Metoder til sammenføjning af polypropylenrør
Hvis opgaven er at udstyre opvarmning med plastrør med lille diameter (op til 63 mm), er der i praksis to måder at forbinde sådanne rør på:
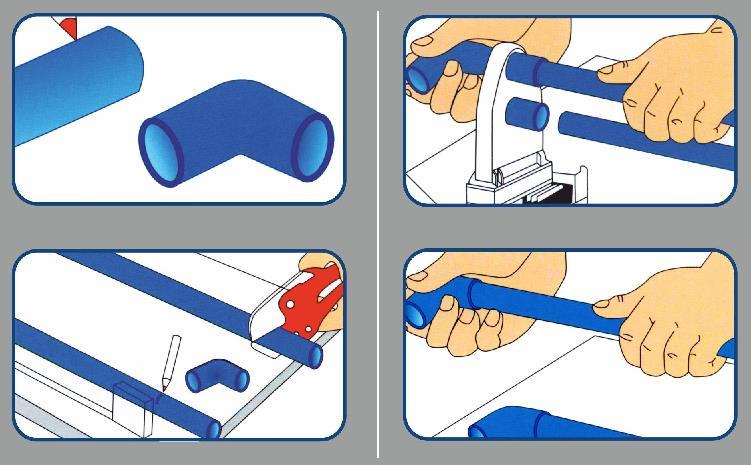
- muffesvejsning - i dette tilfælde placeres den ene forudvidede ende af røret i den anden;
- muffesvejsning - her er enderne af to elementer forbundet med hinanden ved hjælp af en kobling.
I tilfælde af sammenføjning af rør med stor diameter (fra 63 mm), tyer de til brugen af stødsvejsning. Denne installationsmetode kræver ikke yderligere forbindelseselementer, mens den opretholder en fremragende grad af rørfiksering. Fittings af passende størrelse (muffesvejsning) kan også anvendes. I nærværelse af rør med en diameter på 40 mm er det mere bekvemt at bruge manuel svejsning, men større elementer forbindes sædvanligvis ved hjælp af et specielt apparat, der på forhånd justeres.
Umiddelbart før installationen af varmesystemet påbegyndes, er det værd igen omhyggeligt at overveje hele processen med at samle rørledningen. Dette vil undgå uønskede nuancer på driftstidspunktet, der påvirker den endelige monteringskvalitet af varmesystemet.
Ordning for processen med at forbinde polypropylenrør
Her skitserer vi de vigtigste nuancer af, hvordan man forbinder plastvarmerør:
- Den optimale opvarmningstid for loddekolben er 5 sekunder.
- Den anbefalede smeltetemperatur for polypropylen er 270°C. Denne parameter kan opnås ved hjælp af en speciel vippekontakt installeret på svejsemaskinen.
- Det skal bemærkes, at teknologien til sammenføjning af rør i varmesystemet vil variere afhængigt af sted og sæson. Så under minusgrader eller ved installation af en varmestruktur udendørs, skal opvarmningstiden for loddekolberøret øges lidt, eller temperaturen skal hæves for at smelte polypropylenprodukter.
- Ved sammenføjning af rør med større diameter vil materialets smeltetid også stige lidt.
- Den anbefalede tid for fastgørelse af elementer med stor diameter til hinanden efter opvarmning er 30 sekunder eller mere.
Dernæst skal du overveje i detaljer, faktisk teknologien til lodderør lavet af polypropylen:
- Efter at have nået den nødvendige temperatur bliver dyserne på loddekolben til polypropylenrør - for de ydre og indre dimensioner af rørets tværsnit - samtidig sat på og opvarmet af forbindelsesdelene (kobling, rør).
- I tidspunktet for opvarmningsprocessen dannes "blus" på varmeelementerne.
- Som et resultat af opvarmningsprocessen fjernes begge dele fra dyserne og kobles til hinanden ved ensartet blidt tryk på dem fra begge sider mod hinanden og fikseret i denne position. Enhver rotation og unødvendige bevægelser under tilslutningen af elementerne er uacceptable, da dette kan forstyrre den resulterende søm.
