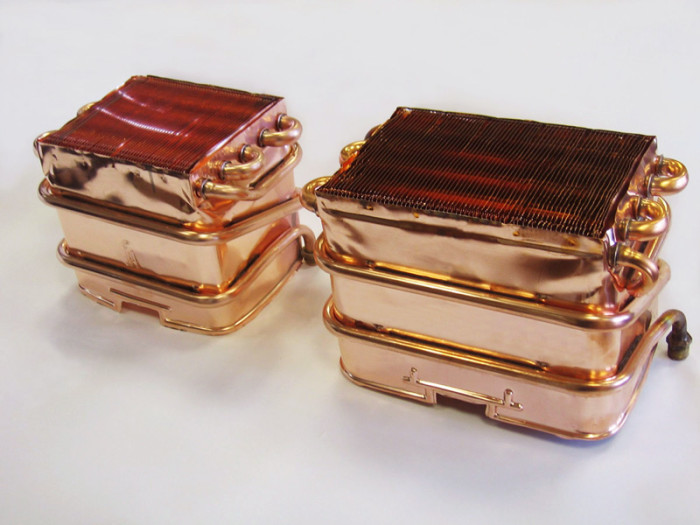
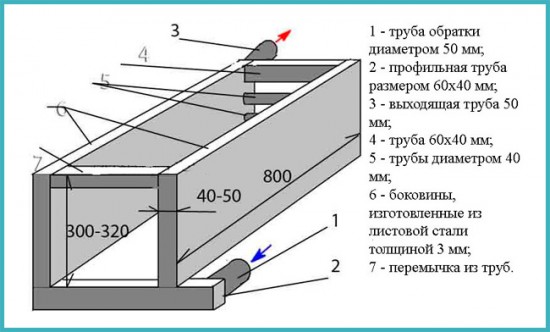
Borulu ısı eşanjörü
Bir su devresine sahip bir fırın ısıtma sisteminin cihazı, fırının yakıt bölmesine bir ısı eşanjörünün kurulumunu ve çalışma sıvısını beslemek için boruların ona bağlanmasını içerir. Isıtma ve pişirme sobaları ve sobaları için borulardan kaynaklanmış ve metal kaplara yerleştirilmiş bobinler çok uygundur. İmalatları profesyonellik gerektirir ve yanma ürünlerinden temizlik oldukça zahmetlidir, ancak kıvrımlı yüzey hızlı ısıtma sağlayacaktır.

Tasarımda kullanılan 50 mm U şeklindeki borular, 40x60 mm profil boru kesitleri ile değiştirilebilir.Bu, kaynak işini basitleştirecek ve kurulumu büyük ölçüde kolaylaştıracaktır. Fırın yemek pişirmek için kullanılmıyorsa, ısı eşanjörünün üstüne ek küçük çaplı borular kaynak yapılır. Kendin yap tasarımı çok daha fazla ısı yayar.
Çelik sac ısı eşanjörü
Bu tip cihazlar, yalnızca alan ısıtma için tasarlanmış fırınlarda kullanılır. Üretimleri için, çalışma yüzeyine su sağlamak için yarım santimetre kalınlığında sac, 40x60 mm dikdörtgen boru bölümleri ve aynı çapta yuvarlak borulara ihtiyacınız olacak. Isı eşanjörlerinin boyutları, yakıt için fırın bölmelerinin boyutlarına bağlıdır.

Benzer bir ısıtma sistemi, bir ısıtma ve pişirme ocağı veya basit bir ocak için kullanılabilir. Bunu yapmak için, yapı, yakıt odasından gelen ısıtılmış gazların kaydın üst rafına doğru hareket etmesi, etrafında akması ve duman kanallarına girmesi için monte edilmelidir.
Kaynaklı bağlantıların ve dirseklerin kontrolü
Her kaynaklı bağlantı, bağlantıdaki kenar yer değiştirmesini ve kırılmayı tespit etmek için harici incelemeye ve ölçüme tabi tutulur (Şekil 8). Kaynaklı kenarların ofseti b, boruların eksenlerinin kendi aralarında paralel bir yer değiştirmesi olarak anlaşılır. K, birleştirilmiş boruların eksenlerinin yanlış hizalanması şeklindeki bir sapmadır. Kenar deplasmanları ve derz kırılmaları, 400 mm uzunluğunda, ortasında bir oyuk bulunan özel bir cetvel ile ölçülür, bu, borulardan birinin genertrisi boyunca, ek yerinde bir oyuk ile sıkıca monte edilir ve sapma, diğer boru üzerinde belirlenir. eklem ekseninden 200 mm uzaklıkta bir sonda. Eklem çevresinde 3 - 4 yerde ölçümler yapılır.
