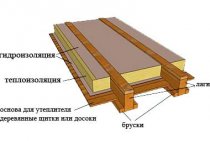
Postupak lemljenja bakrenih cijevi

Vrijeme lemljenja bakrenih cijevi pomoći će da se smanji oznaka na samom spoju s preporukama za lemljenje potrebne veličine.
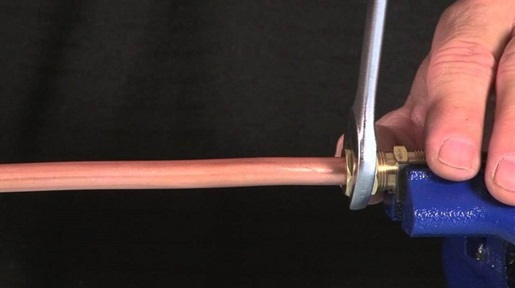
Prije lemljenja, vanjski dio kraja cijevi i unutarnji spoj obrađuju se brusnim papirom do stanja čistog metala. Zatim se na očišćeni kraj cijevi nanosi tanak sloj paste za lemljenje ili fluksa. Ovi materijali, kada se rastale, otapaju oksidne filmove na spojenim elementima, štiteći njihove površine od daljnje oksidacije, što je uzrokovano visokim temperaturama.
Međutim, s obzirom na činjenicu da tok uništava površinu metala, prilikom lemljenja vlastitim rukama, mora se nanijeti neposredno prije početka rada i samo na području koje će biti uključeno u okov. Nakon stvrdnjavanja, fluks je film koji ne zahtijeva uklanjanje.
Zatim se cijev umetne u utičnicu kapilarne armature dok se ne zaustavi. Mjesta se ravnomjerno zagrijavaju plamenom plinskog plamenika ili pištoljem na vrući zrak. U tu svrhu poželjno je koristiti svjetiljku opremljenu s dva plamenika ili mlaznicama za raspršivanje.
Ako korišteni fluks sadrži kositar, tada će se, kada se zagrije na željenu temperaturu, pojaviti srebrnaste kapi. U drugim slučajevima možete se pobrinuti da se postigne željena temperatura dodirujući lem na zagrijanu površinu - lem bi se trebao širiti. Otopljeni lem mora se odmah ubrizgati u spoj. Štoviše, nije važno s koje će se strane uvesti. Zbog kapilarnog učinka, lem ravnomjerno ispunjava cijeli spoj. Ostaci fluksa uklanjaju se s okova krpom.
Smanjenje vremena lemljenja pomoći će korištenje raznih okova, u kojima je proizvođač unutra nanio zrno za lemljenje željene veličine. Fiting se stavlja na cijev prekrivenu fluksom, zagrijava se plamenikom ili pištoljem na vrući zrak dok lem ne bude u tekućem stanju.
Nakon hlađenja, projekt cjevovoda za vodoopskrbu i grijanje spreman je za rad.
Montaža cjevovoda s armaturom
Spajanje bakrenih cijevi s armaturom izvodi se isključivo na mjestima dostupnim za pregled. Ovo pravilo je zbog činjenice da veza nije potpuno zapečaćena i da se s vremenom mogu pojaviti curenja.
Prednost navojne veze je u tome što se, ako je potrebno, popravci mogu izvršiti bez dodatnog napora, budući da je rezultirajući spoj odvojiv.
Alati i materijali
Za sastavljanje cjevovoda trebat će vam sljedeći materijali i alati:
- bakrene cijevi odgovarajućeg promjera;
- spajanje crip ili press spojnica;

Posebni uređaji za montažu cjevovoda
Vrste i broj armatura odabiru se u skladu sa shemom cjevovoda.
- rezač cijevi ili pila za metal;
- savijač cijevi za bakrene cijevi. Uređaj se koristi za organiziranje cjevovoda s manje priključaka, što povećava snagu sustava;
- turpija za obradu cijevi nakon rezanja (prije spajanja). Osim toga, možete koristiti fini brusni papir;
- FUM-traka za brtvljenje navoja. Uz FUM traku možete koristiti i laneni konac, Tangit Unilok konac ili bilo koji drugi materijal za brtvljenje;
- ključ.