- De tilsluttede elementer skal holdes i 30 sekunder for en mere pålidelig vedhæftning af varmesystemets dele. Det skal tilføjes, at fælgen skal være jævn i hele samlingens længde.
Efter fuldstændig afkøling er de tilsluttede dele klar til brug.
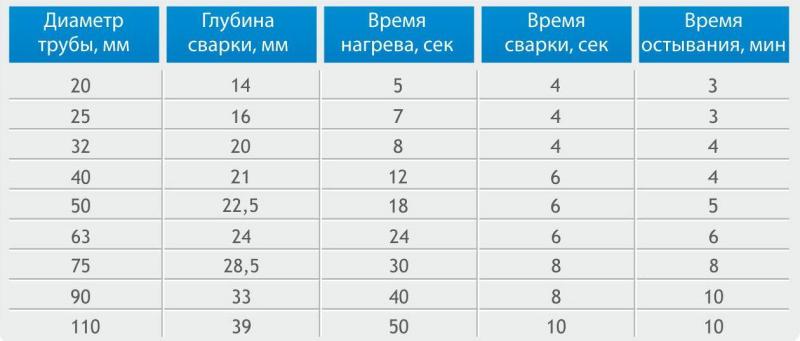
Svejseprocesparametre
Måder at forbinde rør lavet af metal-plast og PEX-rør
Metal-plastelementer og PEX-rør samles ofte på samme måde. Her vil vi i detaljer beskrive teknologien til installation af et varmerør fra ovennævnte materialer.
Tilslutningen af metal-plastrør udføres på to måder:
- brug af kompressionsfittings;
- ved brug af presfittings (trykprøvning af varmerør).
Rørforbindelse med kompressionsfittings
Denne type fitting er mere bekvem at bruge. Kompressionsfittings kan også bruges til at samle koldtvandsforsyningssystemer. Installation af en rørledning, der leder varmt vand, udføres også af bygherrer, der anvender de nævnte fittings.
Ved samling af de ovennævnte rørledninger er der ikke behov for specialudstyr til syning af metal-plast og polypropylen. For at koble rørdelene sammen behøver du kun en skruenøgle og en beskæringssaks.
Varmeelementerne er forbundet i henhold til følgende handlingsalgoritme:
- Indledningsvis placeres en kompressionsmøtrik på enden af røret fra dockingssiden.
- Dernæst skal der sættes en splitring på bagved møtrikken, mens ringens kant skal placeres med en afstand på 1 mm i forhold til rørskæringen.
- Derefter skubbes røret op til anslag og fastgøres på fittings. I dette tilfælde er affasning af røret ikke påkrævet.
- Krympemøtrikken monteres med skruenøgler.

Kompressionsfittingsdele og monteringsprocedure
Ved tilspænding af møtrikken anbefales det ikke at anvende for stor kraft, da der er stor sandsynlighed for at skære røret.
Docking rør ved hjælp af presfittings
Pressefittings til metal-plastrør samt tværbundet polypropylen gør det muligt pålideligt at forbinde dele af varmesystemet. Sådan en konstruktion kan desværre ikke adskilles i fremtiden. For at udføre installationen på denne måde skal du bruge et specielt presseværktøj.
For at tilslutte de tidligere nævnte varmeelementer ved hjælp af fittings, skal du følge følgende instruktioner:
- På enden af røret skal der sættes en spændemuffe.
- Derefter placeres en ekspander med det ønskede tværsnit i røret, indtil det stopper.
- Ekspanderens håndtag er langsomt forbundet med hinanden og fikseret i denne position i kort tid.
- Monteringsnippelen indsættes i røret. På grund af dens unikke molekylære sammensætning vil rørene krympe, hvilket vil hjælpe med at fastgøre fittingen til røret.