Muayene, süngerler ve makine gövdesi ile temas noktalarında boruların kundaklanması (erimesi), sürünen kenarlar, dış çapakların eksik çıkarılması gibi kusurları ortaya çıkarır.
a - yer değiştirme; b - kırık;
Şekil 8 - Kaynaklı boru kenarlarının sapması
Kaynak işlemi parametrelerinin otomatik kontrolü için cihazların yanı sıra kaynakların kalitesini kontrol etmek için, kontrol kaynaklı bağlantıların (numuneler) ekspres testleri gerçekleştirilir. Numuneler her vardiya başlangıcından önce alınır. Kaynağa yalnızca kontrol numunelerinin hızlı testlerinin pozitif sonuçları varsa izin verilir. Kural olarak, ekspres numuneler metalografik incelemeye tabi tutulur.
Kaynaklı bağlantıların mekanik özelliklerinin kontrolü ve metalografik incelemesi, kontrol kaynaklı bağlantılardan yapılan numunelerde veya üretilen üründen kesilen kaynaklı bağlantı numunelerinde gerçekleştirilir. Bitmiş ürünlerden kesme durumunda, kontrol bağlantılarının hacmi, her kaynakçı tarafından bir vardiyada gerçekleştirilen toplam aynı kaynaklı bağlantı sayısının en az %1'i (ancak üç bağlantıdan az olmamalıdır) olmalıdır.
Topu basınçlı hava ile çalıştırarak, iç çapağın (veya metal sızıntısının) giderilmesinin tamlığı kontrol edilir - kaynaklı bağlantılarda belirli bir akış bölümü sağlanır. Düz borularda (kirpikler) kaynaklı bağlantıları test ederken, 0.86d çapında bir top kullanılırin.nom, bobinlerde 0.8din.nom borular. Bobin içindeki akış alanının kontrolü sırasında topun çapındaki azalma, dirseklerdeki boruların ovalliğinden kaynaklanmaktadır. Bobinin serbest ucuna, güvenli çalışmayı sağlayan bir top kapanı konur.
Boru dirseklerinin ve ısıtma yüzeylerinin bobinlerinin ovalliğinin kontrolü seçicidir (aynı standart boyuttaki dirseklerin en az %10'u). Bükümün tüm uzunluğu boyunca maksimum ovallik, izin verilen değeri geçmemelidir. Büküm yerinde borunun maksimum ve minimum dış çaplarının ölçümü tek bir kontrol bölümünde gerçekleştirilir.
Boru dirseklerinin olduğu yerlerde kesitin ovalliği belirlenebilir.
burada ve sırasıyla, bölümün bir bölümünde ölçülen dirsekteki borunun maksimum ve minimum dış çapı, m.
Kazan ısıtma yüzeyleri için izin verilen ovallik
burada R, boru bükülme yarıçapıdır, m;
- borunun dış çapı, m.
Gerilmiş (dış) taraftaki bükülme yerindeki boru duvarının incelmesi, bir ultrasonik kalınlık ölçer ile seçici olarak belirlenir. Bükme takımlarını değiştirirken, makineyi ve fikstürleri kurarken zorunlu bir inceltme kontrolü yapılması önerilir.
60 mm çapa kadar, ısıtmasız bükülmüş borular için, yüksek frekanslı akımlar (HF), dirseğin iç kısmında dalgalılık (oluklar) ve gerilmiş taraftaki çıkıntılar minimum adımla 0,5 mm'yi geçmemelidir. en az üç yükseklikte.
malzeme seçimi
Bobin geleneksel olarak, uzunluğu ve çapı istenen ısı transferi seviyesine göre belirlenen bir borudan yapılır. Yapının verimliliği, kullanılan malzemenin ısıl iletkenliğine bağlı olacaktır. En sık kullanılan borular:

- 380 termal iletkenlik katsayısına sahip bakır;
- 50 termal iletkenlik katsayısına sahip çelik;
- 0,3 termal iletkenlik katsayısına sahip metal-plastik.
Bakır mı plastik mi?
Aynı seviyede ısı transferi ve eşit enine boyutlar ile metal-plastik boruların uzunluğu 11, çelik boruların bakır borulardan 7 kat daha uzun olacaktır.
Bu nedenle bobin üretimi için tavlanmış bakır boru kullanmak en iyisidir.
Böyle bir malzeme, yeterli plastisite ile karakterize edilir ve bu nedenle, örneğin bükülerek kolayca istenen şekil verilebilir. Bir bağlantı parçası, bir diş ile bakır bir boruya kolayca bağlanır.
Doğaçlama araçlar arıyoruz
Malzemelerin yüksek maliyeti göz önüne alındığında, amaçlarına hizmet etmiş ancak kaynaklarını henüz tam olarak geliştirmemiş ürünleri kullanma olasılığını düşünmek uygun olacaktır. Bu, yalnızca ısı eşanjörünün üretim maliyetini azaltmakla kalmayacak, aynı zamanda kurulum işi için gereken süreyi de azaltacaktır. Kural olarak, tercih edilir:

- sızıntısı olmayan ısıtma radyatörleri;
- ısıtılmış havlu askıları;
- araba radyatörleri ve diğer benzer ürünler;
- anlık su ısıtıcıları.
