Hvilke elektroder til at svejse et 2 mm profilrør.
Når du vælger elektroder til elektrisk svejsning, styres de af tykkelsen af emnerne, som er direkte relateret til deres diameter.
De nødvendige data kan fås fra tabellerne på pakken eller bestemme dimensionerne selv, da elektrodens diameter omtrent svarer til vægtykkelsen ved værdier ikke over 4 mm.
Valg af svejsetilstand og type elektroder
Strømmen, der passerer gennem elektroderne, er direkte relateret til deres diameter, dens værdi er normalt angivet på emballagen. Derudover kan dens værdi indstilles fra tabeller eller tilnærmelsesvis bestemmes ved beregninger, baseret på det faktum, at 1 mm. elektrodetykkelse kræver en strøm på 30 ampere.
Der er fire hovedtyper af elektroder afhængigt af belægningsmaterialet:
- Sur (A). De er kendetegnet ved et højt indhold af jern og mangan, metalelektroden passerer ind i sømmen i form af små dråber med dannelsen af et væskebad, når den er størknet, adskilles slaggen let. Ved arbejde fører for høj buetemperatur til underskæringer, sømmen er meget tilbøjelig til revner - dette begrænser brugen af denne type.
- Cellulose (C). Ud over cellulose omfatter sammensætningen ferromanganmalme og talkum, som brænder fuldstændigt ud ved opvarmning og danner en beskyttende gas, mens sømmen ikke har en slaggebelægning. Elektroden går ind i sømmen med mellemstore og store dråber og danner en grov ujævn struktur med talrige stænk.
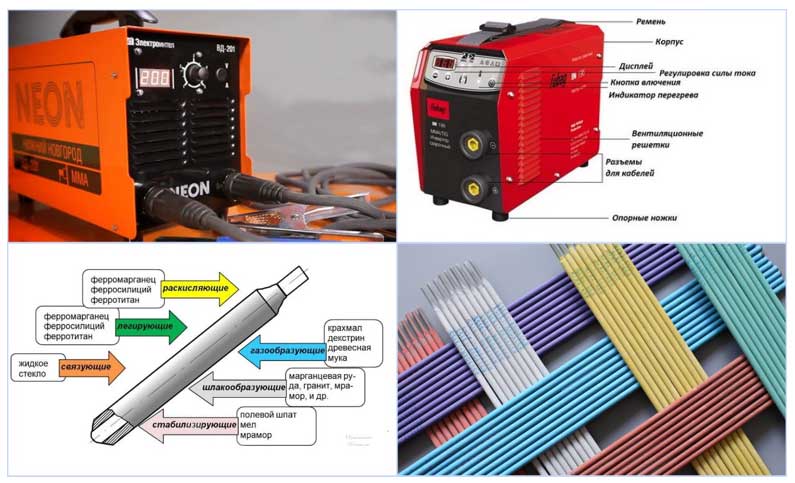
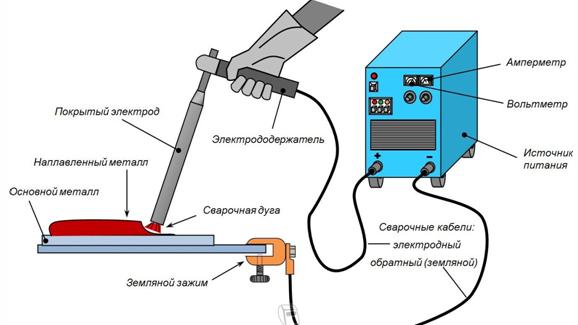
Ris. 10 Udseende af lysbueapparatet og elektroden
Rutil (P). Belægningen består hovedsageligt af titaniumdioxid eller ilmenit, elektrodemetallet passerer ind i svejsebassinet med mellemstore og små dråber med en lille mængde sprøjt og dannelsen af en jævn søm af høj kvalitet. Slaggebelægningen har en porøs struktur og adskilles let fra sømmen.
Til elektrisk svejsning af lavkulstofstållegeringer, hvorfra der fremstilles formede rør, anvendes oftest gode elektroder af mærkerne UONI-13/55, MP-3, ANO-4, OK 63.34 kan bruges til svejsning af rustfrit stål.

