Vara cauruļu lodēšanas process

Vara cauruļu lodēšanas laiks palīdzēs samazināt marķējumu uz paša armatūras ar ieteikumiem vajadzīgā izmēra lodēšanai.
Pirms lodēšanas caurules gala ārējo daļu un iekšējo veidgabalu apstrādā ar smilšpapīru līdz tīra metāla stāvoklim. Pēc tam uz tīrīta caurules gala tiek uzklāts plāns lodēšanas pastas vai plūsmas slānis. Šie materiāli, kausējot, izšķīdina oksīda plēves uz savienotajiem elementiem, pasargājot to virsmas no tālākas oksidēšanās, ko izraisa augsta temperatūra.
Tomēr, ņemot vērā faktu, ka plūsma iznīcina metāla virsmu, lodējot ar savām rokām, tā jāuzklāj tieši pirms darba sākuma un tikai tajā vietā, kas tiks iekļauta veidgabalā. Pēc sacietēšanas plūsma ir plēve, kurai nav nepieciešama noņemšana.
Pēc tam caurule tiek ievietota kapilārā savienojuma ligzdā, līdz tā apstājas. Vietas vienmērīgi silda ar gāzes degļa liesmu vai karstā gaisa pistoli. Šim nolūkam vēlams izmantot lampu, kas aprīkota ar diviem degļiem vai smidzināšanas sprauslām.
Ja izmantotā plūsma satur alvu, tad, to uzkarsējot līdz vajadzīgajai temperatūrai, parādīsies sudrabaini pilieni. Citos gadījumos var pārliecināties par vēlamās temperatūras sasniegšanu, pieskaroties lodēšanai pie apsildāmās virsmas – lodēšanai vajadzētu izplatīties. Izkausētais lodmetāls nekavējoties jāievada savienojumā. Turklāt nav svarīgi, no kuras puses tas tiks ieviests. Kapilārā efekta dēļ lodmetāls vienmērīgi aizpilda visu savienojumu. Šķidruma atlikumus no veidgabala noņem ar lupatu.
Lai samazinātu lodēšanas laiku, palīdzēs izmantot dažādus veidgabalus, kuros ražotājs iekšpusē ievietoja vajadzīgā izmēra lodēšanas lodītes. Armatūra tiek uzlikta uz caurules, kas pārklāta ar plūsmu, karsēta ar lodlampu vai karstā gaisa pistoli, līdz lodmetāls ir šķidrā stāvoklī.
Pēc dzesēšanas ūdens apgādes un apkures cauruļvada konstrukcija ir gatava darbam.
Cauruļvada montāža ar veidgabaliem
Vara cauruļu savienošana ar veidgabaliem tiek veikta tikai vietās, kas pieejamas pārbaudei. Šis noteikums ir saistīts ar faktu, ka savienojums nav pilnībā noslēgts un laika gaitā var veidoties noplūdes.
Vītņotā savienojuma priekšrocība ir tāda, ka nepieciešamības gadījumā remontu var veikt bez papildu piepūles, jo iegūtais savienojums ir noņemams.
Instrumenti un materiāli
Lai saliktu cauruļvadu, jums būs nepieciešami šādi materiāli un instrumenti:
- piemērota diametra vara caurules;
- savienojošie presēšanas vai presēšanas piederumi;

Īpašas ierīces cauruļvadu montāžai
Armatūras veidus un skaitu izvēlas saskaņā ar cauruļvadu shēmu.
- cauruļu griezējs vai metāla zāģis;
- cauruļu liekējs vara caurulēm. Ierīci izmanto, lai organizētu cauruļvadu ar mazāku savienojumu skaitu, kas palielina sistēmas izturību;
- fails cauruļu apstrādei pēc griešanas (pirms savienošanas). Turklāt varat izmantot smalku smilšpapīru;
- FUM-lente vītņu blīvēšanai. Papildus FUM lentei varat izmantot arī lina diegu, Tangit Unilok diegu vai jebkuru citu blīvējuma materiālu;
- uzgriežņu atslēga.