Upute za montažu
Montaža bakrenog cjevovoda vlastitim rukama pomoću armatura izvodi se na sljedeći način:
- rezanje cijevi za cjevovod. Duljina svake cijevi mora u potpunosti odgovarati shemi izrađenoj tijekom razvoja sustava;
- uklanjanje izolacijskog sloja. Ako se cijevi s izolacijom koriste za opremljeni cjevovodni sustav za bilo koju svrhu, tada se izolacijski sloj uklanja za čvrst spoj. Da biste to učinili, željeni dio se reže nožem i cijev se čisti;
- rezani rub se obrađuje turpijom, brusnim papirom dok se ne dobije glatka površina. Ako na kraju cijevi ostanu neravnine, rupe ili druge nepravilnosti, spoj će se pokazati manje nepropusnim;

Skidanje cijevi prije spajanja na spojnicu
- ako je potrebno, cijevi se savijaju;
- na pripremljenu cijev stavljaju se spojna matica i kompresijski prsten;

Montaža okovih elemenata za spajanje
- cijev je spojena na spojnicu. U početku se zatezanje vrši ručno, a zatim ključem. Tijekom zatezanja, ferrula potpuno brtvi spoj, eliminirajući potrebu za dodatnim brtvilima. Međutim, kod spajanja bakrene cijevi na cijev ili spojnicu od drugog materijala potrebno je dodatno brtvljenje FUM trakom.
Fiksiranje na okov
Važno je ne zategnuti niti, jer se meki bakar lako deformira.
Čvrsto spajanje bakrenih cijevi bez lemljenja
Osim toga, vrijedno je napomenuti da, unatoč činjenici da se spajanje cijevi lemljenjem u većini slučajeva smatra najpouzdanijom metodom, još uvijek postoje situacije kada ovu metodu nije moguće koristiti. U takvim slučajevima možete pribjeći spajanju bakrenih cijevi bez lemljenja. Trebat će vam posebni okovi koji će osigurati sigurnu vezu zbog steznog efekta koji nastaje tijekom spajanja s navojem.
U ovom slučaju, veza se izvodi u sljedećem redoslijedu:
- Prvo se odvajaju okovi, koji često imaju dvije komponente.
- Jedan od elemenata se stavlja na cijev. U pravilu, ovo je matica i stezni prsten.
- Zatim se cijev uvuče u spojnicu i matica se zategne.

Vrijedi napomenuti da prije nego što spojite bakrene cijevi bez lemljenja, trebate biti svjesni svih rizika, jer je prilično teško dobiti visokokvalitetni priključak. Minimalna izobličenja spojenih dijelova uopće nisu dopuštena, inače je tehnologija grubo narušena. Kako bi spoj s navojem bio iznimno čvrst, poželjno ga je dodatno zabrtviti posebnim navojima. Istodobno, vrijedi paziti da ne završe na unutarnjoj strani cijevi, jer nakon toga voda možda neće pravilno proći kroz sustav.
Priključci cijevi od raznih materijala
Kako je čelična cijev spojena s bakrenom cijevi? Za to se koristi spojnica, na čijem se jednom kraju nalazi navoj za pričvršćivanje na čeličnu cijev. Na drugom kraju nema niti, potpuno je gladak, jer će se bakrena cijev pričvrstiti lemljenjem.
Prilikom ugradnje cijevi u takav spoj, navoje treba omotati plastičnom brtvenom trakom, nakon čega se spojnica pričvrsti na cijev. Takva brtvena traka je neophodna kako ne bi počela korozija na spoju dvije vrste metala.
Okov od čelika i plastike
Drugi primjer je armatura od čelika i plastike. Također se izrađuje iz dva dijela. Prvi dio izgleda kao matica s navojnim segmentom koji je uvrnut u čeličnu cijev. Drugi dio je plastični, sa brtvom i maticom također od plastike.