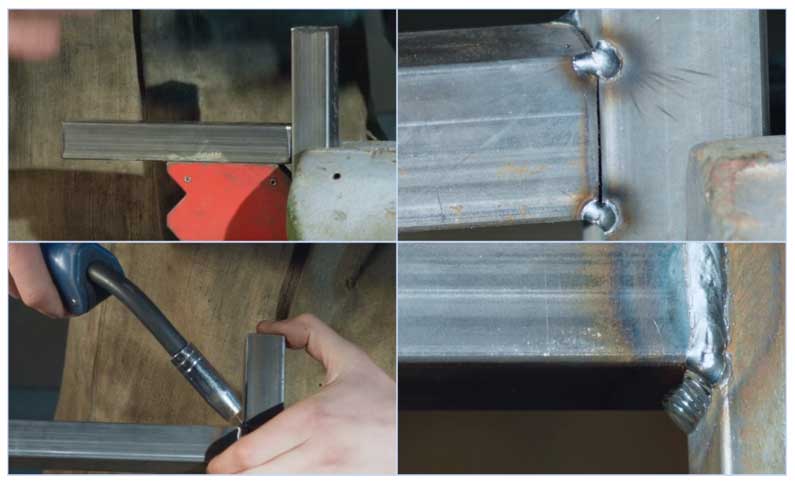
Fig.11 Svejsning af tyndvæggede rør
Forberedelse til arbejde
Tilslutningen af profilrør uden svejsning udføres hovedsageligt ved hjælp af specialiserede klemmer og bolte. Over tid løsnes fastgørelseselementerne, så når man plejer produktet, er det nødvendigt konstant at kontrollere strukturens styrke. For at reducere problemer under drift, bruges svejsning til at samle strukturen.
For at opnå en stærk svejsning er det nødvendigt at forberede rørets overflade. For det:
rørsektioner skæres til den nødvendige længde;

Brug af en kværn til at skære rør
Det anbefales at skære rør med specialværktøj, for eksempel en hacksav, som giver dig mulighed for at skære så jævnt som muligt.
- hvis det er nødvendigt at forbinde elementerne i en vinkel, så justeres rørene omhyggeligt til hinanden, så hullerne er så små som muligt. Dette vil øge kvaliteten af svejsningen og som følge heraf pålideligheden af det færdige produkt;
- de steder, hvor svejsningen skal placeres, er renset for rust, grater og andre fremmedaflejringer. Enhver inklusion påvirker sømmens styrke negativt. Rengøring kan udføres med en simpel metalbørste eller specialudstyr, såsom en kværn.

Forberedelse af overfladen før svejsning
Buesvejsning
Manuel buesvejsning er meget udbredt i alle sektorer af den nationale økonomi og i hverdagen til sammenføjning af elementer af metalstrukturer. Dens karakteristiske egenskaber i sammenligning med andre typer svejsede samlinger er:
- De relativt lave omkostninger til svejsemaskinen og forbrugsstoffer, som er elektroderne.
- Opnåelse af højkvalitets svejsede samlinger af almindelige kvaliteter af metaller, herunder rustfri legeringer.
- Evnen til at udføre svejsearbejde på mange svært tilgængelige steder - dette lettes af den lave vægt og lette tilslutning af udstyret til elektricitet.

Ris. 7 Svejsning af et tyndt profilrør - type sømme
Udførelse af arbejde ved hjælp af elektrisk lysbuesvejsning består af følgende trin:
- Enderne af rørene er forberedt til svejsning, til dette renses de for rust, hvorefter emnerne sættes i den nødvendige afstand for at fylde sømmen med metal fra den smeltede elektrode, ofte bruges specielle enheder til dette.
- Svejsemaskinen tændes, indstiller den nødvendige strøm i henhold til den indbyggede indikator, elektroden indsættes i holderen forbundet med svejsemaskinen, den anden ende er fastgjort på røret.
- Positionen af de dele, der skal svejses i forhold til hinanden, fastgøres ved punktsvejsning (tacks), hvorefter elektrisk svejsning udføres ved hjælp af beskyttelsestøj, en maske og handsker fra svejseren.
- Ved afslutningen af arbejdet bankes skalaen ned, og sømmen renses med en metalbørste.
Semi-automatisk metal inert gas svejsning (MIG)
Takket være moderne teknologier er det blevet muligt at svejse profilprodukter på den mest enkle måde under hjemlige forhold, hvilket ikke kræver meget erfaring og mange års uddannelse som svejser.