Montāžas instrukcijas
Vara cauruļvada montāža ar savām rokām, izmantojot veidgabalus, tiek veikta šādi:
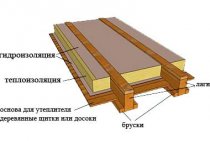
- cauruļu griešana cauruļvadam. Katras caurules garumam pilnībā jāatbilst shēmai, kas sastādīta sistēmas izstrādes laikā;
- izolācijas slāņa noņemšana. Ja aprīkotai cauruļvadu sistēmai jebkuram mērķim tiek izmantotas caurules ar izolāciju, tad stipram savienojumam tiek noņemts izolācijas slānis. Lai to izdarītu, ar nazi tiek sagriezta vēlamā daļa un caurule tiek notīrīta;
- griezto malu apstrādā ar vīli, smilšpapīru, līdz iegūst gludu virsmu. Ja caurules galā paliek urbumi, bedres vai citi nelīdzenumi, savienojums izrādīsies mazāk hermētisks;

Caurules noņemšana pirms pievienošanas armatūrai
- ja nepieciešams, caurules ir saliektas;
- uz sagatavotās caurules tiek uzlikts savienotājuzgrieznis un kompresijas gredzens;

Armatūras elementu uzstādīšana savienošanai
- caurule ir savienota ar veidgabalu. Sākumā pievilkšana tiek veikta ar rokām, pēc tam ar uzgriežņu atslēgu. Pievilkšanas laikā uzgalis pilnībā noblīvē savienojumu, novēršot nepieciešamību pēc papildu hermētiķiem. Tomēr, savienojot vara cauruli ar cauruli vai veidgabalu, kas izgatavots no cita materiāla, ir nepieciešams papildu blīvējums ar FUM lenti.
Fitting fiksācija
Ir svarīgi nepārvilkt vītnes, jo mīkstais varš viegli deformējas.
Vara cauruļu cieša savienošana bez lodēšanas
Turklāt ir vērts atzīmēt, ka, neskatoties uz to, ka vairumā gadījumu cauruļu savienošana ar lodēšanu tiek uzskatīta par visdrošāko metodi, joprojām pastāv situācijas, kad šo metodi nav iespējams izmantot. Šādos gadījumos varat ķerties pie vara cauruļu savienošanas bez lodēšanas. Jums būs nepieciešami speciāli veidgabali, kas nodrošinās drošu savienojumu, pateicoties savilkšanas efektam, kas veidojas vītņotā savienojuma laikā.
Šajā gadījumā savienojums tiek izveidots šādā secībā:
- Pirmkārt, tiek atvienoti veidgabali, kuriem bieži ir divas sastāvdaļas.
- Viens no elementiem ir uzlikts uz caurules. Parasti tas ir uzgrieznis un savilkšanas gredzens.
- Pēc tam veidgabalā tiek vītņota caurule un pievilkts uzgrieznis.

Ir vērts atzīmēt, ka pirms vara cauruļu pievienošanas bez lodēšanas jums jāapzinās visi riski, jo ir diezgan grūti iegūt augstas kvalitātes savienojumu. Savienoto detaļu minimāli kropļojumi vispār nav pieļaujami, pretējā gadījumā tehnoloģija tiek rupji pārkāpta. Lai vītņotais savienojums būtu īpaši ciešs, vēlams to papildus noblīvēt ar speciāliem vītnēm. Tajā pašā laikā ir vērts pārliecināties, ka tie nenonāk caurules iekšpusē, jo pēc tam ūdens var nepareizi iziet cauri sistēmai.
Cauruļu savienojumi no dažādiem materiāliem
Kā tērauda caurule tiek savienota ar vara cauruli? Šim nolūkam tiek izmantots veidgabals, kura vienā galā ir vītne piestiprināšanai pie tērauda caurules. Otrā galā nav vītnes, tas ir pilnīgi gluds, jo vara caurule tiks piestiprināta ar lodēšanu.