Ödeme
Minimum bükülme yarıçapı
Bükülme yarıçapı formülle belirlenir
=3,0833,
bükülme yarıçapı nerede, mm.
Bu şarta istinaden mandrel ile sarılarak büküm yapılması gerekmektedir (tasarım esaslarına göre 2).
eğilme momentinin tanımı
Boru bükme için gerekli eğilme momenti, boru bükme koşulundan belirlenir:
,
deformasyon bölgesindeki stres nerede, MPa;
- çeliğin koşullu akma dayanımı, MPa;
=255 MPa çelik 15Kh1M1F için.
Bükülme koşulunun açılması formülle belirlenir.
,
kesit şekli tarafından belirlenen boru güçlendirme faktörü nerede;
malzemenin özelliklerine göre belirlenen boru güçlendirme faktörüdür;
Tüp paketi için:
= 15Kh1M1F çelik için 5.8.
Elastik eğilme için kesitin direnç momentinin belirlenmesi, , Nm formülü ile belirlenir.
nerede
İç çapın dış çapa oranı formülle belirlenir.
Direnç momenti formül tarafından belirlenir
Eğilme momenti formülle belirlenir
Borunun sıkıştırma kuvvetinin belirlenmesi
formül tarafından belirlenir
\u003d (1.5-2.0) \u003d 2.00.032 \u003d 0.09 m.
Borunun sıkıştırma kuvveti formülle belirlenir.
Bükme sektörünün gerekli yarıçapının belirlenmesi
Borular da dahil olmak üzere metalin soğuk deformasyonu sırasında, geri yaylanma meydana gelir - yük kaldırıldıktan sonra borunun bir miktar bükülme yeteneği. Bu nedenle, bu etkiyi azaltacak bükme sektörünün yarıçapı R, m'nin belirlenmesi gereklidir.
Gerekli bükme sektörünün yarıçapı formülle belirlenir
burada E = 2.1.
Bükme Açısı Tayini
Bükme açısı formül ile belirlenir
nerede
formül tarafından belirlenir
Bükme açısı formül ile belirlenir
Toplam torkun belirlenmesi
Toplam tork formül tarafından belirlenir
sürtünme kuvvetlerinin üstesinden gelmek için gereken tork nerede, kNm.
Sürtünme kuvvetlerinin üstesinden gelmek için gereken torkun belirlenmesi
,
Silindir üzerindeki yuvarlanma sürtünmesi, silindirin akslar üzerindeki kayma sürtünmesi, bükme sektörünün yataklarındaki kayma sürtünmesi, borunun mandrel üzerindeki sürtünmesi dikkate alındığında ortaya çıkan sürtünme katsayısı (ampirik) nerede, vb.
=0,05.
Sürtünme kuvvetlerinin üstesinden gelmek için harcanan tork, formülle belirlenir.
Toplam tork formül tarafından belirlenir
Bükme sektörü şaftındaki gücün belirlenmesi
Bükme sektörünün şaftında güç
nerede
formül tarafından belirlenir
burada =1450 rpm (kabul edildi);
= 450 (kabul edildi), sürücünün kendisi bizim için bilinmiyor, bu nedenle tüm veriler spekülatif.
Bükme sektörü şaftındaki güç, formülle belirlenir.
Tahrik motorunun gücü formülle belirlenir.
sürücünün verimlilik faktörü (C.P.D.) nerede (şartlı olarak kabul edilir).
Boru bükme işleminin hesaplanmasının analizi
Bu hesaplama sırasında, değeri bir mandrel ile sarım bükme uygulamasının gerekli olduğunu gösteren gerekli boru bükme yarıçapı belirlendi. Boru bükme sektörünün şaftı üzerinde gerekli tork bulundu ve bunun değeri, boru bükme için tahrik motorunun gerekli gücünü belirlemeyi mümkün kıldı. Değeri o kadar büyük değil (1.895 kW), ancak bu çaptaki boruları bükmek için yeterli.
Bobin üretme yöntemleri
Kazan ısıtma yüzeylerinin bobinlerini elde etmek için üç ana şema vardır (Şekil 7): eleman eleman, hasır ve sıralı oluşturma yöntemi. Yöntemden bağımsız olarak, bobin üretimi için teknolojik süreç şunları sağlar: boruların gelen muayenesi; orijinal boruları uzunluklarına göre sıralamak; boruları elemanlara kesmek için planların geliştirilmesi; boruların kesilmesi, kesilmesi ve boru uçlarının soyulması. Eleman-eleman yöntemini seçiyoruz.
Şekil 7. Bobin üretimi için eleman-eleman şeması
Eleman-eleman imalat yöntemiyle, hazırlanan düz borular önce makinelerde bükülür ve ardından kaplama yapılır, daha sonra bükülmüş elemanlar bir bobin halinde birbirine kaynak yapılır (Şekil 7).
