Rugós csőhajlítók rézcsövek hajlításához
A rugós eszközök kialakítása rendkívül egyszerű. Az aktív elem bennük egy nagyon erős acélrugó, tekercsekkel, amelyek szorosan illeszkednek egymáshoz. A rugó merevsége megakadályozza, hogy a rézcső lecsússzon, deformálódjon vagy eltörjön a berendezés belsejében.Ha a cső bizonyos szögben meghajlik, az acélrugó kifordul, és egy másik szabad helyre kerül.

Az egyenletes hajlítás biztosításának fő feltétele a rugó és a cső méreteinek egyezése.
A rugós kézi csőhajlító fő előnyei:
Az eszköz könnyű és sokoldalú.

Szűk térben tudnak dolgozni. Ha a csővezeték egy részének útvonalát meg akarjuk változtatni, akkor a géphez szállításhoz nem szükséges szétszerelni a rendszerrészt. A rugós csőhajlító képes lesz a munkapadon lévő alkatrész formázására.A rugós kézi csőhajlító korlátok nélkül bármilyen formát tud adni a rézcsőnek, miközben megakadályozza a termék hegyesszögbe hajlását. A készülék nagyon finoman formálja a csővezeték elemeket .
A rugós csőhajlítók hátrányai:
- Ezzel a készülékkel csak rövid csővezeték-hosszaknál kényelmes dolgozni, fokos jelölések nincsenek, a hajlítás „szemmel” történik.
Megfelelő átmérőjű rugóval a rézcső gyorsan és sérülés nélkül hajlítható.
Kézi karos csőhajlító rézcsövekhez
A következő típusú szerszám, egy karos csőhajlító rézcsövekhez, két karral rendelkezik. Az egyiken cipő van, a második hajlító sablonnal van felszerelve. Mindkét karon hajlítási nyomok találhatók, amelyeknek köszönhetően a hajlítási szög állítható.
Ahhoz, hogy a csövet a kar szerszámba helyezze, el kell távolítania a fogantyúkat.
Miután megbizonyosodott arról, hogy a cső pontosan a sablon hornyaiban fekszik, rögzíteni kell egy konzollal. A cipővel ellátott kart úgy kell elhelyezni, hogy a rajta és a sablonon lévő nulla jelek egybeessenek. Sima mozdulattal a kar a kívánt hajlítási szögbe fordul.

