Do-it-yourself juice presses
It is quite possible to make a juice press with your own hands, the main thing is to find work schemes and drawings of such homemade products, which will not be difficult. Many of those home craftsmen who already have experience in manufacturing such equipment are happy to share photos of their devices and even videos showing the process of their manufacture and the principle of operation in detail.

Homemade juice presses
Most often, they strive to make screw-type presses with their own hands. Meanwhile, it should be borne in mind that it will not work to make a powerful screw for such a device without involving a qualified turner. You can make a home-made press without third-party specialists if you replace the screw mechanism with a conventional jack (mechanical or hydraulic), which is in the arsenal of every motorist.
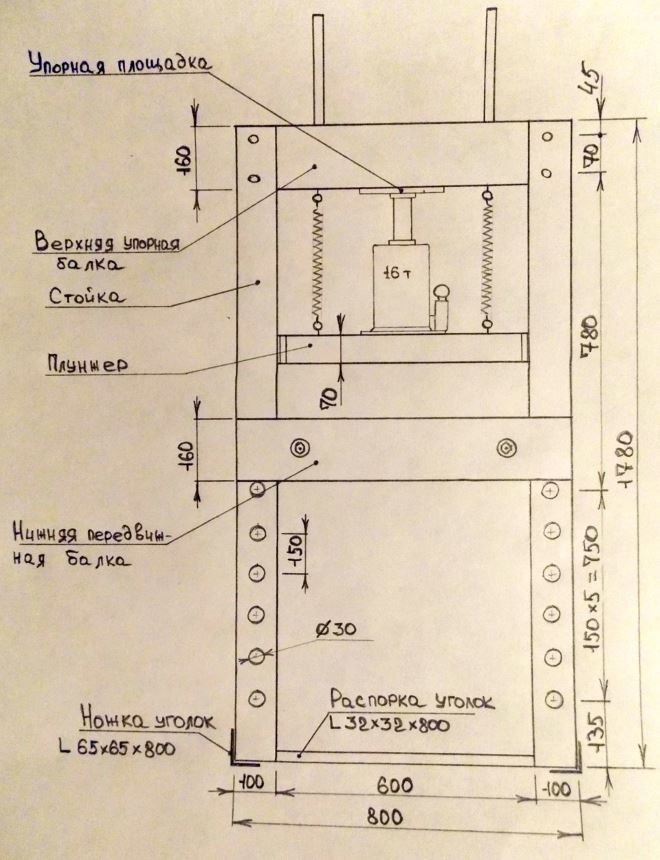
Drawing of a press based on a car jack
The main load-bearing element of a do-it-yourself juicer is the frame.
Its strength should be given special attention. For the manufacture of such a frame, which will rest against the jack and create the required pressure, you can use a square metal pipe with a cross section of 40x40 and a wall thickness of at least 3 mm
When calculating the height of the frame of your homemade press, you should take into account the total thickness of the drainage grates, linings and bags of raw materials, as well as the height of the jack. The width of the frame can be chosen arbitrarily - the main thing is that a storage tray is placed in the opening created to collect the squeezed juice.

The jack can simply be placed on the piston or rigidly fixed to the top bar
When creating the design of a press for apples or for grapes with your own hands, special attention should be paid to its stability. To effectively solve this problem, three pieces of a square pipe can be welded to the bottom of the frame, which will serve as legs and ensure the stability of the unit
A stand made of boards or wood board is placed on the top of the legs, on which the pallet will be placed.
Drainage grids, complete with which your apple, grape or any other press will work, should be made only from hardwood (oak or beech). The thickness of the boards from which such gratings will be made must be at least 20 mm.
Bags in which apple pulp or other raw materials for squeezing juice will be placed can be made from various fabrics (the main thing is that such a fabric is highly durable and the bags that are sewn from it do not break under the high pressure created by the jack). As such fabrics, in particular, you can use ordinary burlap, jute, cotton and linen fabrics, chintz and synthetic materials.

