Hvordan bøye armeringsjern, metallplater, etc. uten spesialverktøy
Hvis du allerede har startet en større overhaling med egne hender, uavhengig av hvor den utføres: hjemme eller i en leilighet, må du være forberedt på mange tester.
Spesielt kan det oppstå en rekke problemer som er svært vanskelige å løse uten skikkelig erfaring og spesialutstyr. For eksempel vet ikke alle hvordan man bøyer et metallark, armeringsjern, profil, hjørne, etc. samtidig som du får gode resultater. I denne artikkelen skal vi prøve å svare på de "ufleksible" spørsmålene, samtidig som vi klarer oss med et minimum av verktøy.
Hvordan bøye en metallplate, galvanisering, profil
Svært ofte, når du monterer metallkonstruksjoner, er det nødvendig ikke bare å kutte stålplater, men også å gi dem en buet form.
Du kan gjøre dette hjemme, uten å bruke penger på tredjepartstjenester. For eksempel, hvordan bøye en metallplate? For å gjøre dette trenger vi en tre- eller gummihammer, tang, et bord.
Hvis en 90 graders krumning forventes, bør dette settet med verktøy være nok. Arket henger ganske enkelt fra kanten av bordet, hvoretter ønsket krumning oppnås ved jevn banking i bøyeområdet.
Hvordan bøye et rør uten forvarming
Det er mulig å bøye profilrøret selv, uten å forvarme det, både med og uten fyllmasse. Krever ikke fylling med sand- eller kolofoniumrør, hvis profilhøyde ikke overstiger 10 mm.
Det er en annen teknikk som involverer bruk av en fjær med en tett spiral i stedet for et fyllstoff, som settes inn i det indre hulrommet til det profesjonelle røret og beskytter produktveggene mot deformasjon, så vel som mot overdrevne endringer i tykkelsen. under bøyeprosessen.

Utformingen av en elementær rørbender er enkel og rimelig for egenproduksjon.
For de som trenger å bøye profilrør med egne hender, uten først å varme dem opp, kan du bruke treningsvideoen og følgende enkle anbefalinger.
- Det er mulig å oppnå den nødvendige bøyningen på profilrør ved å bruke de enkleste enhetene - en skrustikke, dor, bøyeplater.
- Du kan bruke en manuell rørbøyer for produkter med rund profil. I denne enheten er det nødvendig å gjøre om arbeidsrullene, formen på fordypningen der må samsvare med rørprofilen.
- Du kan bøye rør mest effektivt og nøyaktig ved hjelp av en rulleformingsmaskin, som du kan kjøpe eller lage selv.
Hva er kompleksiteten til profilbøyning
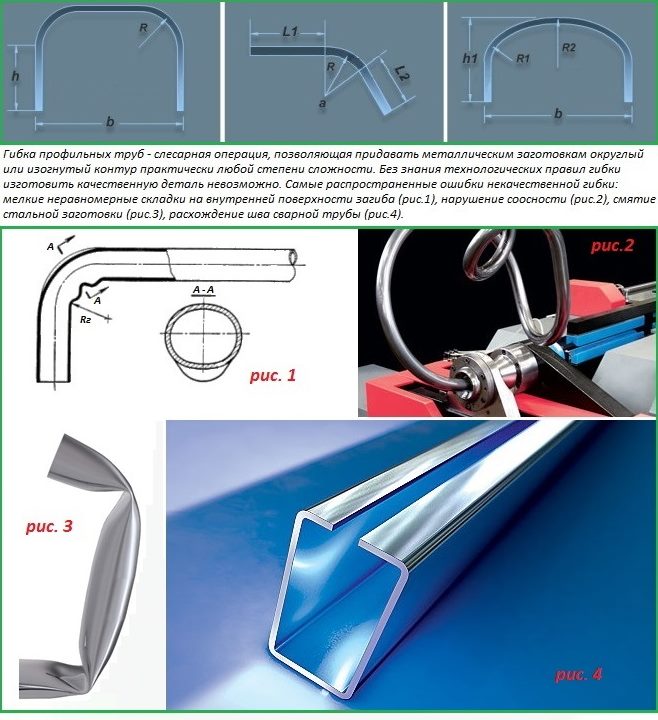
Essensen av å bøye valset metall, uavhengig av formen på profilen, er at profilrørene får en delvis eller fullstendig bøyning. En slik teknologisk operasjon utføres på to måter: ved å virke på det bøyde røret bare ved trykk eller ved i tillegg oppvarming av rørseksjonen i det området hvor bøyningen utføres. Under bøyingen virker to krefter på et metallrør samtidig:
- kompresjonskraft (fra innsiden av svingen);
- strekkkraft (fra den ytre delen av den bøyde delen).