Uzstādot cauruli šādā veidgabalā, vītnes jāietin ar plastmasas blīvējuma lenti, pēc kuras savienojums tiek pieskrūvēts uz caurules. Šāda blīvējuma lente ir nepieciešama, lai divu veidu metālu savienojumā nesāktos korozija.
Tērauda un plastmasas armatūra
Vēl viens piemērs ir tērauda un plastmasas veidgabals. Tas ir izgatavots arī divās daļās. Pirmā daļa izskatās kā uzgrieznis ar vītņotu segmentu, kas ir ieskrūvēts tērauda caurulē. Otra daļa ir plastmasas, ar blīvi un uzgriezni arī no plastmasas.
Standarta armatūra, kas sastāv no tērauda un plastmasas daļām
Uzgrieznis ir uzskrūvēts uz citas pirmās daļas pagarinājuma, kam ir ārējā vītne. Turklāt plastmasas ieliktņa nostiprināšanai ar plastmasas cauruli tiek izmantots īpašs šķīdinātājs.
Armatūra izgatavota no plastmasas un vara
Ir arī populārs armatūra, kas izgatavota no plastmasas un vara, kas ietver arī divas sastāvdaļas. Pirmajam komponentam ir divi gali. Viens ir no vara un ar vītni, bet otrs gals ir pilnīgi gluds - tieši viņš ir piestiprināts pie vara caurules ar lodēšanu.
Plastmasas veidgabals ar vara vītni
Otra sastāvdaļa ir plastmasas uzgrieznis ar blīvi. Uzgrieznis ir pieskrūvēts uz vara vītnes, bet otrs tā gals ir pielīmēts pie plastmasas caurules.
Kapilārā lodēšanas metode

Pirms ūdens padeves ieklāšanas ir nepieciešams sagriezt vara caurules vajadzīgajos izmēros.
Šīs metodes pamatā ir kapilārais efekts, kas veicina vienmērīgu lodēšanas sadalījumu visā sekcijā neatkarīgi no caurules stāvokļa. Lai radītu kapilāro efektu, tiek izmantoti speciāli veidgabali, kuru diametriem ir jāatšķiras no caurules diametriem ar stingri noteiktu vērtību. Atklātas liesmas lodēšanai ieteicama 0,1-0,15 mm atstarpe.
Savienojumi, izmantojot kapilāro lodēšanu, tiek veikti, izmantojot īpašas plūsmas un lodmetālus - plānas stieples, kas izgatavotas no metālu sakausējumiem ar zemu kušanas temperatūru, parasti alvas ar nelielām vara un sudraba piedevām. Lodēšanas savienojumi tiek izmantoti gadījumos, kad ūdens padeve tiek veikta ar rokām grīdā vai sienās, vai arī citos gadījumos, kad savienojumu integritātes vizuālā kontrole nav iespējama.
Ir divas lodēšanas metodes: augsta temperatūra un zema temperatūra.
Augstas temperatūras lodēšana, citādi pazīstama kā cietlodēšana, tiek izmantota, ja vara cauruļvadu darbības apstākļi ir saistīti ar augstu temperatūru. Šāda lodēšana tiek veikta, izmantojot īpašas plūsmas un cietlodmetālus. Cauruļvadu uzstādīšanai "dari pats" šāda veida lodēšana praktiski netiek izmantota.
Zemas temperatūras jeb mīksto lodēšanu izmanto cauruļvadiem, ko izmanto šķidru un gāzveida vielu transportēšanai, kuru darba temperatūra nepārsniedz 110ºС. Ar zemas temperatūras lodēšanu “dari pats” savienojumi tiek uzkarsēti līdz aptuveni 300ºС temperatūrai.
Komunikācijas no vara caurulēm un veidgabaliem
Kvalitatīvas vara caurules un veidgabali, kuru tehniskie un ekspluatācijas raksturlielumi atbilst starptautiskajiem standartiem ISO 9002, BS2 un DIN, tagad ražo gan ārvalstu, gan pašmāju uzņēmumi. Šādas caurules, kā arī to savienojošie elementi veiksmīgi iztur caur tām transportējamo vielu augsto spiedienu, augstu un zemu temperatūru un mehānisko spriegumu, kas var tikt pakļauts ekspluatācijas, transportēšanas un uzglabāšanas laikā.