- Røret presses sikkert på fittingen ved hjælp af en manuel eller hydraulisk presse.

Presning med et specialværktøj
Funktioner ved installation af polypropylenrør
Installation af ekstra udstyr
Ved installation af polypropylenrør er det nødvendigt at tage hensyn til den termiske ekspansionsfaktor
Dette er vigtigt på varmesystemer og varmtvandsrør. For at gøre dette er det nødvendigt at installere kompensatorer på propylenrør.
Kompensatorernes hovedfunktioner:
- Absorption af temperaturændringer og kraftige trykstød i varme- og vandforsyningssystemet.
- Vedligeholdelse af integriteten af hele systemet.
- Forøgelse af pålideligheden af plastrørledningen.
Du kan også skelne mellem kompensatorer ved det materiale, de er lavet af.
Du kan bruge metal ekspansionsfuger, de er:
- aksial bælg kompensatorer KSO;
- kompensatorbælge overspændingsafledere;
- forskydningskompensatorer (KSS);
- roterende kompensatorer (KSP);
- universelle kompensatorer (KSU).
Universal ekspansionsfuger er normalt installeret på små strukturer.
Der er enheder med en fleksibel forbindelse lavet af elastiske materialer. De mest brugte er U- og L-formede strukturer samt løkkeformede kompensatorer og "slanger".

Kompensatorer: løkkeformet (venstre) og U-formet (højre)
Gevindforbindelse med metalrør (amerikansk)
Tilslutningen af plastrør ved hjælp af gevindmetoden giver ikke en stor forbindelsesstyrke. I dette tilfælde giver svejsning af elementer i dette design større tæthed. Hvis det af en eller anden grund er umuligt at undgå en gevindforbindelse, er amerikanske kvinder til polypropylenrør ret velegnede.
Dette er en speciel aftagelig kombineret fitting, som har et metaltråd på den ene side og en polypropylen base på den anden. På den ene side vil det blive skruet til metallet, og på den anden side vil det blive svejset til plasten.
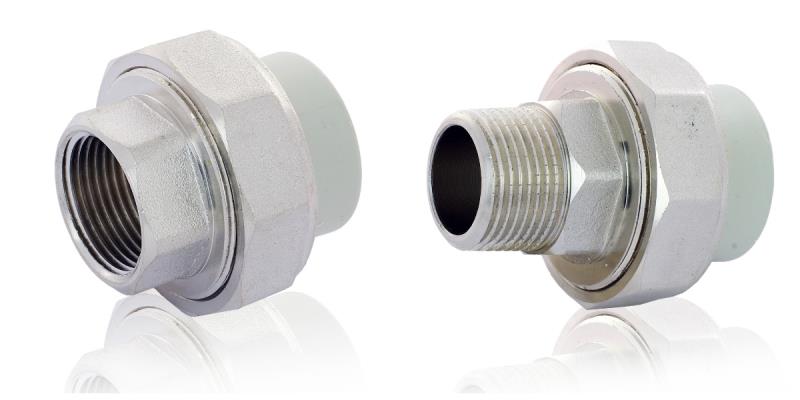
American kan bruges flere gange
Brug af flanger
En sådan forbindelse er lavet ved hjælp af adapterbøsninger svejset til enderne eller hættestålflanger (profil og glat) med et gevind på den ene side. De monteres uden svejsning. Af fordelene er der en høj pålidelighed af samlinger, der kan modstå høje temperaturer og tryk op til 16 atm. Forbindelsen kan udføres på en rørledning med forskellige diametre fra 2 til 120 cm.
Docking begynder med at trække i flangen på røret og sætte en gummipakning på. Den er installeret i en afstand på højst 10 mm fra enden. Flangen flyttes til pakningen, et andet rør er forberedt på samme måde
Boltene spændes forsigtigt, så plastikken ikke revner.