Standardni okov koji se sastoji od čeličnih i plastičnih dijelova
Matica je zašrafljena na drugi nastavak prvog dijela koji ima vanjski navoj. Nadalje, za pričvršćivanje plastičnog umetka s plastičnom cijevi koristi se posebno otapalo.
Okov od plastike i bakra
Tu je i popularan okov od plastike i bakra, koji također uključuje dvije komponente. Prva komponenta ima dva kraja. Jedan je od bakra i ima navoj, ali je drugi kraj potpuno gladak - on je taj koji se lemljenjem pričvršćuje na bakrenu cijev.
Plastični spoj s bakrenim navojem
Druga komponenta je plastična matica s brtvom. Matica je uvijena na bakreni navoj, a njezin drugi kraj zalijepljen je na plastičnu cijev.
Metoda kapilarnog lemljenja

Prije početka polaganja vodovoda potrebno je izrezati bakrene cijevi na željene dimenzije.
Ova se metoda temelji na kapilarnom učinku, što pridonosi ravnomjernoj raspodjeli lema po cijelom dijelu, bez obzira na položaj cijevi. Za stvaranje kapilarnog učinka koriste se posebne armature čiji se promjeri moraju razlikovati od promjera cijevi za strogo definiranu vrijednost. Za lemljenje otvorenim plamenom preporuča se razmak od 0,1-0,15 mm.
Spojevi pomoću kapilarnog lemljenja izvode se pomoću posebnih tokova i lemova - tankih žica izrađenih od metalnih legura s niskim talištem, obično kositra s malim dodacima bakra i srebra. Lemni spojevi se koriste u slučajevima kada se dovod vode u pod ili zidove izvodi ručno, ili u drugim slučajevima kada nije moguća vizualna kontrola integriteta spojeva.
Postoje dvije metode lemljenja: visoka temperatura i niska temperatura.
Visokotemperaturno lemljenje, inače poznato kao lemljenje, koristi se tamo gdje su radni uvjeti bakrenih cjevovoda povezani s prisutnošću visokih temperatura. Takvo lemljenje se izvodi pomoću posebnih tokova i tvrdih lemova. Za ugradnju cjevovoda "uradi sam" ova vrsta lemljenja praktički se ne koristi.
Niskotemperaturno ili meko lemljenje koristi se za cjevovode koji se koriste za transport tekućih i plinovitih medija, čija radna temperatura ne prelazi 110ºS. Kod niskotemperaturnog lemljenja "uradi sam", spojevi se zagrijavaju na temperaturu od približno 300ºS.
Komunikacije iz bakrenih cijevi i fitinga
Visokokvalitetne bakrene cijevi i fitinge, čije su tehničke i operativne karakteristike u skladu s međunarodnim standardima ISO 9002, BS2 i DIN, danas proizvode strane i domaće tvrtke. Takve cijevi, kao i spojni elementi za njih, uspješno podnose visoki tlak medija koji se kroz njih transportira, visoke i niske temperature te mehanička naprezanja kojima mogu biti izloženi tijekom rada, transporta i skladištenja.
Za razliku od polimernih cijevi popularnih u naše vrijeme, proizvodi od bakrenih cijevi ne propadaju od izlaganja sunčevoj svjetlosti, ne boje se korozije, što je prava pošast za proizvode izrađene od crnih metala. Što se tiče vijeka trajanja po kojem se bakrene cijevi i spojevi razlikuju, s njima se ne može usporediti niti jedan sličan proizvod izrađen od drugog materijala. Važno je napomenuti da su bakreni proizvodi praktički vječni, životni vijek komunikacija od njih je najmanje 100 godina.

Sustav grijanja i vodoopskrbe iz bakrenih cijevi u privatnoj kući
Cijevni proizvodi, kao i spojni elementi od bakra, koriste se za uređenje inženjerskih mreža u različite svrhe:
- sustavi grijanja;
- klimatizacija;
- opskrba hladnom i toplom vodom;
- plinske komunikacije.