As a frame holding wooden slats, a tank from an old washing machine is quite suitable.
You can make an apple press with your own hands or a wringer for processing other raw materials according to an even more complex design scheme, which involves the simultaneous use of both a jack and a screw mechanism. The latter in such a press is used to fix the fruit or berry mass, which is placed in a perforated casing made of stainless steel.
As a mechanism that creates the required pressure, a jack is used, which is installed at the bottom of the frame structure of the press. With its upper foot, the jack rests against the lower part of the support platform, which has the ability to move along the side guides of the press frame.Thus, when the jack is raised, the support platform also rises, moving towards the piston, which is equipped with the lower part of the screw.

Screw press with jack
Thus, it is quite possible to independently make an effective press for obtaining apple, grape and even pomegranate juice, and this does not require significant financial costs, special knowledge, skills and the ability to handle complex equipment.
What are fuel pellets
Externally, such fuel as pellets are cylindrical granules, the diameter of which, depending on the equipment used for their production, can be 5–10 mm, and the length is in the range of 10–60 mm. The raw material from which this fuel is produced is the production waste of enterprises engaged in the following areas of activity:
- woodworking and production of wood products for various purposes (sawdust and shavings generated as a result of the activities of enterprises operating in these areas are used as raw materials for the production of wood-type pellets);
- cultivation and processing of agricultural products (in this case, pellets are made from straw, hay, wheat, rice or buckwheat husks, sunflower husks);
- processing of coal and peat, fine fractions of which are also used for the production of fuel briquettes.