A karos rézcsőhajlító előnyei:
- Könnyű súly, kompakt és megfizethető ár. Lehetővé teszi a réztermékek meghajlítását különösebb fizikai erőfeszítés nélkül.A maximális hajlítási szög 180 fok, ami teljesen elegendő a háztartási igényekhez.
A karos csőhajlító hátrányai:
- A kézi csőhajlító használhatatlan, ha nagy méretű termékekkel dolgozik, más átmérőjű csövek hajlítására a szerszám nem használható.
Hogyan készíts magadnak csőhajlítót
Szükség esetén saját kezűleg készíthet hatékony kézi csőhajlítót.
A legegyszerűbb eszközt könnyű legyártani egy betonlap alapján. Ezenkívül csak egy lyukasztóra és bizonyos számú acélcsapra van szüksége. A jelölés a lemezen 4x4 vagy 5x5 cm-es cellákkal ellátott rács formájában történik.A rács csomópontjaiba mély lyukakat fúrnak, majd rögzítik bennük a csapokat. A csőhajlító készen áll.
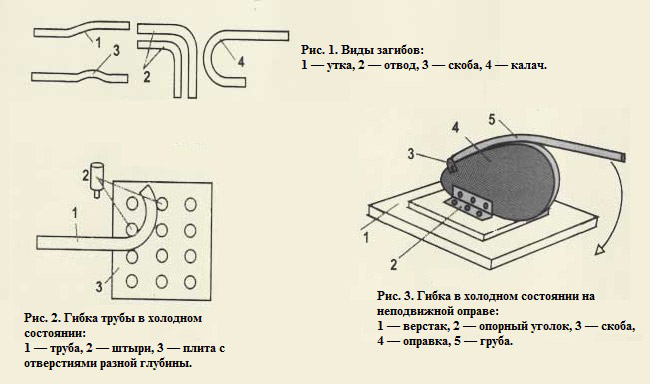
Ezután a rézcsövet a csapok közé helyezzük, és finoman meghajlítjuk a kívánt irányba. A termék csapok közötti mozgatásával megváltoztathatja a hajlítási sugarat.
A következő eszköz szerkezetileg bonyolultabb, és máris úgy néz ki, mint egy igazi csőhajlító. Mindenekelőtt egy alapot készítenek, amelyhez a legalkalmasabb egy erős négyszögletes vascső, amelynek falvastagsága legalább 3 mm. Az egyik szélétől 2-3 cm-t hátralépve lyukat készítünk. Átmérőjének meg kell egyeznie a fő szíjtárcsa méretével.
Az alap hosszának kiszámításához meg kell határozni azt a maximális hajlítási sugarat, amelyre a csőhajlító képes lesz, és ehhez a mutatóhoz 5 cm-t kell hozzáadni A cső felesleges részét levágjuk. A hajlítható csövek dugója hajtű formájában készül. Az egyik végén egy anya lesz, a másikon egy T-alakú elem.
Ezután folytatjuk a csőhajlító fogantyújának gyártását. Ehhez a 4 mm-es vagy annál nagyobb vastagságú vaslemezek tökéletesek.A lemezek szélességének meg kell egyeznie az alap méreteivel.
A jövőbeli csőhajlító összes elemének előkészítése után megkezdheti az eszköz összeszerelését. Az alap szilárdan be van szorítva egy satuba, a szíjtárcsát behelyezik a kialakított lyukba, a fogantyúk rögzítve vannak.
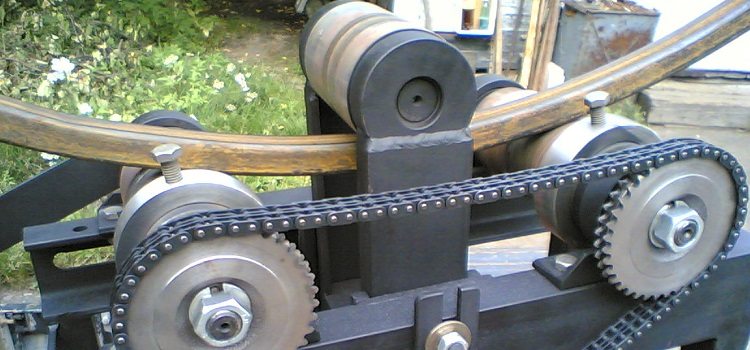
Egyes kézművesek önállóan szerelnek össze összetett és funkcionális hidraulikus berendezéseket. Ehhez hidraulikus autóemelőt, görgőket, vascsatornát, cipőt és acél rögzítőket használnak. A legfontosabb pont a görgők kiválasztása, mivel ez a rész biztosítja a cső megfelelő illeszkedését, és ennek eredményeként a hajlítás minőségét.
A rézcsövek jellemzői és alkalmazása
A rézcsöveket széles körben használják a mindennapi életben és a nemzetgazdaság számos területén. Ennek oka az előnyök lenyűgöző listája, amelyek megkülönböztetik ezt az anyagot a műanyag vagy vas társaitól:
- Jól ellenáll a mechanikai igénybevételnek, ütésnek, hajlításnak.
- Hosszú élettartam, több tíz évben mérve.
- Ellenáll a kórokozó mikroorganizmusok szaporodásának, így a rézcsövek a legjobb megoldás az ivóvízellátáshoz.
- Könnyű telepítés és karbantartás.
- Ellenáll a plakkképződésnek a csővezeték belső falain. Az üzemelés során a csővezeték hézaga nem csökken, nem képződnek dugulások.
- Széles üzemi hőmérséklet tartomány.
- Kis hőtágulási együttható.
- Korrózióval szembeni ellenállás.