Oni potrošači koji se odluče koristiti proizvode od bakrenih cijevi i bakrene armature uglavnom ih koriste za opremanje pouzdanih i izdržljivih vodovodnih mreža. Fitingi izrađeni od bakra su kompaktniji i izgledaju puno čišće od onih izrađenih od crnih metala. To se objašnjava činjenicom da pri projektiranju i proizvodnji bakrenih armatura nema potrebe da se njihove stijenke debljaju, uzimajući u obzir njihovu daljnju koroziju, jer joj jednostavno nisu podložni.

Ugradnja bakrenih cijevi u sustav grijanja učinite sami
Postoji nekoliko razloga koji objašnjavaju veliku popularnost cijevi i spojeva za njih izrađenih od bakra:
- bakar, kao što znate, ima antiseptička svojstva, stoga se u vodovodnim cijevima napravljenim od ovog metala ne razvijaju patogeni, a kvaliteta vode koja se transportira kroz njih čak se poboljšava;
- instalacija cjevovoda za koje se koriste bakrene cijevi i spojni elementi mnogo je lakša od komunikacija iz crnih cijevi;
- zbog visoke plastičnosti bakra, cijevi od ovog metala, kada se voda zamrzne u njima, ne pucaju, već se jednostavno deformiraju; za uništavanje bakrene cijevi potrebno je primijeniti unutarnji tlak od 200 atm na nju, a takvi pritisci jednostavno ne postoje u kućanskim komunikacijama.
Opseg bakrenih cijevi
Ugradnja bakrenih cijevi u sustave grijanja moguća je zbog njihove visoke otpornosti na rad s tekućinama visoke temperature. Ovo svojstvo posebno je relevantno za jednocijevnu shemu grijanja, u kojoj je, kako bi se osigurala temperatura rashladne tekućine u posljednjem radijatoru, oko 70ºS, potrebno je da u prvom bude jednaka približno 120ºS

Spajanje cijevi s kompresijskim spojevima ne daje apsolutno jamstvo pouzdanosti i zahtijeva stalno praćenje tijekom rada.
Maksimalna temperatura koju polimeri koji se koriste u sustavima grijanja mogu izdržati ne prelazi 95ºS, a mediji s temperaturama do 300ºS mogu se transportirati kroz bakrene cijevi. Važno svojstvo cjevovoda izrađenog od ovog metala je njegova sposobnost da izdrži pritisak od 200-400 atm, dok samostalni lemljeni spoj bakrenih cijevi ostaje hermetički zatvoren.
Istodobno, metalno-plastični proizvodi u prosjeku mogu izdržati tlak od 6 atm, s mogućim radnim tlakom u sustavu od 6-8 atm. Cijevi za grijanje od mekog bakra lako podnose 3-4 ciklusa zamrzavanja-odmrzavanja.
Zbog svojih antibakterijskih svojstava, bakar je u stanju odoljeti infiltraciji onečišćenja u gradskim vodovodnim mrežama. Sanitarni bakar je otporan na klor. Štoviše, klor, kao jako oksidacijsko sredstvo, pridonosi stvaranju zaštitnog oksidnog filma na bakru, što produžuje vijek trajanja cjevovoda. Međutim, treba imati na umu da se skriveno polaganje bakrenih cijevi "uradi sam" može izvesti samo ako na cijevima postoji polimerni omotač koji štiti bakar od zalutalih struja.
Bakrene cijevi su univerzalne: uz vodoopskrbu i sustave grijanja, koriste se za prijenos plinova, rashladnih sredstava u rashladnim sustavima i koriste se u sustavima klimatizacije.
Spajanje cijevi lemljenjem
Razmislite o spajanju bakrenih cijevi s spojnicama, nakon čega slijedi lemljenje, koje može biti nisko- i visokotemperaturno. U prvoj metodi lemljenje se izvodi na temperaturi od 300 ºC. Druga metoda se koristi u uređenju sustava s visokim opterećenjem za industrijske svrhe.
Spojnice služe kao spojnice za bakrene cijevi, dodatno su potrebni kositreni olovni lem i fluks.

Tehnologija lemljenja cijevi bit će sljedeća:
- Prije svega, izrezuje se cijev određene veličine. Ovaj se postupak mora provesti pažljivo, uzimajući u obzir dimenzije postojeće armature.
