Welke elektroden om een profielbuis van 2 mm te lassen.
Bij het kiezen van elektroden voor elektrisch lassen, worden ze geleid door de dikte van de werkstukken, die direct gerelateerd is aan hun diameter.
De benodigde gegevens kunnen worden verkregen uit de tabellen op de verpakking of zelf de afmetingen bepalen, aangezien de diameter van de elektrode ongeveer overeenkomt met de wanddikte bij waarden van maximaal 4 mm.
Selectie van lasmodus en type elektroden
De stroom die door de elektroden gaat, is direct gerelateerd aan hun diameter, de waarde wordt meestal aangegeven op de verpakking. Bovendien kan de waarde worden ingesteld uit tabellen of bij benadering worden bepaald door berekeningen, gebaseerd op het feit dat 1 mm. elektrodedikte vereist een stroomsterkte van 30 ampère.
Er zijn vier hoofdtypen elektroden, afhankelijk van het coatingmateriaal:
- Zuur (A). Ze worden gekenmerkt door een hoog gehalte aan ijzer en mangaan, de metalen elektrode gaat in de naad over in de vorm van kleine druppels met de vorming van een vloeistofbad, wanneer gestold, wordt de slak gemakkelijk gescheiden. Bij het werken leidt een te hoge boogtemperatuur tot ondersnijdingen, de naad is zeer vatbaar voor scheuren - dit beperkt het gebruik van dit type.
- Cellulose (C). Naast cellulose omvat de samenstelling ferromangaanertsen en talk, die bij verhitting volledig uitbranden en een beschermend gas vormen, terwijl de naad geen slakcoating heeft. De elektrode gaat met middelgrote en grote druppels in de naad en vormt een ruwe oneffen structuur met talrijke spatten.
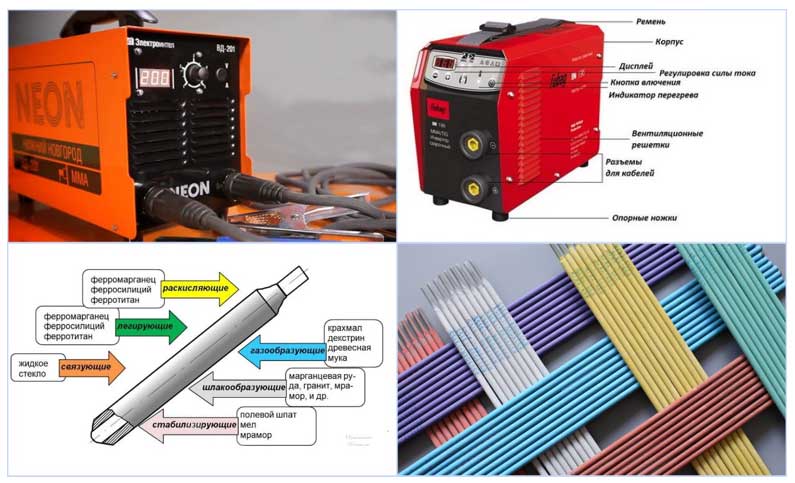
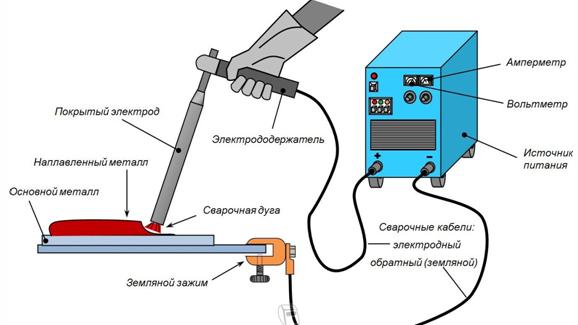
Rijst. 10 Uiterlijk van het elektrische boogapparaat en de elektrode
Rutiel (P). De coating bestaat voornamelijk uit titaandioxide of ilmeniet, het elektrodemetaal gaat met middelgrote en kleine druppels met een kleine hoeveelheid spatten en de vorming van een gelijkmatige, hoogwaardige naad in het smeltbad. De slakcoating heeft een poreuze structuur en is gemakkelijk te scheiden van de naad.
Voor elektrisch lassen van koolstofarme staallegeringen, waaruit gevormde buizen zijn gemaakt, worden meestal goede elektroden van de merken UONI-13/55, MP-3, ANO-4 gebruikt, OK 63.34 kan worden gebruikt voor het lassen van roestvrij staal.

Afb.11 Lassen van dunwandige buizen
Voorbereiding op het werk
De verbinding van profielbuizen zonder lassen wordt voornamelijk uitgevoerd met behulp van gespecialiseerde klemmen en bouten. Na verloop van tijd worden de bevestigingsmiddelen los, dus bij het verzorgen van het product is het noodzakelijk om constant de sterkte van de structuur te controleren. Om problemen tijdens het gebruik te verminderen, wordt lassen gebruikt om de constructie te monteren.