A csővezeték-hálózatok építésénél kétféle rézcsövet használnak:
- Kiégetve.
- Nem lágyított.
Az izzított termékek széles körben használatosak, könnyen hajlíthatók, jól ellenállnak a magas hőmérsékletnek, nyomásnak vagy vegyszereknek. De az erőt tekintve egy ilyen cső lágyítatlanul veszít.
A nem lágyított termékeket nehezebb hajlítani, míg a hajlítási sugár nem lehet kevesebb három csőátmérőnél.
Mik azok a csőhajlítók
A csőhajlító eszközök kialakításukban és rendeltetésükben különböznek. Mechanikusak és hordozható kéziek.
Kis átmérőjű csövek hajlításához az utóbbi lehetőség meglehetősen megfelelő. A rézcsövek kézi csőhajlítója megbirkózik az 50 mm-t meg nem haladó átmérőjű vékony falú termékekkel (a DU szerint - két hüvelykes csövek). A kívánt forma kialakításához a hajtásnak fizikai erőfeszítést kell tennie, ami a tervezés fő hátránya, azonban a fogyasztókat vonzó ára és könnyű súlya vonzza.

Külön megkülönböztethetők a CNC-vel (számítógépes numerikus vezérlésű) elektrohidraulikus vagy elektromos gépek. Az egyik programvezérlési funkció a rézcsövek hajlítása lesz, beleértve a kis átmérőjűeket is. Persze nem pusztán csövek hajlítására érdemes ilyen gépet venni.
A hajlítási mechanizmus szerint a csőhajlítók három csoportra oszthatók:
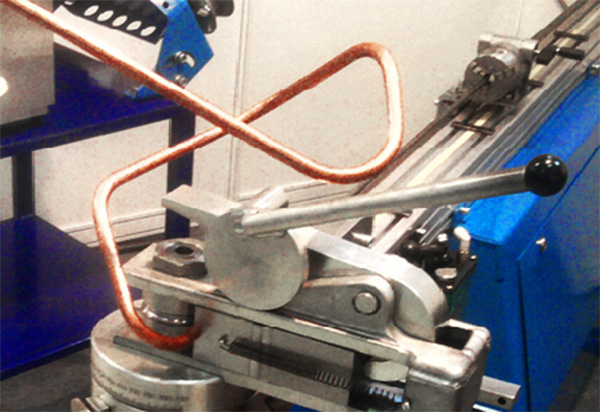
Számszeríj kézi csőhajlító.

A felszerelés számszeríjfegyver formájú, maga a hajlítás pedig az íjhúr meghúzásának elve szerint történik. A kívánt szöget a rézcső szakaszához rögzítjük a számszeríjkészülék készletében található sablon segítségével. A sablonokat (űrlapokat) csak egy példányban töltik ki, egy bizonyos átmérőjű csőhöz tervezve.
A sablontól eltérő átmérőjű csövet többé nem lehet meghajlítani. Az ilyen típusú berendezések nem képesek 90 fokot meghaladó szöget meghajlítani. A kézi csőhajlító csak kisméretű, 10-22 mm átmérőjű csövekhez alkalmas.
A csövet egy speciális szegmens segítségével húzzák ki. Vizuálisan a készülék egy kis gépre hasonlít, amelynek átmérője nem haladja meg a 42 mm-t. Szegmensgép esetén a maximális hajlítási szög 180 fok.

