Какви електроди да заварявате профилна тръба 2 мм.
При избора на електроди за електрическо заваряване те се ръководят от дебелината на детайлите, която е пряко свързана с диаметъра им.
Необходимите данни могат да бъдат получени от таблиците на опаковката или да се определят сами размерите, като се има предвид, че диаметърът на електрода приблизително съответства на дебелината на стената при стойности, които не надвишават 4 mm.
Избор на режим на заваряване и тип електроди
Токът, преминаващ през електродите, е пряко свързан с диаметъра им, неговата стойност обикновено е посочена на опаковката. Освен това стойността му може да бъде зададена от таблици или приблизително определена чрез изчисления, въз основа на факта, че 1 mm. дебелината на електрода изисква ток от 30 ампера.
Има четири основни типа електроди в зависимост от материала на покритието:
- Кисело (А). Те се характеризират с високо съдържание на желязо и манган, металният електрод преминава в шева под формата на малки капки с образуването на течна баня, когато се втвърди, шлаката лесно се отделя. При работа твърде високата температура на дъгата води до подрязване, шевът е силно податлив на пукнатини - това ограничава използването на този тип.
- Целулоза (C). В допълнение към целулозата, съставът включва железоманганови руди и талк, които напълно изгарят при нагряване, образувайки защитен газ, докато шевът няма шлаково покритие. Електродът влиза в шева със средни и големи капки, образувайки груба неравна структура с многобройни пръски.
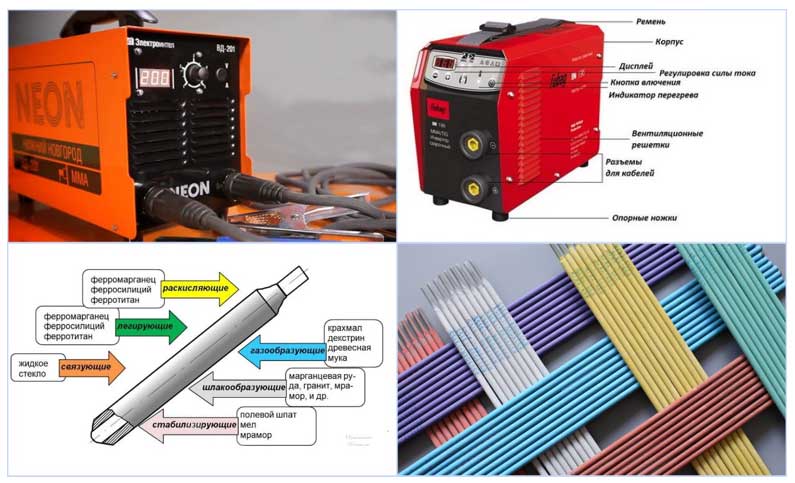
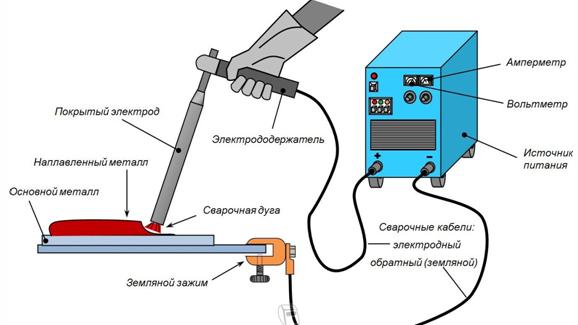
Ориз. 10 Външен вид на електродъговия апарат и електрода
Рутил (P). Покритието се състои главно от титанов диоксид или илменит, електродният метал преминава в заваръчната вана със средни и малки капки с малко количество пръски и образуване на равномерен, висококачествен шев. Шлаковото покритие има пореста структура и лесно се отделя от шева.
За електрическо заваряване на нисковъглеродни стоманени сплави, от които се произвеждат профилни тръби, най-често се използват добри електроди от марките UONI-13/55, MP-3, ANO-4, OK 63.34 може да се използва за заваряване на неръждаема стомана.