Om een sterke las te verkrijgen, is het noodzakelijk om het oppervlak van de buis voor te bereiden. Voor deze:
pijpsecties worden op de gewenste lengte gesneden;

Een slijpmachine gebruiken voor het snijden van pijpen
Het wordt aanbevolen om buizen te zagen met speciaal gereedschap, bijvoorbeeld een ijzerzaag, waarmee u de snede zo gelijkmatig mogelijk kunt maken.
- als het nodig is om de elementen onder een hoek te verbinden, worden de buizen zorgvuldig op elkaar afgestemd zodat de openingen zo klein mogelijk zijn. Dit verhoogt de kwaliteit van de las en daarmee de betrouwbaarheid van het eindproduct;
- de plaatsen waar de las hoort te zitten zijn ontdaan van roest, bramen en andere vreemde afzettingen. Elke opname heeft een negatief effect op de sterkte van de naad. Reiniging kan worden gedaan met een eenvoudige metalen borstel of gespecialiseerde apparatuur, zoals een slijpmachine.

Oppervlaktevoorbereiding voor het lassen
Booglassen:
Handmatig booglassen wordt veel gebruikt in alle sectoren van de nationale economie en in het dagelijks leven voor het verbinden van elementen van metalen constructies. Zijn onderscheidende eigenschappen in vergelijking met andere soorten lasverbindingen zijn:
- De relatief lage kosten van de lasmachine en verbruiksartikelen, dat zijn de elektroden.
- Het verkrijgen van hoogwaardige lasverbindingen van veelvoorkomende soorten metalen, inclusief roestvaste legeringen.
- De mogelijkheid om laswerkzaamheden uit te voeren op veel moeilijk bereikbare plaatsen - dit wordt mogelijk gemaakt door het lage gewicht en het gemak waarmee de apparatuur op elektriciteit kan worden aangesloten.

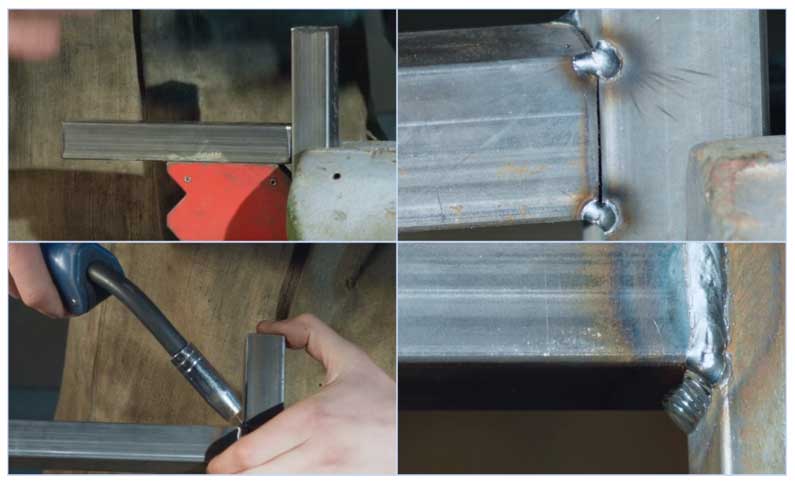
Rijst. 7 Een dun profielbuis lassen - type naden
Het uitvoeren van werkzaamheden met elektrisch booglassen bestaat uit de volgende stappen:
- De uiteinden van de pijpen worden voorbereid om te lassen, hiervoor worden ze van roest ontdaan, waarna de plano's op de vereiste afstand worden gezet om de naad te vullen met metaal van de gesmolten elektrode, hiervoor worden vaak speciale apparaten gebruikt.
- Het lasapparaat is ingeschakeld, stelt de vereiste stroom in volgens de ingebouwde indicator, de elektrode wordt in de houder gestoken die op het lasapparaat is aangesloten, het tweede uiteinde wordt op de buis bevestigd.
- De positie van de te lassen delen ten opzichte van elkaar wordt bepaald door puntlassen (tacks), waarna elektrisch gelast wordt met beschermende kleding, een masker en handschoenen van de lasser.
- Aan het einde van het werk wordt de schaal neergeslagen en wordt de naad schoongemaakt met een metalen borstel.
Halfautomatisch lassen met inert gas (MIG)
Dankzij moderne technologieën is het mogelijk geworden om profielproducten op de meest eenvoudige manier in huishoudelijke omstandigheden te lassen, waarvoor niet veel ervaring en jarenlange opleiding als lasser vereist is.