The color of fuel pellets depends on the feedstock and the technology of its preparation.
In most cases, the production of fuel pellets is carried out by those enterprises, as a result of which the main activity generates a large amount of waste suitable for the manufacture of such fuel. Thus, such enterprises not only solve the problem of recycling their production waste, but also receive additional profit from this.
In terms of efficiency of use, coal is still the preferred type of fuel, but fuel pellets have one significant advantage compared to it: their use allows you to automate the process of supplying fuel to the boiler as much as possible. In addition, as mentioned above, wood pellets and straw pellets have a low ash content: its value is 20 times lower than that of traditional solid fuels.
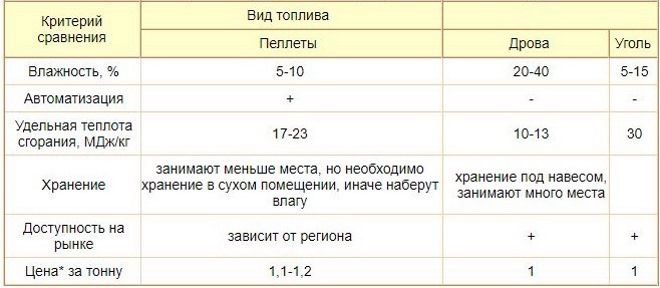
Comparison of different types of solid fuels
Features of open and closed dies
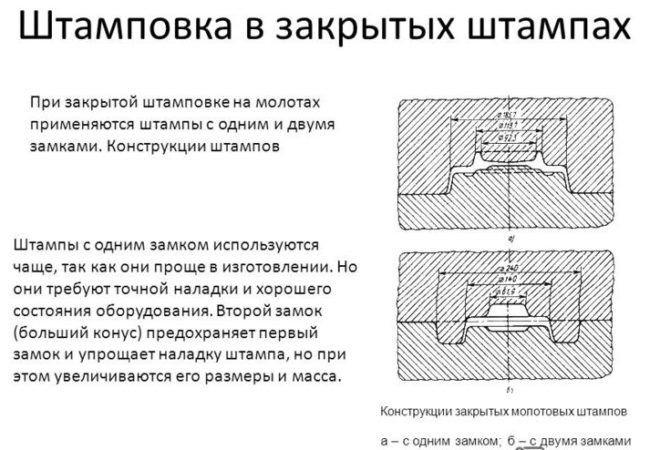 closed stamping
closed stamping
Stamping equipment can be equipped with open or closed dies. In an open die, excess metal flows out into a burr or flash that performs a specific function. The main disadvantages of this technology are: the loss of the alloy on the flash, the reduction in the quality of the product due to the cut fibers during the removal of burrs.
Closed dies are used to make products with a simple shape. This flashless technology features metal savings, no deburring costs, high product quality due to all-round compression. Metal fibers are not cut. The closed die processing method is used for low-ductility alloys. The main disadvantages are: the need for accurate dosage of the alloy, the complex design of the stamp.
In modern production, stamping is predominantly a preparatory operation that allows the manufacture of parts for electronics, as well as for aircraft or ships. The resulting products are further subjected to welding, cutting, riveting and other processing methods, depending on the technological process.
Related video: Sheet metal stamping
A selection of questions
- Mikhail, Lipetsk — What discs for metal cutting should be used?
- Ivan, Moscow — What is the GOST of metal-rolled sheet steel?
- Maksim, Tver — What are the best racks for storing rolled metal products?
- Vladimir, Novosibirsk — What does ultrasonic processing of metals mean without the use of abrasive substances?
- Valery, Moscow — How to forge a knife from a bearing with your own hands?
- Stanislav, Voronezh — What equipment is used for the production of galvanized steel air ducts?
Mechanisms for metal processing
The hydraulic press is capable of developing a significant force of up to 2 thousand tons. It is used for bending or die forging of thick-walled products. The action of the mechanism is based on the movement of the pistons of two communicating hydraulic cylinders, which have different diameters. It is the difference in diameters that determines the amount of force that a metal stamping press can develop.
 Hydraulic press drawing
Hydraulic press drawing
The radial forging machine is designed to perform forming operations in order to obtain cylindrical products. The design of the mechanism includes an induction furnace for preheating the part. During processing, the workpiece is rotated by an electric motor as it passes through the forging zone.
 Drawing of a radial forging machine
Drawing of a radial forging machine
Electromagnetic presses are new high-performance, cost-effective punching equipment. The principle of operation is based on the movement of an electromagnetic core, which directs the actuator of the machine to a metal part.
 Drawing of an electromagnetic press
Drawing of an electromagnetic press
Making fuel briquettes at home
Fuel briquettes, which have recently gained increasing popularity as a fuel for heating residential and industrial premises, can also be made by hand. Naturally, it is advisable to make equipment for the production of pellets if there is access to a sufficient amount of inexpensive raw materials.
As home-made devices designed for the production of fuel pellets, equipment of a press or extrusion type can be used. You can make such a device both on the basis of a ready-made power mechanism, and from scratch. In the first case, a hydraulic jack or a small press, also equipped with a hydraulic drive mechanism, is used as the main working body. In the manufacture of equipment for the production of pellets from scratch, a lever or screw mechanism can be used as a power body, which will provide the required pressure.

The basis of a home-made machine for the manufacture of pellets can be taken from the design of a factory granulator. Click on the drawing to enlarge
Regardless of the design scheme of home-made equipment for the production of pellets, in the manufacture of such a device, it is necessary to solve the following technical problems:
- make a support platform for the press and install vertical racks on it, on which all structural elements will be fixed;
- using the appropriate diameter, make a machine matrix, in the cavity of which the pre-prepared mixture will be pressed;
- make a punch that will put pressure on the mixture when forming pellets;
- equip the punch with a rod and connect it to the power hydraulic mechanism;
- using a large diameter pipe or sheet metal, make a drum in which all the components of the mixture will be mixed;
- from sheet metal to make gutters for loading raw materials and unloading finished products.