Su devresi ile fırın ısıtmanın dezavantajları
- Kullanılabilir alan kaybı. Yangın kutusuna yerleştirilmiş ısı eşanjörü, boyutunu önemli ölçüde azaltır, bu nedenle yangın kutusunu döşerken bu faktör dikkate alınmalıdır. Eh, ısı eşanjörü mevcut bir yapıya yerleştirilmişse, tek çözüm sık sık yakıt yüklemesidir.
- Artan yangın tehlikesi. Bir soba veya şömine, açık ateş ve yakınlarda bir yakıt kaynağı gerektirdiğinden, böyle bir sobayı uzun süre gözetimsiz bırakmanız önerilmez.

Evde soba ısıtması düzenledikten sonra, yangın güvenliğini sürekli izlemelisiniz.
Karbonmonoksit. Yanlış kullanıldığında karbon monoksit yaşam alanlarına girebilir ve bu da insan hayatı için tehlikelidir.
Tavsiye. Özellikle kışın kimsenin düzenli olarak yaşamadığı bir kır evine su devresi ile ısıtma kurulursa, devredeki suyun donmasını önlemek için bir antifriz sıvısı kullanmak daha iyidir.
Kuruluma başlayalım
İşin sırası, ısı eşanjörünün tasarım özelliklerine bağlıdır.
Kayıtlı bir cihaz kurma
Eski bir fırına kurarken, duvarın bir kısmını sökmeniz gerekecektir. İşin sırası aşağıdaki gibidir:

- Doğrudan fırın boşluğunda bobin için temel hazırlıyoruz.
- Bobinin takılması.
- Sökülmüş tuğla sırasını, boruların giriş ve çıkışı için yer bırakarak döşeriz.
- Isı eşanjörünü ısıtma sistemine bağlarız.
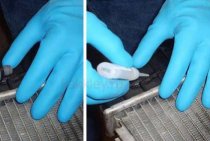
Çalışmaya başlamadan önce, tank hatasız olarak sızıntılara karşı kontrol edilmelidir. Tercihen basınç altında su ile doldurarak sızıntı olmadığından emin olabilirsiniz.
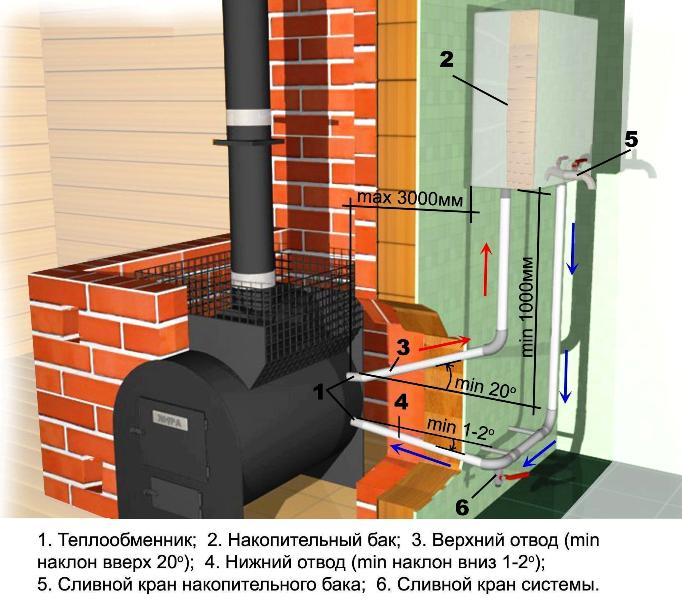
Cihazın bir kap ile montajı
Soba veya şömine için en iyi seçenek. Metal bir tank ve iki bakır borudan yapılmıştır. Tankın hacmi, kural olarak, yaklaşık 20 litredir.Bitmiş bir ürünün yokluğunda, çelik sac kaynağı ile elle yeterli hacimde bir rezervuar yapılır.
Isı eşanjörünün imalatı için 2,5 mm'den kalın bir malzeme kullanılmalıdır. Kaynak, oluşturulan dikişin kalınlığı minimum olacak şekilde yapılmalıdır.

Tank, zemin seviyesinden 1 metre yükseğe kurulmalı, ancak ocaktan en fazla 3 metre uzağa kurulmalıdır. Tankta iki delik açılır: biri dibe yakın, ikincisi - karşı taraftaki en yüksek noktada. Isı transferinin verimliliği hatların konumuna bağlıdır.
Alt çıkışın zemin yönündeki minimum sapmasının 2 derece olmasını sağlamak için çaba sarf etmek gerekir. Üstteki, ters yönde 20 derecelik bir açıyla bağlanmalıdır.