Atšķirībā no mūsu laikos populārajām polimēru caurulēm, vara cauruļu izstrādājumi nesabojājas no saules gaismas iedarbības, tie nebaidās no korozijas, kas ir īsts posts izstrādājumiem, kas izgatavoti no melnajiem metāliem. Runājot par kalpošanas laiku, ar kādu vara caurules un veidgabali atšķiras, ar tiem nevar salīdzināt nevienu līdzīgu izstrādājumu, kas izgatavots no cita materiāla. Jāatzīmē, ka vara izstrādājumi ir praktiski mūžīgi, sakaru kalpošanas laiks no tiem ir vismaz 100 gadi.

Apkures un ūdens apgādes sistēma no vara caurulēm privātmājā
Cauruļu izstrādājumi, kā arī veidgabali no vara tiek izmantoti inženiertīklu sakārtošanai dažādiem mērķiem:
- apkures sistēmas;
- gaisa kondicionēšana;
- aukstā un karstā ūdens apgāde;
- gāzes komunikācijas.
Tie patērētāji, kuri nolemj izmantot vara cauruļu izstrādājumus un vara veidgabalus, galvenokārt izmanto tos, lai aprīkotu uzticamus un izturīgus ūdensapgādes tīklus. No vara izgatavotie veidgabali ir kompaktāki un izskatās daudz tīrāki nekā tie, kas izgatavoti no melnajiem metāliem. Tas izskaidrojams ar to, ka, projektējot un ražojot vara veidgabalus, nav nepieciešams padarīt to sienas biezākas, ņemot vērā to turpmāko koroziju, jo tās vienkārši nav pakļautas.

Vara cauruļu uzstādīšana apkures sistēmā pats
Ir vairāki iemesli, kas izskaidro vara izgatavoto cauruļu un to veidgabalu lielo popularitāti:
- vara, kā zināms, piemīt antiseptiskas īpašības, tāpēc no šī metāla izgatavotajās ūdensvados neattīstās patogēni, un pa tām transportētā ūdens kvalitāte pat uzlabojas;
- cauruļvadu uzstādīšana, kurām tiek izmantotas caurules un veidgabali no vara, ir daudz vienkāršāka nekā komunikācija no melnajām caurulēm;
- vara augstās plastiskuma dēļ no šī metāla izgatavotās caurules, kad ūdens tajās sasalst, neplīst, bet vienkārši deformējas; lai iznīcinātu vara cauruli, tai ir jāpieliek iekšējais spiediens 200 atm, un mājsaimniecības komunikācijās šādu spiedienu vienkārši nav.
Vara cauruļu darbības jomas
Vara cauruļu uzstādīšana apkures sistēmās ir iespējama, pateicoties to augstajai izturībai pret darbu ar augstas temperatūras šķidrumiem. Šis īpašums ir īpaši aktuāls viencaurules apkures shēmai, kurā, lai nodrošinātu dzesēšanas šķidruma temperatūru pēdējā radiatorā aptuveni 70ºС, pirmajā ir nepieciešams, lai tā būtu aptuveni 120ºС.

Cauruļu savienošana ar kompresijas veidgabaliem nedod absolūtu uzticamības garantiju un prasa pastāvīgu uzraudzību darbības laikā.
Maksimālā temperatūra, ko var izturēt apkures sistēmās izmantotie polimēri, nepārsniedz 95ºС, un materiālus ar temperatūru līdz 300ºС var transportēt pa vara caurulēm. Svarīga šī metāla cauruļvada īpašība ir tā spēja izturēt 200-400 atm spiedienu, savukārt vara cauruļu lodētais savienojums paliek hermētisks.