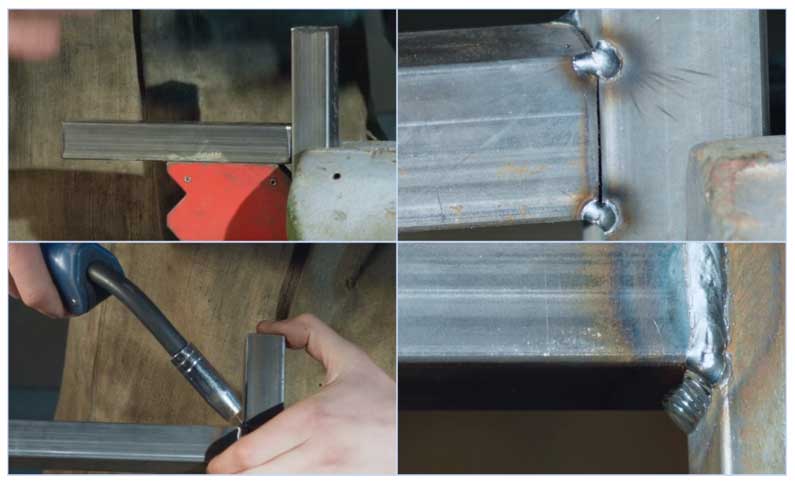
Фиг.11 Заваряване на тънкостенни тръби
Подготовка за работа
Свързването на профилни тръби без заваряване се извършва главно с помощта на специализирани скоби и болтове. С течение на времето крепежните елементи се разхлабват, така че когато се грижите за продукта, е необходимо постоянно да проверявате здравината на конструкцията. За да се намалят проблемите по време на работа, за сглобяване на конструкцията се използва заваряване.
За да се получи здрав заваръчен шев, е необходимо да се подготви повърхността на тръбата. За това:
тръбните секции се нарязват на необходимата дължина;

Използване на мелница за рязане на тръби
Препоръчително е да режете тръби със специални инструменти, например ножовка, което ви позволява да направите разреза възможно най-равномерно.
- ако е необходимо да се свържат елементите под ъгъл, тогава тръбите се регулират внимателно една спрямо друга, така че пролуките да са възможно най-малки. Това ще повиши качеството на заваръчния шев и в резултат на това надеждността на крайния продукт;
- местата, където се предполага, че ще бъде разположена заваръчната шев, се почистват от ръжда, неравности и други чужди отлагания. Всяко включване влияе отрицателно върху здравината на шева. Почистването може да се извърши с обикновена метална четка или със специализирано оборудване, като мелница.

Подготовка на повърхността преди заваряване
Електродъгово заваряване
Ръчната дъгова заварка се използва широко във всички сектори на националната икономика и в ежедневието за съединяване на елементи от метални конструкции. Неговите отличителни свойства в сравнение с други видове заварени съединения са:
- Сравнително ниската цена на заваръчната машина и консумативите, които са електродите.
- Получаване на висококачествени заварени съединения от обичайни класове метали, включително неръждаеми сплави.
- Възможността за извършване на заваръчни работи на много труднодостъпни места - това се улеснява от ниското тегло и лекотата на свързване на оборудването към електричество.

Ориз. 7 Заваряване на тънка профилна тръба - вид шевове
Извършването на работа с електродъгово заваряване се състои от следните стъпки:
- Краищата на тръбите се подготвят за заваряване, за това се почистват от ръжда, след което заготовките се поставят на необходимото разстояние, за да запълнят шева с метал от разтопения електрод, често за това се използват специални устройства.
- Заваръчната машина се включва, като се настройва необходимия ток според вградения индикатор, електродът се вкарва в държача, свързан към заваръчната машина, вторият край е фиксиран върху тръбата.
- Положението на частите, които ще се заваряват една спрямо друга, се фиксира чрез точково заваряване (заваряване), след което се извършва електрическо заваряване с помощта на защитно облекло, маска и ръкавици на заварчика.
- В края на работата котлен камък се събаря и шевът се почиства с метална четка.
Полуавтоматично заваряване на метали с инертен газ (MIG)
Благодарение на съвременните технологии стана възможно да се заваряват профилни продукти по най-простия начин в домашни условия, което не изисква много опит и дългогодишно обучение като заварчик.