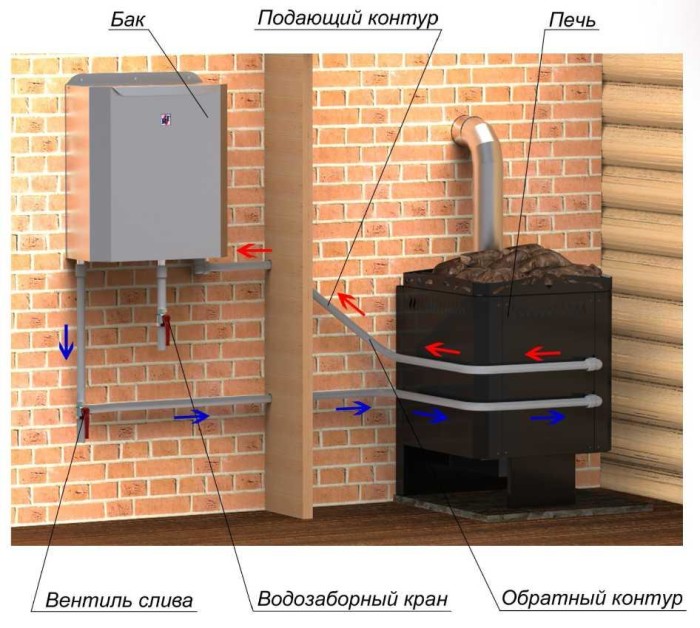
Depolama tankına bir tahliye vanası takılıyor. Sistemin tamamını boşaltmak için en alt noktaya monte edilen başka bir musluk sağlanmıştır. Sızdırmazlığı kontrol edildikten sonra sistem çalışmaya hazırdır. Bir ısı eşanjörlü böyle bir fırının verimliliği, soğuk mevsimde takdir edilebilir.
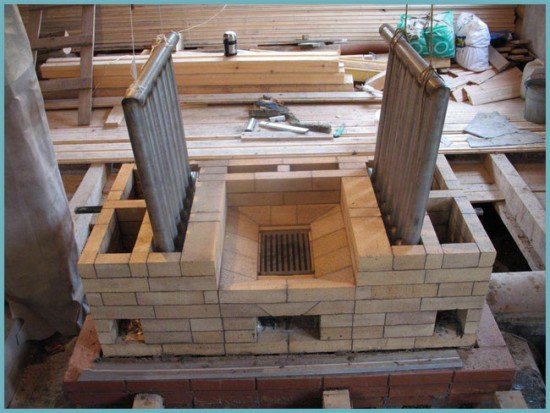
Su devresi aşamalı konstrüksiyonlu kendin yap soba ısıtması
İlk olarak, bir soba inşa etmeye başlamadan önce temeli hazırlamanız gerekir. Bunu yapmak için derinliği 150-200 milimetre olan bir çukur kazmak gerekir. Altta, katmanlar halinde kırık tuğla, çakıl ve moloz dökün. Sonra her şeyi çimento harcı ile doldurun. Temel, zeminden birkaç santimetre yükselmelidir. Şap üzerine su yalıtım malzemesi koyun.
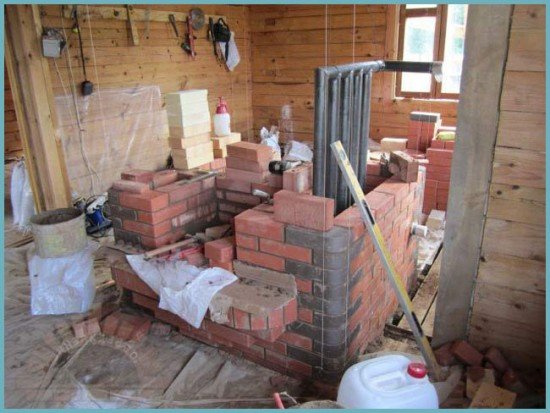 Su devreli bir fırın inşa etme süreci
Su devreli bir fırın inşa etme süreci
Tuğla örmenin ana özellikleri
Soba kaliteli malzemelerden yapılmalıdır. Duvarlar normal ateşlemeli tuğlalardan inşa edilebilir, ancak fırın kısmı için refrakter tuğlalar alın.
- Döşemeye başlamadan önce tuğlalar nemlendirilmelidir. Bunu yapmak için, bir süre suya batırın. İçlerinden hava kabarcıkları çıkmayı bıraktığında döşeme başlayabilir.
- Tüm sıralar ve köşeler bağlanmalıdır.
- Tüm radye hemen çimento harcı uygulayın. Katmanı yaklaşık 5 milimetre olmalıdır. Üzerine tuğlayı döşemeden hemen önce harcı yenileyin.
- Fırın kısmına geldiğinizde mala ile kil uygulamayınız. Ellerinle yap.
- Her beş sırada bir, dikişlerdeki fazla çimentoyu dikkatlice kesin ve nemli bir süngerle silin.
- Sobanın duvarları dikey ve yatay olmalıdır. Bunu kontrol etmek için duvarcılık sırasında her zaman bir su terazisi kullanın.