Assembling a homemade pelletizer
All elements of a homemade pellet press are fixed on its base and vertical racks. In this case, it is necessary to ensure their correct spatial position relative to each other.
Varieties of stamping technologies
The stamping process for processing workpieces can be carried out using a hot or cold method.These technological varieties involve the use of special equipment and the use of certain metal processing conditions.
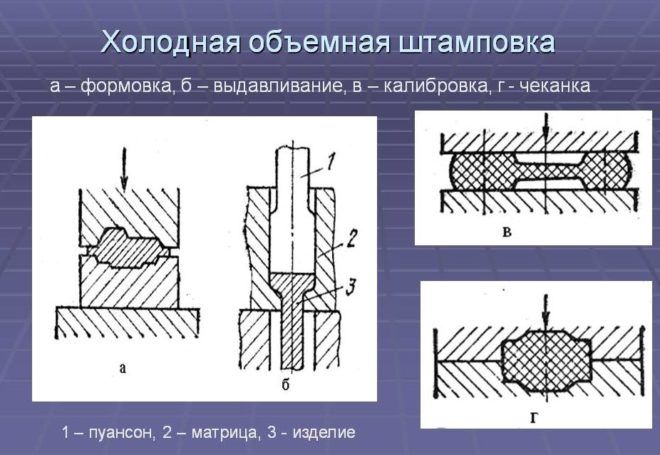 Cold stamping is one of the varieties of stamping
Cold stamping is one of the varieties of stamping
The hot stamping method processes workpieces that are preheated in special devices to a predetermined temperature. Hot forging is necessary when there is not enough equipment power to process a cold alloy. Heating devices can be electric or plasma furnaces. This method requires an accurate calculation of the parameters of the finished part, taking into account the shrinkage of the metal during the cooling process.
In cold stamping, parts are formed due to the mechanical pressure of the elements of the stamping press. Cold stamping is considered the most common metal processing method. It does not require additional equipment, complex calculations and mechanical refinement of parts. Thanks to this method, the strength characteristics of the material increase. The resulting products are characterized by high surface quality and precision.
Varieties of technological operations
Technological operations with a metal sheet are separating and shaping.
Dividing stamping operations are performed on equipment that is equipped with a special tool. As a result, a certain part is separated from the workpiece along a straight line or a given contour. The separation of a part of the sheet occurs in the following processes:
- Cut. To perform this action, the equipment is equipped with disk, vibration devices or guillotine shears.
- Pruning. This operation separates the extreme parts of the resulting product.
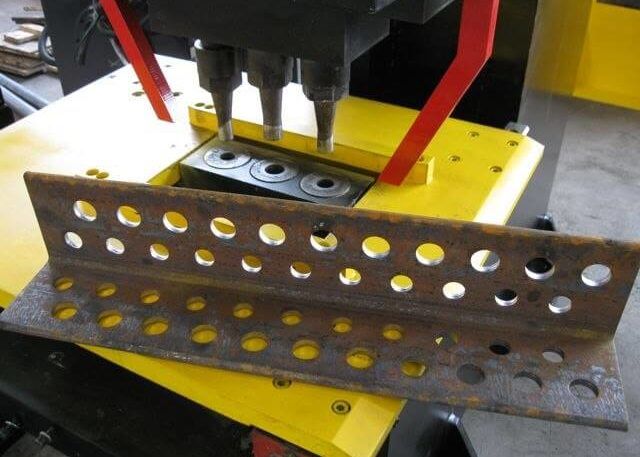
- Punching. Holes of various configurations are created in a metal sheet using a stamp.
- Cutting down. A figured part with a closed contour is obtained from the workpiece.



Form-changing operations are designed to create a product with other parameters and dimensions without mechanical destruction. There are the following types of these operations:
- Flanging. The contour of the workpiece or internal holes are subjected to a die to form beads of certain sizes.
- Hood. This operation is a kind of forging, in which a spatial element is obtained from a flat material.
- Crimp. To narrow the ends of a hollow workpiece, a die with a conical-type die having a narrowing working area is used.
- Bending. As a result of the operation, the curvature of the surface is changed by bending the metal and deforming the workpiece.
- Forming is a change in the shape of individual sections by reducing the thickness of the part without violating the external contour of the product.
- Puklyovka. Connection by a stamp of two plates without the use of additional elements.