A szegmens féllemez alakú, fogantyúval forog. A rézterméket a szegmenstest körül kellő szögben meghajlítani. A hajlítás elve az, hogy az alakváltozás helyén egyenetlen összenyomódású feszültségállapotot hozzunk létre.
A folyamat eredményeként nő a réz (vagy bármely más fém) alakíthatósága, csökken a falak természetes érdessége, és biztosított a munkaközeg zavartalan keringése a csőüregben A gép lehet kézi, félautomata , és néha teljesen automatikus. A kézi tüske optimális működése akkor lehetséges, ha a rendszer megfelelően van beállítva. A félautomata eszközök képesek programozni a deformáció szögét, egyes modellek önállóan biztosítják a tüske stabil kenését a cső belsejében történő mozgáshoz.
A számszeríj típusú csőhajlító kézi rögzítés
Csőhajlító tüskés gép kézzel is elkészíthető. A legfontosabb munkaelemek számára egy görgős matrica (kívánatos biztosítani az átmérők beállításának lehetőségét), a szerszám átmérőjének megfelelő elülső bilincs, a vezetők, a tüske tüskék és a tüske rögzítőelemei.
A szerkezet alapja egy szabványos tartókeret lesz, amely a folyamat összes terhelését viseli. A munkavégzést leggyakrabban karral használják, de komolyabb célokra hidraulikus hajtásokat használnak. A tüskés berendezés rajzai megtalálhatók az interneten.
A rézcső hajlításának jellemzői csőhajlítón
A rézcsőnek a csőhajlítógépen történő hajlítás szempontjából 2 állapota van - puha és kemény. A tömör és félig szilárd rézcsövek nagyobb merevséggel rendelkeznek. A gyártás során az ilyen csöveket hőkezelésnek vetik alá a működési jellemzők - szilárdság és hajlékonyság - növelése érdekében. A hőkezelés nélküli rézcsövek (nem izzított rézcsövek) merevségük miatt rendkívül nehezen hajlíthatók még 3D sugárra is.
Ezért a rézcsövek 3D-nél kisebb hajlítási sugarú hajlításánál puha csöveket kell használni, és még jobb lágy csöveket, amelyek megnövelt plaszticitásúak, vagy a kemény és félszilárd rézcsöveket hőkezelésnek - izzításnak kell alávetni.A lágyított rézcső több műanyag, de kisebb a keménysége. Jól deformálódik (hajlik), de hajlítás után hővel kell megerősíteni. Annak a ténynek köszönhetően, hogy a réz sűrűsége nem különbözik az acéltól, de nem korrodálódik, a csövek falvastagsága nagyon ritkán haladja meg az 1,5–2 mm-t.
A kis átmérőjű (38 mm-ig) izzított rézcsövek BMK csőhajlító gépeken kis rádiuszra (1,5 D-től) speciális felszerelés nélkül is könnyen hajlíthatók.
A 38 mm-nél nagyobb átmérőjű izzított rézcsövek csőhajlítókon történő hajlításakor egyszerű berendezéssel kell kiválasztani az optimális hajlítási sugarat, vagy összetett berendezést kell készíteni. Az ilyen rézcsövek hajlításához a berendezés tartalmaz egy speciális, egyenes szakaszú hajlítóhengert, egy ráncmegszakítót és egy acél rugalmas tüskét.
Csőhajlítógépen végzett hajlítás után kívánatos az izzított rézcsövekből készült termékeket hőkeményíteni, ezzel is növelve a teljesítményüket.
Minden kör alakú rézcsövet a GOST817-2006 szabvány szerint gyártanak, és a jelölésben a következő információk szerepelnek:
Az 1. betű határozza meg a gyártás módját (D - hidegen alakított, húzott vagy hidegen hengerelt, G-sajtolt)
2. és 3. betű - cső alakú (KR-kerek)
4. betű - gyártási pontosság (N, P, I, K, S, U)
5. betű - állapot (M-lágy, P-félkemény, T-kemény, L-lágy fokozott plaszticitás, F-félkemény fokozott szilárdság, H-kemény fokozott szilárdság)
További méretek D (átmérő) és S (falvastagság), hossz, stb.
Speciális feltételek a pontossághoz (T), a görbülethez (O), a szakítószilárdsághoz (P), a keménységhez (H), a tekercselési feltételekhez (BTH) - szabad tekercselés, (BU) - rendezett tekercselés, (BS) - spirál tekercselést a GOST 817-2006 határozza meg.
Csőhajlító és csőhajlító gép rézcsövek hajlításához
Az LLC "Baltic Engineering Company" csőhajlítókat gyárt rézcsövek hajlításához és speciális berendezéseket ezekhez.
Tüskés csőhajlítók 3-30 mm külső átmérőjű rézcsövek hajlításához:
- Programozható tüskés kézi csőhajlító CM-30 PARTNER 2 és 3 tengelyes változatban
- CE-30 PARTNER félautomata tüskehajlító gép 2 és 3 tengelyes változatban
- Tüskés automata csőhajlító gép CE-30 PARTNER.3X
Tüskés csőhajlítók 3-51 mm külső átmérőjű rézcsövek hajlításához:
- Félautomata tüskehajlító gép CE-51 MASTER
- Tüskés automata csőhajlító gép CE-51 MASTER.3X
Tüskés csőhajlítók legfeljebb 80 mm külső átmérőjű rézcsövek hajlításához:
- Tüskés félautomata csőhajlító gép CE-80 PROFi
- Automata tüskehajlító gép CE-80 PROFI.3X
A PARTNER, MASTER és PROFI sorozatú csőhajlító gépek használatával bármilyen összetettségű terméket készíthet rézcsövekből!