Tajā pašā laikā metāla plastmasas izstrādājumi var izturēt vidēji 6 atm spiedienu ar iespējamo darba spiedienu sistēmā 6–8 atm. Apkures caurules, kas izgatavotas no mīksta vara, viegli panes 3-4 sasalšanas-atkausēšanas ciklus.
Pateicoties savām antibakteriālajām īpašībām, varš spēj pretoties piesārņotāju iekļūšanai pilsētas ūdensapgādes tīklos. Sanitārais varš ir izturīgs pret hloru. Turklāt hlors, būdams spēcīgs oksidētājs, veicina aizsargājošas oksīda plēves veidošanos uz vara, kas pagarina cauruļvada kalpošanas laiku. Tomēr jāatceras, ka slēpto vara cauruļu ieklāšanu var veikt tikai tad, ja uz caurulēm ir polimēra apvalks, kas aizsargā varu no klaiņojošām straumēm.
Vara caurules ir universālas: papildus ūdens apgādes un apkures sistēmām tās izmanto gāzu, aukstumnesēju pārvadīšanai saldēšanas sistēmās, kā arī tiek izmantotas gaisa kondicionēšanas sistēmās.
Cauruļu savienošana ar lodēšanu
Apsveriet vara cauruļu savienošanu ar veidgabaliem, kam seko lodēšana, kas var būt gan zemā, gan augstā temperatūrā. Pirmajā metodē lodēšanu veic 300 ºC temperatūrā. Otro metodi izmanto sistēmu sakārtošanā ar lielu slodzi rūpnieciskiem nolūkiem.
Savienojumi darbojas kā savienotāji vara caurulēm; papildus ir nepieciešams alvas-svina lodmetāls un plūsma.

Cauruļu lodēšanas tehnoloģija būs šāda:
- Vispirms tiek sagriezta noteikta izmēra caurule. Šis process jāveic rūpīgi, ņemot vērā esošo veidgabalu izmērus.
- Cauruļu galos jāpārbauda, vai tajā nav defektu, piemēram, šķembu, plaisu vai urbumu. Ja tie netiks novērsti, pēc visu darbu pabeigšanas būs problēmas ar savienojuma hermētiskumu.
- Pārliecinoties, ka gali ir notīrīti, varat sākt savienot. Sakarā ar to, ka tiks savienotas vairākas caurules, un tās var būt ar dažādām sekcijām, attiecīgi jāizvēlas veidgabali.
- Pēc tam caurules galu un savienojumu iekšējās sienas jāapstrādā ar plūsmu, kas attaukos virsmas, lai iegūtu augstākās kvalitātes savienojumu.
- Tagad caurules gals ir vītņots vara caurules savienotājā un uzkarsēts. Jāizvēlas tā, lai šķērsgriezums būtu par 1-1,5 cm lielāks par caurules šķērsgriezumu.Caurules silda ar gāzes degli. Plaisa starp cauruli un savienojumu ir piepildīta ar izkausētu lodmetālu.Mūsdienās tirgū var atrast jebkura veida lodmetālu, kas atbilst jūsu vajadzībām, tāpēc izvēlei nevajadzētu būt problēmām.
- Pēc tam, kad lodmetāls ir vienmērīgi sadalīts pa apkārtmēru, savienojamās daļas jāatstāj, līdz tā ir pilnībā sacietējusi.
Pēdējā posmā jums jāpārbauda vara cauruļu savienotāji un visa sistēma, ielaižot tajā ūdeni. Šajā brīdī tiks veikta ne tikai sistēmas pārbaude, bet arī tā tiks attīrīta no plūsmas atlikumiem, kas laika gaitā var izraisīt metāla koroziju.
Kapilārā metode vara cauruļu savienošanai
Vara cauruļu lodēšana, kas pamatoti tiek uzskatīta par visuzticamāko un izturīgāko vara detaļu savienošanas metodi, tiek veikta, pamatojoties uz kapilārās tehnoloģijas principiem. Saskaņā ar šo efektu, kas balstās uz fizikas likumiem, šķidrums var pacelties pa kapilāru, pārvarot gravitāciju, ja ir noteikts attālums starp tā celšanās apakšējo un augšējo punktu.