 Flangetilslutning af plastrør
Flangetilslutning af plastrør
Svejsning af et polypropylenrør med fittings
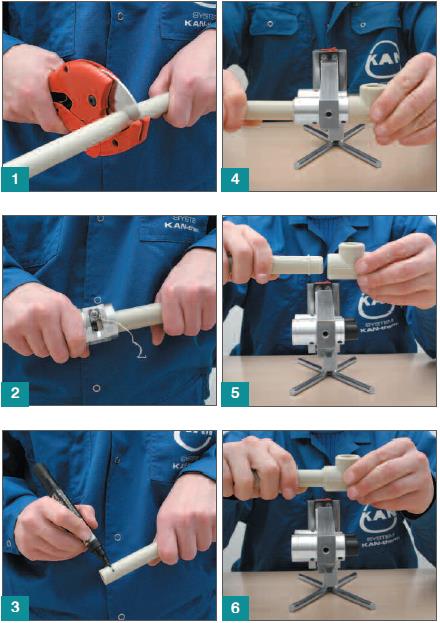
Hovedstadier:
- forberedelse af det nødvendige værktøj.
- pipeline planlægning.
- rørskæring.
- svejsning af rør og fittings.
Fittings og tilbehør fastgøres normalt til plastrør ved svejsning. Dette vil kræve en speciel loddekolbe med flere dyser, der er egnede i størrelse til rørets og fittings diametre. Før du begynder at svejse, vil det være nødvendigt at rense området, hvor beslaget kommer ind i det. For at gøre dette fjernes aluminiumsfolien, hvis der anvendes et rør med et aluminiumslag.
Lodning af et polypropylenrør med en fitting
Derefter opvarmes fittings til polypropylenrør og selve røret jævnt med et loddejern med en passende dyse og forbindes med hinanden.
Ved limning af rørdele og fittings skal rotation af delene undgås. Lodningen af elementerne skal være sikkert fastgjort på tidspunktet for deres afkøling. Ellers vil forbindelsen ikke være tæt og vil lække under drift.
Med en kombineret forbindelse med et metalvandrør kræves en anden forbindelsesmetode, herunder både svejsning og gevindforbindelse. Typisk kræves en sådan kombineret forbindelse ved tilslutning af VVS-udstyr.
Først og fremmest, før arbejdet påbegyndes, skal du slukke for stigrørene og dræne vandet i systemet. Herefter afmonteres det gamle VVS.
For at fremskynde demonteringen af den gamle vandforsyning kan du blot bruge kværnen - skær de gamle metalrør i stykker.
Loddeprocessen er vist i detaljer i videoen nedenfor.
Efter at demonteringsarbejdet er afsluttet, er det nødvendigt at fjerne de gamle ventiler, rense den del af vandforsyningsledningen, der fører til stigrøret, med et kabel og fortsætte med installationen af en ny ventil. Dette vil hjælpe med at undgå en blokering i vandforsyningen på denne gamle del af vandforsyningen.
Før installationen er det nødvendigt at sætte filteret på blanderen. Dette vil forlænge levetiden af vaskemaskinen, som kan tilsluttes vandforsyningssystemet på dette sted.
Efter alt dette kan du installere en kombineret beslag. Den gevindskårne metaldel er fastgjort til blanderen, og plastdelen er svejset til rørene.
Svejsning og montering af en separat del af rørsystemet
Ved lodning af en vandledning lavet af polypropylen forsøger de altid at installere individuelle sektioner af vandforsyningen på et sted med et stort ledigt rum og i en bekvem højde. For at gøre dette skal du bruge grundlæggende værktøjer, en stregtegning og den korrekte rækkefølge af arbejdet.
Normalt er den sværeste side at lodde på væggen med to hjørnebeslag, så den svejses først og fastgøres med clips eller dyvelbøsninger. Derefter udføres yderligere installation af linjesektionerne fra hjørnebeslagene, der fortsætter med loddearbejde direkte nær væggene.For at lette installationen er det nødvendigt på forhånd at give et sted til installation af loddekolben på et stativ eller organisere dets ophæng.