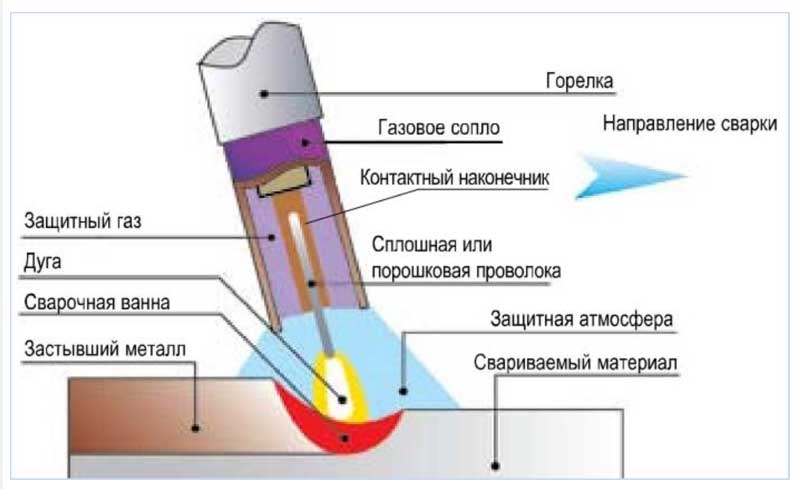
Ориз. 8 Как работи MIG
Полуавтоматичното заваряване с инертен газ (MIG) е еволюционна стъпка в развитието на конвенционалното дъгово заваряване, в сравнение с което има следните предимства:
- Вместо електрод, специална тел с диаметър от 0,6 до 1,2 mm автоматично се подава в заваръчната вана през горелката, навита в макари - това автоматизира процеса и намалява времето за смяна на електродите.
- Заедно с телта инертен газ (обикновено смес от въглероден диоксид и аргон) се подава към горелката през заваръчната втулка - това предотвратява образуването на шлака и подобрява качеството на заваръчния шев.
Благодарение на тази технология, полуавтоматичното заваряване има следните предимства пред електродъговите машини:
- Позволява ви да заварявате тънки детайли с дебелина 0,5 мм.
- Готви стомана, неръждаема стомана, чугун, алуминий и цветни метали.
- При извършване на работа няма шлака и практически няма дим - това е по-малко вредно за здравето, подобрява качеството на шева в сравнение с методите с електрическа дъга.
Недостатъците на MIG включват обемност (необходими са масивен газов цилиндър и система за подаване на тел към горелката) и невъзможността за работа при силен вятър, който издухва газ от зоната на заваряване.
Ориз. 9 Заваряване на тънкостенни профилни тръби в среда на инертен газ
Техника на заваряване
Заваряването на рамка от профилна тръба може да се извърши по някой от следните видове:
- газ;
- електрическа дъга.
Газово заваряване
Газовото заваряване се получава чрез разтопяване на метала и запълване на празното пространство с добавка.
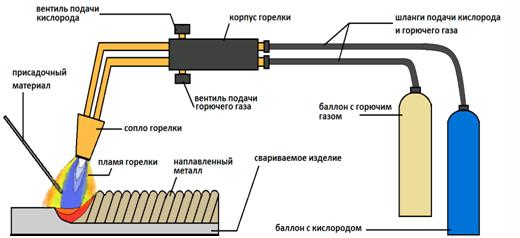
Технология на газово заваряване
За газово заваряване ще ви трябва:
- специална заваръчна машина с набор от накрайници за горелката;
- цилиндър с кислород;
- цилиндър с горим газ (най-често се използва ацетилен);
- тел за пълнене (изисква се жицата да бъде направена от същия материал като тръбите, които се заваряват);
- заваръчен прах (флюс), който намалява окисляването на метала и предпазва шева. Флюсът се нанася върху повърхността на тръбата преди да започне заваряването;
- елементи за индивидуална защита на заварчика (маска).
При газово заваряване трябва стриктно да се спазват предпазните мерки, тъй като използваните газове са експлозивни.