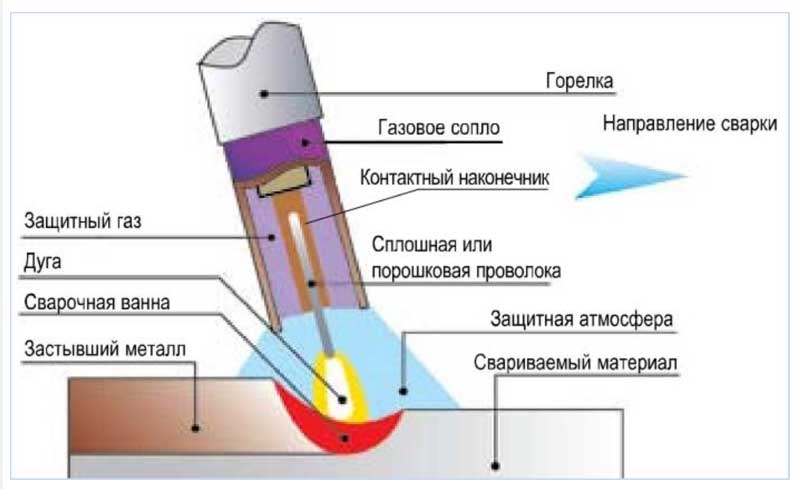
Ris. 8 Sådan virker MIG
Halvautomatisk inertgassvejsning (MIG) er et evolutionært skridt i udviklingen af konventionel buesvejsning, sammenlignet med hvilken det har følgende fordele:
- I stedet for en elektrode føres en speciel ledning med en diameter på 0,6 til 1,2 mm automatisk ind i svejsebassinet gennem brænderen, viklet ind i spoler - dette automatiserer processen og reducerer tiden til at skifte elektroder.
- Sammen med tråden tilføres en inert gas (normalt en blanding af kuldioxid og argon) til brænderen gennem svejsemuffen - dette forhindrer dannelse af slagger og forbedrer kvaliteten af svejsningen.
Takket være denne teknologi har halvautomatisk svejsning følgende fordele i forhold til elektriske lysbuemaskiner:
- Giver dig mulighed for at svejse tynde emner med en tykkelse på 0,5 mm.
- Koger stål, rustfrit stål, støbejern, aluminium og ikke-jernholdige metaller.
- Ved udførelse af arbejde er der ingen slagger, og der er praktisk talt ingen røg - dette er mindre sundhedsskadeligt, forbedrer kvaliteten af sømmen sammenlignet med elektriske lysbuemetoder.
Ulemperne ved MIG omfatter omfanget (en massiv gascylinder og et ledningsforsyningssystem til brænderen er påkrævet) og umuligheden af at arbejde i stærk vind, der blæser gas ud af svejsezonen.
Ris. 9 Svejsning af tyndvæggede profilrør i et inertgasmiljø
Svejseteknik
Svejsning af en ramme fra et profilrør kan udføres af enhver af følgende typer:
- gas;
- elektrisk lysbue.
Gassvejsning
Gassvejsning fremstilles ved at smelte metallet og fylde det tomme rum med et additiv.
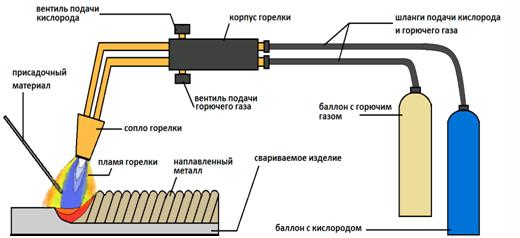
Gassvejseteknologi
Til gassvejsning skal du bruge:
- speciel svejsemaskine med et sæt spidser til brænderen;
- cylinder med ilt;
- en cylinder med brændbar gas (acetylen bruges oftest);
- fyldtråd (det er påkrævet, at tråden er lavet af samme materiale som rørene, der svejses);
- svejsepulver (flux), som reducerer metaloxidation og beskytter sømmen. Fluxen påføres rørets overflade, før svejsningen begynder;
- elementer af individuel beskyttelse af svejseren (maske).
Ved gassvejsning skal sikkerhedsforanstaltningerne nøje overholdes, da de anvendte gasser er eksplosive.
