I. Cross-linked polyethylene
The urgent need to use polyethylene at higher temperatures and pressures (for heating and hot water systems) has led to the development of methods for producing high molecular weight polyethylene. This was achieved by the formation of additional polymer cross-links under high pressure. This process is called cross-linking, and the polyethylene obtained in this way is cross-linked polyethylene (or PEX).
Polyethylene crosslinking is understood as the process of linking molecular units into a wide-mesh three-dimensional network due to the formation of cross-links.
When cross-linking in molecular chains containing carbon and hydrogen atoms, under the influence of certain factors, individual hydrogen atoms are torn off from the links of polyethylene molecules. The free bond formed is used to connect the chains to each other.
The demand for PEX pipes has led to the development of various technologies for its production, which, naturally, significantly affect the consumer properties of the final product.
To begin with, we note the distinctive features that are present in all types of PEX:
- increased resistance to temperature and pressure;
- molecular memory or the ability to restore shape after excessive bending or freezing of the system;
- resistance to the formation of "slow" and "fast" cracks, i.e. the ability of the material to maintain elasticity and other properties for a long time - the longevity of the system.
There are three ways to industrially manufacture PEX pipes:
- peroxide or PEX-A
- silane or PEX-B
- radiation or PEX-C
PEX-C: crosslinking (by hard X-rays) is not uniform in thickness. At the outer surface, the largest process of cross-linking of molecules is observed. The inner one has the lowest. The average percentage of crosslinking is 78%.
PEX-B: the cross-linking process (chemical method using silane) proceeds from two surfaces - outer and inner deep into the pipe wall. In this case, both surfaces show a high percentage of crosslinking, with the smallest percentage in the middle of the pipe thickness. The average percentage of crosslinking is approximately 75%.
PEX-A: the peculiarities of this chemical method are that polyethylene and the crosslinking initiator - peroxide are preliminarily evenly mixed. Cross-linking is carried out under high pressure in the molten state. With this method, a high percentage of crosslinking is achieved, averaging 85%.
PEX-B and PEX-C pipes are used for heating and hot water supply, but due to the unusual structure of the material, they have a number of limitations associated with the plasticity and durable strength of this material.
PEX-A pipes have optimal strength and thermal properties. A high percentage of crosslinking provides the necessary properties for use in heating and hot water systems.
Directly about the markets
It's no secret that there are many cheap imitations of trustworthy brands on the market. They do not withstand temperature and pressure tests, tensile strength tests and do not correspond to the characteristics of the declared raw materials. As a rule, these are fakes from Southeast Asia, made with savings on raw materials and technology, without any control. Therefore, the client receives no one knows what, and then cannot compensate for his losses. The current situation is very alarming due to the presence of a huge number of "specialists" who work in the construction markets, buying up pipes and doing the installation for private customers with their own hands. Working with polymer pipes, they know perfectly well what they are dealing with (especially metal-plastic pipes), they know about delaminations and leaks.
III. Metal-polymer metal-plastic pipes.
The first layer is cross-linked polyethylene (PEX). Modern metal-plastic pipes (PEX-al-PEX) consist of five layers, each of which affects the quality, reliability and durability of the pipe as a whole.
Brief characteristics of PEX are presented at the beginning of this section of the site. As a rule, the manufacturer tries to choose the most optimal price-quality ratio.
The second and fourth layer is the adhesive composition.
As is known, the coefficient of linear thermal expansion for polyethylene and aluminum is different, and during operation, different layers of the pipe expand differently, which leads to significant stresses in the structure, which can lead to a violation of the integrity and subsequent destruction of the pipe. This is one of the main disadvantages of metal-plastic pipes, which manufacturers are trying to minimize by improving the adhesive composition used to bond aluminum to the polymer.
The problem of the solidity of the "polymer-aluminum" connection is solved only for pipes, in the production of which a special high-quality adhesive composition is used to fix the layers.
The third layer is aluminum foil.
To date, three main methods for welding the aluminum layer are used. When choosing pipes, special attention must be paid to both the aluminum layer itself and the welding method. Manufacturers of metal-polymer pipes use both pure aluminum and more reliable alloyed
Welding of the aluminum layer with an overlap (Fig. 1, a) is carried out with an ultrasonic gun that performs spot "cauterization" of the layers. This method has a number of significant drawbacks: the first one is the absence of a continuous weld and, as a result, a high-quality connection; the second - the edges of the aluminum foil, when the temperature and pressure change, begin to move and break the polyethylene and the adhesive layer, violating the integrity of the pipe.
Welding with a tungsten rod in an inert gas (Fig. 1,b) is more reliable, but this method leads to a thinning of the aluminum layer at the welding site, a violation of the properties and strength characteristics of aluminum at the weld site. The most modern and reliable is laser butt welding (Fig. 1, c): the aluminum layer at the weld site does not become thinner and its physical and chemical properties are not violated.