Uygulama Özellikleri
Standart soba ısıtması, eşit olmayan bir termal enerji dağılımı anlamına gelir - kaynaktan ne kadar uzak olursa, o kadar soğuk olur. Radyatörleri bağladıktan ve su döktükten sonra, fırınlar, soğutucunun, duman kanallarının ve duvarların ısıtılmasını sağlayan katı yakıtlı kazanların analogları gibi davranır. Fırın sırasında böyle bir sistem, ısının bobinden radyatörlere aktarılmasına izin verecek ve yakıt söndürüldükten sonra fırının ısıtılan duvarlarının enerjisini kullanacaktır.

Bir ısı eşanjörü kurarken, kurulumunun yakıt bölmesinin faydalı hacmini azaltacağı ve yakıtın çok daha sık eklenmesi gerekeceği dikkate alınmalıdır. Su devresinin doğru tasarımı ve ısıtma odasının boyutları ile ilişkisi bu sorunun ortadan kaldırılmasına yardımcı olacaktır. İyi bir alternatif, uzun süre yanan bir soba olacaktır.
Isıtma sisteminin böyle bir yükseltmesinde bazı nüanslar var. Yakacak odunun yanması sırasında açığa çıkan enerji, ısı değişim ünitesini ve içine yerleştirilen çalışma sıvısını ısıtmaya başlayacak, ancak fırın duvarları sıcaklıklarını değiştirmeyecektir.

Duman kanalları ile vücudun üst kısmı ısıtılacaktır. Bina geçici konut olarak kullanılıyorsa, fırın düzenli olarak açılmaz ve boruların içindeki sıvının donmasına neden olabilir.Kazaları önlemek için suyun antifriz ile değiştirilmesi tavsiye edilir.
Kalite göstergeleri
Kalite göstergeleri, ünitenin operasyonel avantajlarını değerlendirmeye hizmet eder, başlıcaları: ünitenin teknik seviyesi, güvenilirliği ve dayanıklılığı, yapısal, estetik ve ergonomik özellikleri.
A. Teknik seviye. Mutlak, göreceli ve ileriye dönük teknik seviyeler vardır.
Bir ürünün mutlak teknik seviyesi, performansı ile karakterize edilir. Sayıları minimum olmalıdır. Mutlak seviyeyi değerlendirirken çokluk ve bulanıklıktan kaçınmak için kendimizi bunlardan yalnızca en önemlileriyle sınırlamak gerekir - üretkenlik, verimlilik, süreç sürekliliği, otomasyon derecesi.
Göreceli teknik seviye, mutlak teknik seviyesini en iyi modern dünyanın seviyesi ile karşılaştırırken (ilgili göstergelerle) ürünün mükemmellik derecesini karakterize eder - yerli ve yabancı - benzer bir amaca sahip örnekler ve modeller.
Gelecek vaat eden bir teknik seviye, belirli bir endüstrinin gelişimindeki planlı ve planlanan eğilimleri, bir dizi ileriye dönük gösterge şeklinde belirler.
B. Dayanıklılık ve güvenilirlik. Bu göstergeler kalite göstergelerinin en önemlileridir.
Dayanıklılık - ünitenin, bakım ve onarımlar için yıkıma veya başka bir sınır durumuna kadar mümkün olan en küçük kesintilerle performansını sürdürme özelliği. Dayanıklılığın ana nicel göstergeleri teknik kaynak ve hizmet ömrüdür.
Teknik kaynak - ünitenin çalışma süresi boyunca toplam çalışma süresi.
Hizmet ömrü - ünitenin imha edilmeden önce veya başka bir sınır durumuna (örneğin, ilk büyük revizyona kadar) çalışmasının takvim süresi. Hizmet ömrü, ünitenin fiziksel ve ahlaki aşınması ve yıpranması ile sınırlıdır.
Güvenilirlik, birimin güvenilirliği, dayanıklılığı ve sürdürülebilirliği ile belirlenen, birimin bir özelliğidir. Güvenilirliğin nicel göstergeleri: çalışma süresi, hatasız çalışma olasılığı, kullanılabilirlik faktörü.
Çalışma süresi - ünitenin çalışma süresi veya miktarı,
döngü sayısı, üretilen ürünlerin veya diğer birimlerin sayısı ile ölçülür.
Arızasız çalışma olasılığı, belirli modlar ve çalışma koşulları altında, belirli bir çalışma süresi içinde hiçbir arızanın oluşmama olasılığıdır. Kullanılabilirlik faktörü, belirli bir çalışma süresi için ünitenin zaman birimi cinsinden çalışma süresinin, bu çalışma süresinin toplamına ve aynı çalışma süresindeki arızaları bulmak ve ortadan kaldırmak için harcanan zamana oranıdır.