- Krajeve cijevi treba pregledati na bilo kakve nedostatke kao što su strugotine, pukotine ili neravnine. Ako se ne eliminiraju, tada će biti problema s nepropusnošću veze nakon završetka svih radova.
- Nakon što se uvjerite da su krajevi očišćeni, možete početi spajati. S obzirom na to da će se spojiti nekoliko cijevi, a mogu biti s različitim presjecima, potrebno je odgovarajuće odabrati okove.
- Zatim, kraj cijevi i unutarnje stijenke spojnica treba obraditi fluksom koji će odmastiti površine kako bi se dobila najkvalitetnija veza.
- Sada se kraj cijevi uvlači u konektor bakrene cijevi i zagrijava. Mora se odabrati tako da presjek bude 1-1,5 cm veći od presjeka cijevi.Cijevi se zagrijavaju plinskim plamenikom. Razmak između cijevi i spojke ispunjen je rastopljenim lemom.Danas na tržištu možete pronaći bilo koju vrstu lema koja odgovara vašim potrebama, tako da odabir ne bi trebao predstavljati problem.
- Nakon što se lem ravnomjerno rasporedi po obodu, dijelovi koji se spajaju moraju se ostaviti dok se potpuno ne stvrdne.
U završnoj fazi morate provjeriti priključke za bakrene cijevi i cijeli sustav tako što ćete u njega uliti vodu. U ovom trenutku ne samo da će se sustav provjeravati, već će se i očistiti od ostataka toka, koji s vremenom mogu uzrokovati koroziju metala.
Kapilarna metoda spajanja bakrenih cijevi
Lemljenje bakrenih cijevi, koje se s pravom smatra najpouzdanijim i najtrajnijim načinom spajanja bakrenih dijelova, izvodi se na temelju principa kapilarne tehnologije. U skladu s tim efektom, koji se temelji na zakonima fizike, tekućina se može uzdići kroz kapilaru, prevladavajući gravitaciju, ako postoji određena udaljenost između donje i gornje točke njezina uspona.

Priključci za lemljenje
Ovaj fizički učinak omogućuje vam lemljenje bakrenih cijevi na način da se lem otopljen plinskim plamenikom ravnomjerno raspoređuje po cijelom području spoja koji se stvara. Kako bi se učinkovito izvršilo takvo lemljenje, cijevi se mogu postaviti u bilo koji prostorni položaj, glavna stvar je da se rastaljeni lem dovodi s dna spoja koji se formira.
Detaljnije, postupak izvođenja kapilarnog lemljenja je sljedeći:
- pomoću plinskog plamenika, mjesto budućeg priključka temeljito se zagrijava;
- rastaljeni lem se dovodi u razmak između krajeva cijevi koje se spajaju ili između cijevi i upotrijebljene armature, koji ga u potpunosti ispunjava zbog kapilarnog učinka;
- dobiveni spoj se ostavi da se potpuno ohladi;
- nakon potpunog hlađenja formiranog spoja, njegovi se elementi temeljito čiste posebnom smjesom za čišćenje.
Uz pomoć lemljenja na temelju kapilarnog učinka, elementi cjevovoda su spojeni ne samo od bakra, već i od željeznih metala. U slučaju da se čelična armatura koristi kao spojni element za bakrene cijevi, tada se na mjesto budućeg priključka nanosi sloj posebnog toka. Kao lem, pri izvođenju lemljenja kapilarnom tehnologijom koristi se vrlo strujna žica, koja može biti izrađena od kositra, bakra, au nekim slučajevima i srebra.
Ugradnja bakrenih cijevi
U procesu postavljanja vodovodnih sustava vlastitim rukama, često je potrebno spojiti bakrene cijevi s proizvodima izrađenim od drugih materijala. U sustavima grijanja, opskrbe hladnom i toplom vodom, bakreni spojevi s čelikom, plastikom i mesingom sigurni su s gledišta pojave korozivnih procesa. No, kontakt bakra s pocinčanim čelikom opasan je za pocinčane cijevi i dovodi do njihovog uništenja zbog elektrolitičkih procesa. Kako bi se izbjegao kvar cjevovoda, potrebno je spojiti uz pomoć i osigurati smjer toka vode od čelika do bakra.