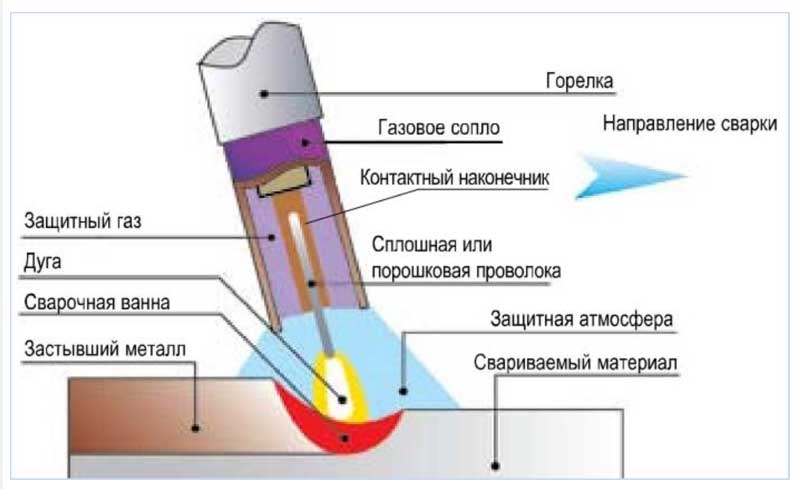
Rijst. 8 Hoe MIG werkt
Semi-automatisch lassen met inert gas (MIG) is een evolutionaire stap in de ontwikkeling van conventioneel booglassen, in vergelijking daarmee heeft het de volgende voordelen:
- In plaats van een elektrode wordt automatisch een speciale draad met een diameter van 0,6 tot 1,2 mm via de toorts in het smeltbad gevoerd, op haspels gewikkeld - dit automatiseert het proces en vermindert de tijd voor het verwisselen van elektroden.
- Samen met de draad wordt via de lasmof een inert gas (meestal een mengsel van kooldioxide en argon) aan de brander toegevoerd - dit voorkomt de vorming van slak en verbetert de kwaliteit van de las.
Dankzij deze technologie heeft halfautomatisch lassen de volgende voordelen ten opzichte van elektrische booglasmachines:
- Hiermee kunt u dunne werkstukken lassen met een dikte van 0,5 mm.
- Kookt staal, roestvrij staal, gietijzer, aluminium en non-ferro metalen.
- Bij het uitvoeren van werkzaamheden is er geen slak en is er praktisch geen rook - dit is minder schadelijk voor de gezondheid, verbetert de kwaliteit van de naad in vergelijking met elektrische boogmethoden.
De nadelen van MIG zijn onder meer omvangrijkheid (een massieve gasfles en een draadtoevoersysteem naar de brander zijn vereist) en de onmogelijkheid om bij harde wind te werken die gas uit de laszone blaast.
Rijst. 9 Lassen van dunwandige profielbuizen in een omgeving met inert gas
Lastechniek:
Het lassen van een frame van een profielbuis kan worden uitgevoerd door een van de volgende typen:
- gas;
- elektrische boog.
Gas lassen
Gaslassen wordt geproduceerd door het metaal te smelten en de lege ruimte te vullen met een additief.
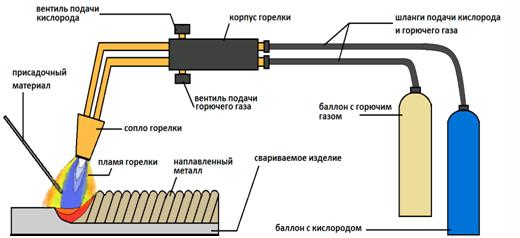
Gaslastechnologie
Voor gaslassen heeft u nodig:
- speciaal lasapparaat met een set tips voor de brander;
- cilinder met zuurstof;
- een cilinder met brandbaar gas (meestal wordt acetyleen gebruikt);
- toevoegdraad (de draad moet van hetzelfde materiaal zijn als de buizen die worden gelast);
- laspoeder (flux), dat metaaloxidatie vermindert en de naad beschermt. De flux wordt aangebracht op het oppervlak van de buis voordat het lassen begint;
- elementen van individuele bescherming van de lasser (masker).
Bij het lassen met gas moeten de veiligheidsmaatregelen strikt in acht worden genomen, aangezien de gebruikte gassen explosief zijn.