B. Ergonomi ve teknik estetik. Kalite, bakım kolaylığı ve görünüm açısından en iyi örnekleri ve dünya standartlarını karşılayan modern ısı eşanjörlerinin oluşturulması. Endüstriyel bir ısı eşanjörünün tasarımı, teknik koşullara ve bununla birlikte yeni bilimsel disiplinler - ergonomi ve teknik estetik - tarafından ortaya konan gereksinimlere dayanmalıdır.
Ergonomi, bir kişinin kendisi için mükemmel araçlar ve optimal çalışma koşulları yaratmak için emek süreçlerindeki işlevsel yeteneklerini inceleyen bilimsel bir disiplindir.
Teknik estetik, konusu bir sanatçı-tasarımcının faaliyet alanı olan bilimsel bir disiplindir. Sanatsal tasarımın amacı (teknik tasarımla yakından bağlantılı olarak) hizmet personelinin ihtiyaçlarını en eksiksiz karşılayan, çalışma koşullarına en uygun, estetik özellikleri yüksek, çevre ve çevre ile uyumlu endüstriyel tesislerin oluşturulmasıdır.
Güzel görünüm, kural olarak, rasyonel ve ekonomik bir tasarıma karşılık gelir. Ürünün görünümü büyük ölçüde rengine bağlıdır.Renk, sadece üretimin estetik seviyesini belirleyen değil, aynı zamanda işçi yorgunluğunu, işgücü verimliliğini ve ürün kalitesini de etkileyen en önemli faktördür.
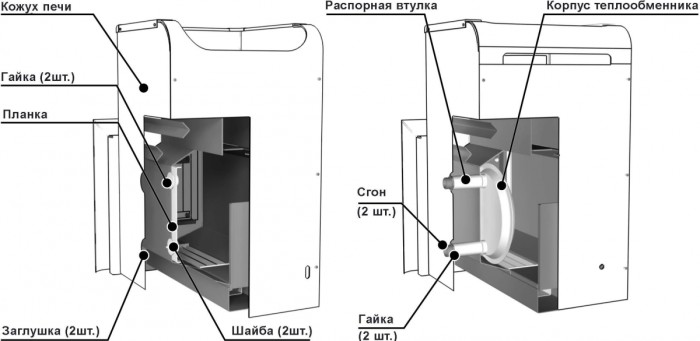
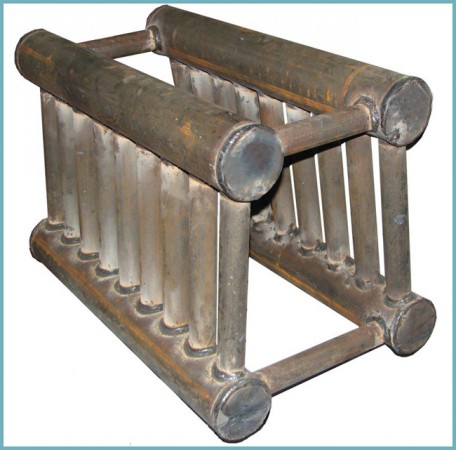
Fırın ısı eşanjörleri
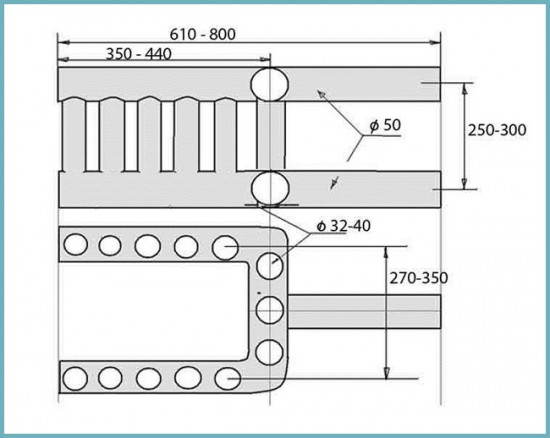
Bobinin düzenlenmesi şeması
Diyagram, bobin için seçeneklerden birini göstermektedir. Bu tip eşanjörü ısıtma ve pişirme fırınlarına yerleştirmek iyidir, çünkü yapısı üzerine ocak yerleştirmeyi kolaylaştırır.
Üretim sürecinin karmaşıklığını azaltmak için bu tasarımda bazı değişiklikler yapabilir ve U şeklindeki üst ve alt boruları bir profil boru ile değiştirebilirsiniz. Ayrıca gerektiğinde dikey borular da dikdörtgen profillerle değiştirilmektedir.
Bu tasarımın bir bobini, pişirme yüzeyinin olmadığı fırınlara monte edilirse, eşanjörün verimliliğini artırmak için birkaç yatay boru eklenmesi tavsiye edilir. Suyun arıtılması ve çekilmesi farklı yönlerden yapılabilir, fırının tasarımına ve su devresinin tasarımına bağlıdır.