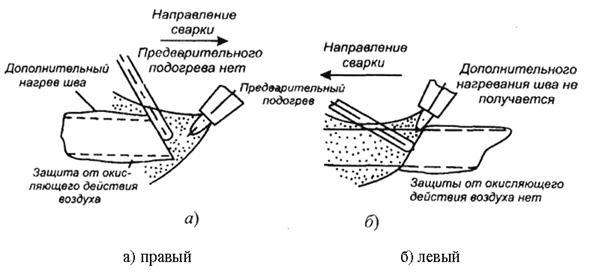
Свързването на тръби с газово заваряване може да се извърши по 2 начина:
- от ляво на дясно. Добавката се доставя след нагряване с горелка, което позволява заваряване на тръби с дебелина над 5 мм. Шевът не е съвсем равен и изисква допълнително усъвършенстване.По този начин портата е заварена от профилна тръба и други триизмерни конструкции;
- от дясно на ляво. Добавката се подава пред горелката, което ви позволява да получите най-равномерния шев. Използва се главно за тръби с дебелина по-малка от 5 мм, като заваряване на профилни тръбни ферми, градинска пейка и така нататък.
Налични начини за образуване на заварка
След пълно охлаждане се препоръчва шевът да бъде почистен и защитен от корозия.
Газовото заваряване се използва за свързване на профилни тръби, изработени от цветни метали (месинг, алуминий, мед и др.).
Предимствата на газовото заваряване са:
- простота. Заваряването на конструкция с газова горелка не изисква специални знания и умения;
- наличност. Необходимите компоненти (газове) могат да бъдат закупени без особени затруднения;
- няма нужда от мощен източник на електрически ток.
Електродъгово заваряване
Дъгово заваряване се използва при съединяване на профили, изработени от черни метали, тоест стомана.
Електродъгово заваряване се извършва с помощта на:
- машина за заваряване;
- електроди.
Технология на електродъгово заваряване
Изборът на електроди и необходимия ток за заваряване се извършва въз основа на дебелината на метала на профилната тръба.
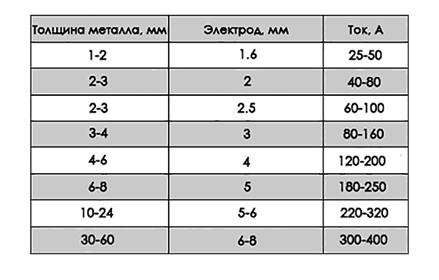
Таблица на съотношението на метала, който ще се заварява, и използваните електроди
Таблицата показва препоръчителните параметри на електрода. За да се уверите, че електродът е избран правилно, е необходимо да се извърши тестов шев на малки участъци от тръби.
Силата на тока също влияе върху качеството на заварката. За да се направи шевът възможно най-силен, е необходимо да се постигне възможно най-високата сила на тока.
Заваряването на профилна тръба с инвертор се извършва в следния ред:
- заварените участъци от профилни тръби са здраво фиксирани, за да се предотврати тяхната деформация и изместване. За да направите това, можете да използвате както специални устройства, така и импровизирани инструменти;
- на 4-5 точки се извършва точково заваряване (заваряване с прихват), което позволява предварително свързване на частите;

Началният етап на структурно заваряване
- проверява се правилността на дизайна. Ако е необходимо, с помощта на чук, дефектите се коригират;
- фугата е окончателно заварена. В същото време се препоръчва да се следи скоростта на движение на електрода, така че металът на тръбите да има време да се стопи напълно и в същото време да не потъва вътре в профила.
Профилните тръби с дебелина над 5 мм се препоръчват да се заваряват на няколко етапа, за да се получи здрав шев. В този случай заваряването се извършва в противоположни посоки една спрямо друга.
След приключване на заваряването конструкцията трябва да се охлади, за да се предотврати деформация на профилната тръба.
Готовият шев се почиства със специални инструменти, например ъглошлайф.

Обработка на шев с бормашина
Мястото на заваряване изисква висококачествена защита от влиянията на околната среда, тъй като металът, изложен на високи температури, ръждясва няколко пъти по-бързо.
Можете да научите повече за дъгово заваряване, като гледате видеоклипа.
Всички заваръчни работи трябва да се извършват, като се спазват мерките за безопасност и се използват средства за защита на заварчика. Изборът на метода на заваряване зависи от материала, от който са направени профилните тръби, както и от наличното оборудване.