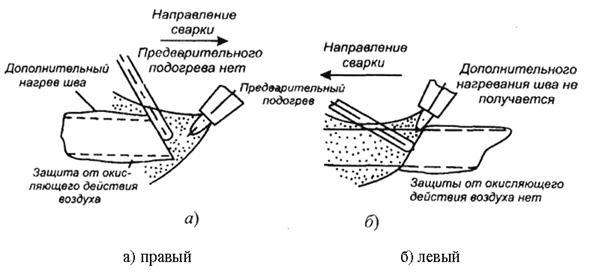
Het aansluiten van leidingen met behulp van gaslassen kan op 2 manieren worden uitgevoerd:
- van links naar rechts. Het additief wordt geleverd na verwarming met een brander, waardoor het mogelijk is buizen met een dikte van meer dan 5 mm te lassen. De naad is niet helemaal gelijk en vereist extra verfijning.Op deze manier wordt de poort gelast uit een profielbuis en andere driedimensionale structuren;
- van rechts naar links. Het additief wordt voor de brander gevoerd, waardoor je de meest gelijkmatige naad krijgt. Het wordt voornamelijk gebruikt voor buizen van minder dan 5 mm dik, zoals lasprofielbuistruss, tuinbank enzovoort.
Beschikbare manieren om een las te vormen
Na volledige afkoeling wordt aanbevolen om de naad te reinigen en te beschermen tegen corrosie.
Gaslassen wordt gebruikt om profielbuizen van non-ferrometalen (messing, aluminium, koper, enzovoort) te verbinden.
De voordelen van gaslassen zijn:
- eenvoud. Het lassen van een constructie met een gasbrander vereist geen speciale kennis en vaardigheden;
- beschikbaarheid. De benodigde componenten (gassen) kunnen zonder veel moeite worden aangeschaft;
- geen behoefte aan een krachtige bron van elektrische stroom.
Booglassen:
Booglassen wordt gebruikt bij het verbinden van profielen gemaakt van ferrometalen, dat wil zeggen staal.
Elektrisch booglassen wordt uitgevoerd met behulp van:
- lasapparaat;
- elektroden.
Booglastechnologie
De selectie van elektroden en de benodigde stroom voor het lassen wordt uitgevoerd op basis van de dikte van het metaal van de profielbuis.
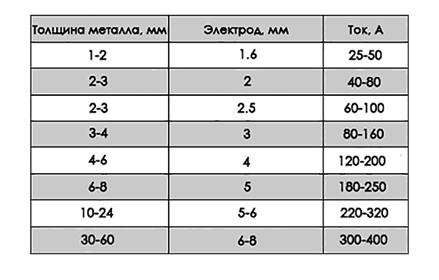
Tabel met de verhouding van het te lassen metaal en de gebruikte elektroden
De tabel toont de aanbevolen elektrodeparameters. Om er zeker van te zijn dat de elektrode correct wordt gekozen, is het nodig om een proefnaad uit te voeren op kleine buisdelen.
De sterkte van de stroom heeft ook invloed op de kwaliteit van de las. Om de naad zo sterk mogelijk te maken, is het noodzakelijk om de hoogst mogelijke stroomsterkte te bereiken.
Het lassen van een profielbuis met een omvormer gebeurt in de volgende volgorde:
- gelaste secties van profielbuizen zijn stevig bevestigd om vervorming en verplaatsing te voorkomen. Om dit te doen, kunt u zowel speciale apparaten als geïmproviseerde hulpmiddelen gebruiken;
- op 4-5 punten wordt puntlassen (kleeflassen) uitgevoerd, waardoor de onderdelen vooraf kunnen worden aangesloten;

De beginfase van structureel lassen
- de juistheid van het ontwerp wordt gecontroleerd. Indien nodig worden defecten met behulp van een hamer verholpen;
- de verbinding is eindelijk gelast. Tegelijkertijd wordt aanbevolen om de snelheid van de elektrodebeweging te bewaken, zodat het metaal van de buizen de tijd heeft om volledig te smelten en tegelijkertijd niet in het profiel te zinken.
Profielbuizen met een dikte van meer dan 5 mm worden aanbevolen om in meerdere fasen te worden gelast om een sterke naad te verkrijgen. In dit geval wordt gelast in tegengestelde richtingen ten opzichte van elkaar.
Na voltooiing van het lassen moet de constructie worden gekoeld om vervorming van de profielbuis te voorkomen.
De afgewerkte naad wordt gereinigd met speciaal gereedschap, bijvoorbeeld een haakse slijper.

Naadverwerking met een boor
De lasplaats vereist een hoogwaardige bescherming tegen omgevingsinvloeden, aangezien metaal dat aan hoge temperaturen wordt blootgesteld meerdere keren sneller roest.
U kunt meer leren over booglassen door de video te bekijken.
Alle laswerkzaamheden moeten worden uitgevoerd met inachtneming van de veiligheidsmaatregelen en met gebruikmaking van middelen om de lasser te beschermen. De keuze van de lasmethode hangt af van het materiaal waaruit de profielbuizen zijn gemaakt, evenals van de beschikbare apparatuur.