Prije početka rada potrebno je pripremiti alat za ugradnju bakrenih cijevi u sustav grijanja ili dovod tople ili hladne vode. Da biste to učinili, trebat će vam: rezač cijevi ili metalna pila za metal, turpija ili strugač, u prisustvu dijelova složene konfiguracije - savijač cijevi, plinski plamenik ili pištolj za vrući zrak.
Polaganje bakrenog cjevovoda vlastitim rukama počinje s dijelovima unaprijed izračunate duljine. Zatim je potrebno očistiti vanjske i unutarnje dijelove cijevi, ako je potrebno, poravnati rez. Korištenje savijača cijevi spriječit će izravnavanje cijevi i stvaranje nabora, što može uzrokovati smanjenje performansi cjevovoda na tim mjestima.
Ako promjer cijevi ne prelazi 15 mm, tada njihov polumjer savijanja mora biti najmanje 3,5 promjera, a ako je veći od 15 mm, onda četiri promjera.Kod ručnog savijanja može se dobiti visokokvalitetni zavoj samo s radijusom jednakim 8 promjera.
Unatoč svojoj otpornosti na koroziju, bakrene cijevi, zbog kršenja proizvodne tehnologije, nepravilnog lemljenja i teške kontaminacije vodom s abrazivnim inkluzijama, mogu biti podvrgnute vrlo opasnoj pitting koroziji. Cijev korodira na mjestima gdje je oksidni film uništen. Jedan od načina da se izbjegne ovaj proces je ugradnja filtera na cjevovode za vodoopskrbu i grijanje.
Na suvremenom građevinskom tržištu, bakrene cijevi, zbog svojih jedinstvenih performansi, prilično se uspješno natječu s proizvodima od čelika, plastike i metal-plastike, unatoč visokoj cijeni.
Čak i uz činjenicu da se polimerne cijevi sve češće koriste, metalni proizvodi i dalje su veliki uspjeh. U pravilu se kao metal koriste bakar, mjed i čelik. Za bolje u smislu otpornosti na koroziju i visoke temperature, izdvaja se bakar. Zapravo, o spajanju bakrenih cijevi, o čemu će se raspravljati u ovom članku.
Čak i unatoč činjenici da se bakrene cijevi razlikuju po visokoj cijeni, s obzirom na sve karakteristike materijala, njihova je uporaba sasvim opravdana.
Prije svega, prije spajanja bakrenih cijevi, vrijedi odlučiti kako ih spojiti, lemljenjem ili na drugi način.
Potrebni materijali i uređaji lim i drugo
Za rad s bakrenim cijevima potrebni su sljedeći alati:
- rezač cijevi, pila za metal ili brusilica s tankim diskom;
- beveler;
- ekspander cijevi (ekpander);
- fluks za lemljenje;
- lem;
- lemilo za bakar, na primjer, propan baklja za lemljenje bakrenih cijevi;
- gumene rukavice;
- papirnate salvete.
Za rezanje cijevi koriste se rezači cijevi različitih veličina. Veći uzorci imaju veliki radijus okretanja, nezgodno ih je koristiti na teško dostupnim mjestima, pa ako postoji potreba za odsjecanjem dijela na gotovom montiranom vodoopskrbi, upotrijebite mali rezač cijevi. Cijev možete rezati nožnom pilom ili brusilicom s tankim diskom, ali bolji rez se može dobiti samo rezačem cijevi.
Nakon što je cijev izrezana, oštrice se čiste. To je neophodno kako ne bi došlo do vrtloženja protoka tekućine u sustavu. Kada nema prepreka, vodoopskrba ne doživljava stres i radi kao sat.
Prije zavarivanja bakra, krajevi cijevi se poliraju fino zrnatim brusnim papirom, koji se može kupiti u trgovinama željeza. Obje površine se čiste, pripremaju za lemljenje.Ponekad se u te svrhe koriste male četke, čiji je promjer Ø 22 mm, pristaju gotovo svim cijevima. Za skidanje, noga četke se umetne u odvijač ili bušilicu, s kojom se proces provodi brže i bolje.