Lodēšanas veidgabali
Šis fiziskais efekts ļauj pielodēt vara caurules tā, lai gāzes degļa izkausētais lodējums vienmērīgi sadalītos pa visu veidojamā savienojuma laukumu. Lai efektīvi veiktu šādu lodēšanu, caurules var novietot jebkurā telpiskā pozīcijā, galvenais, lai kausētais lodmetāls tiek padots no veidojamā savienojuma apakšas.
Sīkāk, kapilārās lodēšanas process ir šāds:
- izmantojot gāzes degli, topošā savienojuma vieta tiek rūpīgi uzsildīta;
- spraugā starp savienojamo cauruļu galiem vai starp cauruli un izmantoto veidgabalu tiek padots izkausēts lodmetāls, kas kapilārā efekta dēļ to pilnībā aizpilda;
- iegūtajam savienojumam ļauj pilnībā atdzist;
- pēc izveidotā savienojuma pilnīgas atdzesēšanas tā elementi tiek rūpīgi iztīrīti, izmantojot īpašu tīrīšanas maisījumu.
Ar lodēšanas palīdzību, kuras pamatā ir kapilārais efekts, cauruļvadu elementi tiek savienoti ne tikai no vara, bet arī no melnajiem metāliem. Gadījumā, ja kā vara cauruļu savienojošais elements tiek izmantots tērauda veidgabals, nākamā savienojuma vietai tiek uzklāts īpašas plūsmas slānis. Kā lodmetāls, veicot lodēšanu ar kapilāro tehnoloģiju, tiek izmantota ļoti strāva stieple, kas var būt izgatavota no alvas, vara un dažos gadījumos pat no sudraba.
Vara cauruļu uzstādīšana
Instalējot santehnikas sistēmas ar savām rokām, bieži kļūst nepieciešams savienot vara caurules ar izstrādājumiem, kas izgatavoti no citiem materiāliem. Apkures sistēmās, aukstā un karstā ūdens apgādē vara savienojumi ar tēraudu, plastmasu un misiņu ir droši no korozijas procesu rašanās viedokļa. Bet vara saskare ar cinkotu tēraudu ir bīstama cinkotām caurulēm un noved pie to iznīcināšanas elektrolītisko procesu dēļ. Lai izvairītos no cauruļvada atteices, ir nepieciešams izveidot savienojumu ar palīdzību un nodrošināt ūdens plūsmas virzienu no tērauda uz varu.
Pirms darba uzsākšanas ir nepieciešams sagatavot instrumentu vara cauruļu uzstādīšanai apkures sistēmā vai karstā vai aukstā ūdens padevei. Lai to izdarītu, jums būs nepieciešams: cauruļu griezējs vai metāla zāģis, vīle vai skrāpis sarežģītas konfigurācijas sekciju klātbūtnē - cauruļu liekējs, gāzes deglis vai karstā gaisa pistole.
Vara cauruļvada ieklāšana “dari pats” sākas ar iepriekš aprēķināta garuma sekcijām. Pēc tam ir nepieciešams notīrīt caurules ārējo un iekšējo daļu, ja nepieciešams, izlīdzināt griezumu. Cauruļu liekuma izmantošana novērsīs caurules saplacināšanu un kroku veidošanos, kas var izraisīt cauruļvada veiktspējas samazināšanos šajās vietās.
Ja cauruļu diametri nepārsniedz 15 mm, tad to lieces rādiusam jābūt vismaz 3,5 diametram, un ja vairāk par 15 mm, tad četriem diametriem.Liekot ar roku, augstas kvalitātes līkumu var iegūt tikai ar rādiusu, kas vienāds ar 8 diametriem.
Neskatoties uz izturību pret koroziju, vara caurules ražošanas tehnoloģijas pārkāpumu, nepareizas lodēšanas un spēcīga ūdens piesārņojuma ar abrazīviem ieslēgumiem dēļ var tikt pakļautas ļoti bīstamai punktveida korozijai. Vietās, kur tiek iznīcināta oksīda plēve, caurule korozējas. Viens veids, kā izvairīties no šī procesa, ir uzstādīt filtrus uz ūdens apgādes un apkures cauruļvadiem.