Ekonomik göstergeler
A. Termal ve hidrodinamik mükemmellik. Isı eşanjöründeki ısı taşıyıcıların pompalanması için harcanan güç, büyük ölçüde ısı transfer katsayısını, yani aparatın toplam ısı çıktısını belirler. Bu nedenle, ısı eşanjörünün mükemmelliğinin önemli bir göstergesi, gerekli ısı transferini sağlamak için soğutucuyu pompalamak için kullanılan gücün derecesidir.
Cihazın termohidrodinamik mükemmelliği, iki tür enerjinin oranı ile karakterize edilebilir: ısı değişim yüzeyinden aktarılan ısı Q ve hidrodinamik direncin üstesinden gelmek için harcanan ve tüm akışlar için aynı birimlerde ifade edilen iş N. Böylece, ısı transferi için harcanan işin kullanımının ölçüsü, oran ile ifade edilebilir.
E'nin değeri ne kadar büyükse, ısı eşanjörü veya ısı değişim yüzeyi termohidrodinamik (enerji) açısından o kadar mükemmel olur, diğer her şey eşit olur. E enerji katsayısı boyutsuz bir niceliktir, bu nedenle E = Q/N ifadesinin payı ve paydası keyfi bir ama aynı birime, örneğin bir ısı değişim yüzey birimine (termal indeks), bir ısıya atıfta bulunulabilir. yüzey kütle birimini (kütle indeksi) veya hacim birimini (hacim göstergesi) değiştirin. Cihazları karşılaştırırken, E değeri tüm ısıya ve harcanan tüm işe veya cihazın yüzey birimine, kütlesine veya hacmine bağlanabilir.
Analiz, diğer şeylerin eşit olması durumunda, soğutucunun hızındaki bir değişikliğin, ısı eşanjörünün çalışmasını karakterize eden çeşitli miktarlar üzerinde farklı bir etkiye sahip olduğunu göstermektedir: ısı transfer katsayısı, hız (veya akış hızı) ile orantılı olarak değişir. 0,6-0,8'lik güç, hidrodinamik direnç, güç 1.7-1.8'in hızıyla ve soğutucuyu pompalama gücüyle - 2.75'in gücüyle orantılıdır.
Soğutucunun hızındaki bir artışla, onu pompalama gücü, aktarılan ısı miktarından çok daha hızlı büyür, yani belirli bir aparat veya belirli bir ısı değişim yüzeyi için, enerji katsayısının değeri E, artışla azalır. soğutucunun hızı. Bu nedenle, E katsayısının mutlak değeri, bir ısı eşanjörünün termohidrodinamik mükemmelliğinin bir ölçüsü olarak hizmet edemez, ancak yalnızca iki veya daha fazla cihazı karşılaştırırken faydalıdır.
B. Verimlilik. Eşanjörün mükemmelliğinin termal göstergesi verimliliğidir (verimliliği):
burada Q1, belirli koşullar altında sıcak bir soğutma sıvısından soğuk bir soğutma sıvısına aktarılabilecek mümkün olan maksimum ısı miktarıdır; Q2, sıcak soğutucudan soğuğa aktarılan ısı miktarı veya teknolojik süreç için harcanan ısıdır.
Mümkün olan maksimum ısı miktarı veya mevcut ısı, ısı transfer akışkanlarının başlangıç sıcaklıklarına ve su eşdeğerlerine bağlıdır.
Su devresi nasıl kurulur
Kurulum, diğer herhangi bir ısıtma sisteminin kurulumuyla aynı şekilde gerçekleşir. Dikkate alınması gereken tek nokta, soba ısıtmanın “dönüşünün” daha yüksekte yer almasıdır.
Soğutma sıvısı sirkülasyonu üç tiptir:
- Doğal. Doğal sirkülasyon için boruların montajı izin verilen maksimum eğimde yapılmalıdır. Ek olarak, borunun fırından çıktığı yerde bir "hızlanma kollektörü" düzenlemek gerekir: bunun için boru dikey olarak 1–1,5 m yüksekliğe ve ardından eğimli bir şekilde radyatörlere doğru yönlendirilir. yol.
Zoraki. Bu tip sirkülasyon verimi %30'a kadar arttırır. Devreye, soğutucunun basıncını oluşturan bir sirkülasyon pompası eklenir. Ancak, tek tip cebri sirkülasyonlu bir sistemin düzenlenmesi istenmez, çünkü bir elektrik kesintisi veya bir pompa arızası durumunda, su sirküle etmeyecek ve bu da sistemdeki soğutucunun kaynamasına neden olacaktır.
Kombine. Bu tür sirkülasyon için, birinci paragrafta açıklandığı gibi eğimli boruların montajının pompa ile birleştirilmesi gerekir. Bu durumda pompa, şema 4'te gösterildiği gibi paralel bir hat üzerinden sisteme bağlanmıştır. Bu kombinasyon ile pompa elektrik varken çalışacak, yokluğunda sirkülasyon doğal olarak gerçekleştirilecektir.