Na očišćenu, zaglađenu vanjsku površinu nanosi se fluks - sastav koji sprječava oksidaciju bakra.
Flux mogu koristiti različiti proizvođači, kao što je Sanha
Gumirane rukavice služe za zaštitu ruku, budući da se pri rezanju bakra i neravnina stvaraju brojni sitni metalni elementi koji se poput ivera zabijaju u kožu. Osim toga, prilikom čišćenja površine bušilicom, rotirajuća četka žvače krpene rukavice.
Kako bi se pravilno lemio bakar, mora se imati na umu da od trenutka skidanja i nanošenja toka na lemljenje ne smije proći više od pola sata, inače se skidanje mora ponoviti. Ako se fluks nanosi četkom, na površini ne bi smjele ostati čekinje ili dlačice - inače spoj neće biti čvrst, a nakon dovoda vode, cjevovod će procuriti.
Nakon umetanja cijevi u utičnicu, ostaci toka se ne uklanjaju u potpunosti ubrusom, ostaje na spoju u obliku ruba od 1-2 mm, a pri lemljenju se lem povlači prema unutra - dolazi do kapilarnog efekta. pokrenuo.Prvo, spoj se zagrijava plamenikom, dok se vlaga između zidova isparava. Zatim se plamenik dovede drugi put, postupno se bakar zagrijava, a tok poprima izgled kositra. U ovom trenutku lem se postavlja na prednju stranu, dolazi do lemljenja, dok rastaljena legura teče na pogrešnu stranu, skrućući se u procesu kretanja. Višak metalnih prevjesa formiranih odozdo se odvajaju sami. Postoji mnogo načina za lemljenje bakra.
Elementi za spojeve bakrenih cijevi
Bakreni priključci, koji se koriste za spajanje bakrenih cijevi, predstavljeni su na suvremenom tržištu u raznim veličinama i izvedbama. Najpoznatije vrste takvih spojnih elemenata su:
- navojni spojevi za bakrene cijevi;
- samozaključujući spojni elementi;
- armature tipa kompresije ili stiskanja;
- tzv. press spojnice;
- spojne armature kapilarnog tipa.
Od svih navedenih vrsta spojnih elemenata, prešani spojevi za bakrene cijevi se najmanje koriste u naše vrijeme, što se objašnjava sljedećim razlozima: njihova ugradnja zahtijeva korištenje složene i skupe opreme: posebne preše. Dizajn press spojnica izvorno je razvijen kako bi se uz njihovu pomoć spojile plastične i metalno-plastične cijevi, pa njihova upotreba za montažu bakrenih proizvoda nije uvijek preporučljiva.

Kliješta za prešanje
Kako bi cjevovod, u čijem se uređenju koriste bakreni dijelovi, služio što je duže moguće i bio vrlo pouzdan, preporučljivo je tijekom njegove ugradnje koristiti elemente od homogenih materijala. Spajanje bakrenih cijevi s armaturama koje su izrađene od drugih sirovina treba obavljati samo u rijetkim iznimkama.
Ako tijekom ugradnje cjevovoda nije moguće izbjeći korištenje armatura izrađenih od različitih materijala, tada se takav postupak mora provesti, poštujući sljedeća jednostavna pravila:
- bakrene cijevi u komunikacijama, za stvaranje kojih se koriste elementi iz različitih materijala, uvijek se postavljaju nakon proizvoda od crnih metala: u smjeru tekućine;
- bakreni dijelovi cjevovoda ne mogu se spojiti na armature od pocinčanog i nelegiranog čelika, nepoštivanje ovog zahtjeva će uzrokovati elektrokemijske reakcije u takvim sustavima, što će značajno ubrzati proces korozije čeličnih dijelova;
- Bakreni elementi cijevnih konstrukcija mogu se spojiti na dijelove od čelika otpornih na kiseline, ali ako je moguće, bolje je takve dijelove zamijeniti spojevima od polivinil klorida.