Mūsdienu būvniecības tirgū vara caurules to unikālo veiktspēju dēļ diezgan veiksmīgi konkurē ar tērauda, plastmasas un metāla plastmasas izstrādājumiem, neskatoties uz to augstajām izmaksām.
Pat ar to, ka polimēru caurules tiek izmantotas arvien biežāk, metāla izstrādājumi joprojām ir lieliski panākumi. Kā metāls parasti tiek izmantots varš, misiņš un tērauds. Labākai izturībai pret koroziju un augstām temperatūrām tiek izdalīts varš. Faktiski par vara cauruļu savienojumu, un tas tiks apspriests šajā rakstā.
Pat neskatoties uz to, ka vara caurules izceļas ar augstām izmaksām, ņemot vērā visas materiāla īpašības, to izmantošana ir diezgan pamatota.
Pirmkārt, pirms vara cauruļu pievienošanas ir vērts izlemt, kā tās savienot, ar lodēšanu vai kā citādi.
Nepieciešamie materiāli un ierīces skārda un citi
Darbam ar vara caurulēm ir nepieciešami šādi instrumenti:
- cauruļu griezējs, metāla zāģis vai slīpmašīna ar plānu disku;
- beveler;
- cauruļu paplašinātājs (paplašinātājs);
- lodēšanas plūsma;
- lodēt;
- vara lodāmurs, piemēram, propāna lodlampa vara cauruļu lodēšanai;
- gumijoti cimdi;
- papīra salvetes.
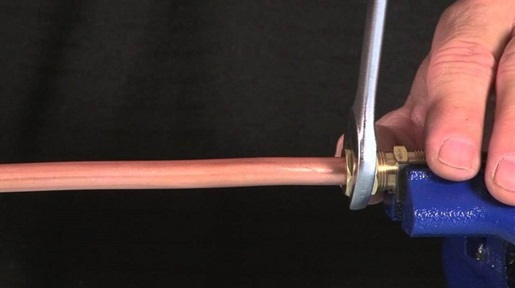
Caurules griešanai tiek izmantoti dažāda izmēra cauruļu griezēji. Lielākiem paraugiem ir liels pagrieziena rādiuss, tos ir neērti lietot grūti sasniedzamās vietās, tādēļ, ja ir nepieciešams nogriezt sekciju gatavai uzstādītai ūdens padevei, izmantojiet nelielu cauruļu griezēju. Jūs varat griezt cauruli ar metāla zāģi vai slīpmašīnu ar plānu disku, bet labāku griezumu var iegūt tikai ar cauruļu griezēju.
Pēc tam, kad caurule ir pārgriezta, urbumi tiek notīrīti. Tas ir nepieciešams, lai sistēmā nebūtu šķidruma plūsmas virpuļu. Kad nav šķēršļu, ūdens padeve nepiedzīvo stresu un darbojas kā pulkstenis.
Pirms vara metināšanas caurules galus nopulē ar smalkgraudainu smilšpapīru, ko var iegādāties datortehnikas veikalos. Abas virsmas tiek notīrītas, sagatavojot lodēšanai.Dažkārt šiem nolūkiem tiek izmantotas mazas birstes, kuru diametrs ir Ø 22 mm, der gandrīz visām caurulēm. Noņemšanai birstes kāju ievieto skrūvgriežā vai urbjmašīnā, ar kuru process tiek veikts ātrāk un labāk.
Uz notīrītas, nogludinātas ārējās virsmas tiek uzklāta plūsma - sastāvs, kas novērš vara oksidēšanos.
Flux var izmantot dažādi ražotāji, piemēram, Sanha
Roku aizsardzībai tiek izmantoti gumijoti cimdi, jo, nogriežot varu un skabargas, veidojas daudz mazu metāla elementu, kas kā šķembas ielīp ādā.Turklāt, tīrot virsmu ar urbi, lupatu cimdus sakošļā rotējoša birste.