The reliability of welding is of great importance when expanding the pipe, for example, due to freezing of water inside it, an increase in temperature and pressure, stretching the pipe with a tool (in the case of connections using a movable sleeve). The consequence of the expansion is the displacement of the polyethylene and aluminum layers, damage to the adhesive layer and the risk of tearing the seam of the aluminum foil. Unlike movable sleeve connections, press fittings are quicker, less cumbersome, cheaper, and do not damage the pipe.
The fifth layer is cross-linked polyethylene (PEX).
As an outer layer that performs protective functions, along with PEX, high-density polyethylene REND is often used recently.
Special attention should be paid to promising metal-polymer pipes made of heat-resistant polyethylene PE-RT/AL/PE. A feature of these pipes is an increased number of bonding carbon atoms (up to 6) compared to PEX pipes
Metal-polymer pipes made of heat-resistant polyethylene are suitable for both radiator or floor heating, snow melting systems, as well as for cold and hot water supply.
Mounting technology
Installation of pipes made of cross-linked polyethylene is carried out by means of shaped fittings - metal connecting elements. Unlike other plastic products, which are connected in a similar way, the elasticity of PEX ensures maximum tightness of the joints, and the low coefficient of linear expansion ensures that the pipeline does not leak during operation.
There are two connection options:
- compression fittings - fixation occurs due to crimping with a nut over the expansion fitting.The required tool is a wrench;
- press fittings - the segment is pressed with a special sleeve, for installation of which manual press tongs or a hydraulic tool are required.
The connection of PEX pipes with compression fittings is performed according to the following algorithm:
- The product is cut to size and cleaned of burrs.
- A compression nut and a split ring are installed on the pipe, which is fixed at a distance of 1 cm from the edge.
- The pipe is pushed onto the fitting nipple.
- Using a tool - a wrench, the pipe is crimped by tightening the nut on the fitting.
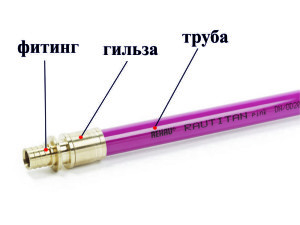
PEX pipe and press fitting
Technology for connecting pipes made of cross-linked polyethylene with press fittings:
- The pipe is cut into blanks of the required length, cleaned of burrs.
- Two segments are installed in the press fitting until it stops.
- With the help of pressing tongs, the metal edge of the fitting is pressed until the hands of the tongs come together.
There are also conventional polyethylene fittings designed for soldering. For such an installation, you will need a tool for soldering pipes, an inexpensive Chinese soldering iron costs about 2-3 thousand rubles. The tool comes with headbands for different diameters (16, 20 mm, etc.).
The soldering sequence is as follows:
- The pipe is cut and deburred.
- The soldering iron is heated to operating temperature.
- A pipe and a fitting are mounted on the nozzles of a heated soldering iron, where they are held for 5-10 seconds, then the elements are removed and joined together. It takes 16-30 seconds to squeeze the pipe and fitting.
II. Polypropylene
Polypropylene is obtained by polymerization of propylene.
Its varieties:
- homopolymer (PP-C);
- block copolymer (PP-B);
- random copolymer (PP-RC).
Comparative characteristics of pipelines made of cross-linked polyethylene (PEX) and polypropylene (PP):
 |
This figure shows the "permissible circumferential stress versus service life" for cross-linked polyethylene (PEX) and polypropylene (PP-C) at an operating temperature of 95°C. It can be seen that the rate of decrease in strength with increasing temperature and pipes made of polypropylene is much greater than that of cross-linked polyethylene.
Let us further compare PEX and PP-RC, taking in both cases pipes of type PN20 (type PN40, for example, means, by definition, that this pipe can withstand a pressure of 40 atm. at 20 ° C for 50 years) with different outer diameters of 20 and 110 mm and compare the wall thicknesses:
 |
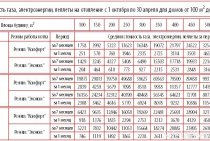
Let us now compare the allowable working pressures for PN20 pipes at different temperatures, but under one general condition - a service life of 50 years:
 |
From this comparison it can be seen that PEX-pipes are able to withstand higher pressures at high temperatures than PP-RC-pipes.
Installation of polypropylene pipes in conditions of channelless laying is carried out in straight sections that require special technologies for connection (welding, soldering, glue), unlike PEX pipes (connection methods - compression-threaded or sleeve, always provide simplicity and reliability, because PEX pipes have molecular memory). Strong stresses that occur in PP pipes require the installation of compensating devices. PEX pipelines are deprived of all these shortcomings, because they are flexible and self-compensating routes, the installation of which is carried out with the help of bays. Replacing steel pipes with PEX in urban conditions wins over replacing with propylene ones, because. it is in this case that a particularly virtuoso laying of the route is required, preserving the existing structure of other communications unchanged.