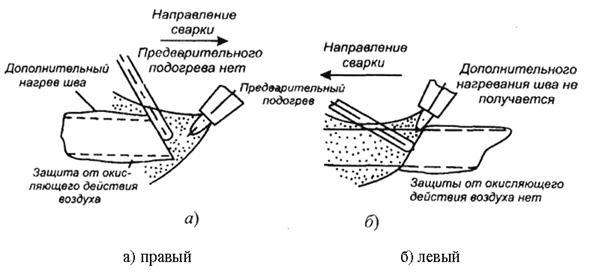
Tilslutningen af rør ved hjælp af gassvejsning kan udføres på 2 måder:
- fra venstre mod højre. Tilsætningsstoffet tilføres efter opvarmning med en brænder, som tillader svejsning af rør med en tykkelse på mere end 5 mm. Sømmen er ikke helt jævn og kræver yderligere forfining.På denne måde svejses porten fra et profilrør og andre tredimensionelle strukturer;
- fra højre mod venstre. Tilsætningsstoffet tilføres foran brænderen, hvilket giver dig mulighed for at få den mest jævne søm. Det bruges hovedsageligt til rør mindre end 5 mm tykke, såsom svejseprofilrør, havebænk og så videre.
Tilgængelige måder at danne en svejsning på
Efter fuldstændig afkøling anbefales sømmen at blive rengjort og beskyttet mod korrosion.
Gassvejsning bruges til at forbinde profilrør lavet af ikke-jernholdige metaller (messing, aluminium, kobber og så videre).
Fordelene ved gassvejsning er:
- enkelhed. Svejsning af en struktur med en gasbrænder kræver ikke særlig viden og færdigheder;
- tilgængelighed. De nødvendige komponenter (gasser) kan købes uden større besvær;
- ikke behov for en kraftig kilde til elektrisk strøm.
Buesvejsning
Buesvejsning bruges ved sammenføjning af profiler lavet af jernholdige metaller, det vil sige stål.
Elektrisk lysbuesvejsning udføres ved hjælp af:
- svejsemaskine;
- elektroder.
Buesvejseteknologi
Valget af elektroder og den nødvendige strøm til svejsning udføres på grundlag af tykkelsen af profilrørets metal.
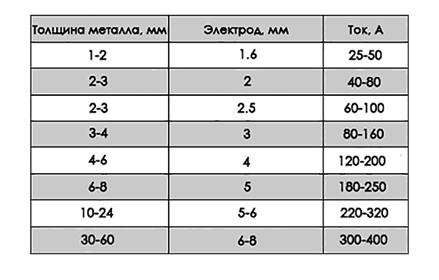
Tabel over forholdet mellem det metal, der skal svejses, og de anvendte elektroder
Tabellen viser de anbefalede elektrodeparametre. For at sikre, at elektroden er valgt korrekt, er det nødvendigt at udføre en prøvesøm på små sektioner af rør.
Strømstyrken påvirker også kvaliteten af svejsningen. For at gøre sømmen så stærk som muligt, er det nødvendigt at opnå den højest mulige strømstyrke.
Svejsning af et profilrør med en inverter udføres i følgende rækkefølge:
- svejsede sektioner af profilrør er sikkert fastgjort for at forhindre deres deformation og forskydning. For at gøre dette kan du bruge både specielle enheder og improviserede værktøjer;
- ved 4-5 punkter udføres punktsvejsning (tacksvejsning), hvilket tillader forforbindelse af delene;

Den indledende fase af strukturel svejsning
- rigtigheden af designet kontrolleres. Om nødvendigt korrigeres defekter ved hjælp af en hammer;
- samlingen svejses til sidst. Samtidig anbefales det at overvåge hastigheden af elektrodebevægelsen, så metallet i rørene har tid til at smelte fuldstændigt og samtidig ikke synke inde i profilen.
Profilrør med en tykkelse på mere end 5 mm anbefales at svejses i flere trin for at opnå en stærk søm. I dette tilfælde udføres svejsning i modsatte retninger i forhold til hinanden.
Efter afslutning af svejsning skal strukturen afkøles for at forhindre deformation af profilrøret.
Den færdige søm rengøres med specialværktøj, for eksempel en vinkelsliber.

Sømbehandling med en boremaskine
Svejsestedet kræver beskyttelse af høj kvalitet mod miljøpåvirkninger, da metal udsat for høje temperaturer ruster flere gange hurtigere.
Du kan lære mere om buesvejsning ved at se videoen.
Alt svejsearbejde skal udføres under overholdelse af sikkerhedsforanstaltninger og brug af midler til at beskytte svejseren. Valget af svejsemetode afhænger af det materiale, som profilrørene er lavet af, samt af det tilgængelige udstyr.