Lai pareizi pielodētu varu, jāņem vērā, ka no atdalīšanas un kušņu uzlikšanas brīža līdz lodēšanai jāpaiet ne vairāk kā pusstundai, pretējā gadījumā izņemšana ir jāatkārto vēlreiz. Ja plūsmu uzklāj ar otu, uz virsmas nedrīkst palikt sari vai matiņi - pretējā gadījumā savienojums nebūs ciešs, un pēc ūdens padeves cauruļvads noplūdīs.
Pēc caurules ievietošanas kontaktligzdā plūsmas atlikumi netiek pilnībā noņemti ar salveti, tie paliek uz savienojuma 1–2 mm malas veidā, un, lodējot, lodmetāls tiek ievilkts uz iekšu - rodas kapilārais efekts. iedarbināts.Pirmkārt, savienojumu silda ar degli, kamēr mitrums starp sienām tiek iztvaicēts. Pēc tam degli atnes otrreiz, pamazām varš uzsilst, un plūsma iegūst skārda izskatu. Šajā brīdī lodēšana tiek novietota priekšpusē, notiek lodēšana, savukārt izkusušais sakausējums plūst uz leju uz nepareizo pusi, kustības procesā sacietējot. No apakšas veidotās liekās metāla pārkares tiek atdalītas pašas no sevis. Ir daudzi veidi, kā lodēt varu.
Elementi vara cauruļu savienojumiem
Vara veidgabali, ko izmanto vara cauruļu savienošanai, mūsdienu tirgū tiek piedāvāti dažādos izmēros un dizainos. Vispazīstamākie šādu savienojošo elementu veidi ir:
- vītņoti veidgabali vara caurulēm;
- pašbloķējoši savienojošie elementi;
- kompresijas vai gofrēšanas tipa piederumi;
- tā sauktie presēšanas piederumi;
- kapilārā tipa savienotājelementi.
No visiem uzskaitītajiem savienojuma elementu veidiem mūsu laikā visretāk tiek izmantoti vara cauruļu presēšanas veidgabali, kas izskaidrojams ar šādiem iemesliem: to uzstādīšanai ir nepieciešams izmantot sarežģītu un dārgu aprīkojumu: īpašas preses. Preses veidgabalu dizains sākotnēji tika izstrādāts, lai ar to palīdzību savienotu plastmasas un metāla plastmasas caurules, tāpēc to izmantošana vara izstrādājumu montāžai ne vienmēr ir ieteicama.

Nospiediet stiprinājuma knaibles
Lai cauruļvads, kura izkārtojumā izmantotas vara detaļas, kalpotu pēc iespējas ilgāk un būtu ļoti uzticams, tā uzstādīšanas laikā vēlams izmantot viendabīgu materiālu elementus. Vara cauruļu savienošana ar veidgabaliem, kas izgatavoti no citām izejvielām, ir jāveic tikai retos izņēmumos.
Ja cauruļvadu uzstādīšanas laikā nav iespējams izvairīties no veidgabalu izmantošanas, kas izgatavoti no dažādiem materiāliem, tad šāds process jāveic, ievērojot šādus vienkāršus noteikumus:
- vara caurules komunikācijās, kuru izveidei tiek izmantoti elementi no dažādiem materiāliem, vienmēr tiek uzstādīti pēc melnā metāla izstrādājumiem: šķidruma virzienā;
- cauruļvadu vara daļas nevar savienot ar veidgabaliem, kas izgatavoti no cinkota un neleģēta tērauda, šīs prasības neievērošana izraisīs elektroķīmisku reakciju darbību šādās sistēmās, kas būtiski paātrinās tērauda detaļu korozijas procesu;
- cauruļu konstrukciju vara elementi var tikt savienoti ar detaļām, kas izgatavotas no skābes izturīgiem tēraudiem, bet, ja iespējams, šādas detaļas ir labāk nomainīt ar veidgabaliem, kas izgatavoti no polivinilhlorīda.