Det er virkningen av slike flerretningskrefter som forårsaker vanskeligheter som er karakteristiske for bøyeprosessen til profilrør.
- Segmenter av materialet til røret, som endrer form under bøyeprosessen, kan miste koaksialiteten til deres plassering, noe som fører til det faktum at individuelle seksjoner av røret vil være plassert i forskjellige plan;
- Rørets vegg, plassert på yttersiden av svingen og utsatt for spenning, kan ikke tåle belastningen og sprekke.
- Den indre veggen av røret, utsatt for kompresjon, kan bli dekket med folder som ligner korrugeringer.
Tekniske egenskaper for profilrør
For å forhindre at dette skjer, er det nødvendig å ta hensyn til ikke bare egenskapene til rørmaterialet, men også dets geometriske parametere - seksjonsdimensjoner, veggtykkelse, radius som det er nødvendig å bøye til. Kunnskap om det ovennevnte vil tillate deg å velge riktig teknologi og bøye det korrugerte røret riktig uten å knuse det og uten å få en korrugert overflate.
Industrielle kaldbøyningsmetoder

Avhengig av diameteren på elementet og mengden arbeid, kan håndverktøy (rørbøyere) eller enheter med elektromekanisk drift brukes.
De viktigste industrielle kaldbøyningsmetodene er:
- Viklemetode. Denne teknikken lar deg bøye et rør med et tverrsnitt i området 1,0-4,26 cm i forskjellige plan. For å opprettholde formen på seksjonen brukes kompositt- eller stangdorer - kalibreringsplugger.
- Med en vri. Denne metoden er egnet for å bøye rørformede elementer med en diameter på ikke mer enn 15 cm. I dette tilfellet bør veggtykkelsen være imponerende. Essensen av metoden: en rullende rulle beveger seg rundt en statisk bøyevalse av en gitt størrelse. Han trykker på røret og bøyer det.
- Rulle. Denne metoden lar deg bøye arbeidsstykket i en spiral eller ring. På rullene flyttes elementet av ruller og får krumningen spesifisert av rullenes posisjon.
- Tegning. Metoden er egnet for bøying av tynnveggede sømløse produkter. For bøying er en mal laget av et rørformet element med større diameter. Deretter tres malen inn i formen og festes med en klemme. På grunn av rotasjonen av malen trekkes arbeidsstykket gjennom dysen og bøyes.
- Ved å strekke seg. Denne teknikken minimerer risikoen for metalldeformasjoner. For å gjøre dette er arbeidsstykket festet i kantene, strukket og bøyd samtidig ved bruk av en bøyemal.
- På støtter. Vanligvis brukes to støtter som arbeidsstykket er plassert på. Når støttene bøyes, roterer de rundt sin akse. Malen kobles til jekkstangen slik at kraften påføres i midten av arbeidsstykket. Metoden er egnet for bøying av rørformede produkter med en diameter på ikke mer enn 35,1 cm Utstyret tillater bøying direkte på byggeplassen.
- Med hydrostatisk trykk inni. For å gjøre dette injiseres væske i det rørformede elementet. Plugger monteres i endene. På grunn av de resulterende spenningene når metallet en nesten plastisk tilstand. Deretter bringes en mal til bøyestedet og arbeidsstykket bøyes.
- Med dytt. Metoden er egnet for å bøye elementer med en diameter på tre tommer. Arbeidsstykket skyves gjennom en fast og bevegelig dyse. På grunn av forskyvningen av matrisene i forhold til hverandre, er det mulig å justere bøyningens krumning. Ved å bruke denne teknikken kan ett arbeidsstykke bøyes flere ganger i forskjellige plan.
Når det gjelder bruk av dor, kan den enkleste pluggen for rør med et tverrsnitt på ikke mer enn 3,2 cm være en stålkabel. Den ene enden av denne kabelen er festet i håndtaket. Den andre enden er koblet til ledningen for å utføre trekking inn i lumen. I dette tilfellet bør diameteren på kalibreringspluggen være litt mindre enn tverrsnittet til det rørformede produktet - med omtrent 0,1-0,5 mm.
Ved bruk av kalibreringsplugger kan det oppstå uønskede riper og hakk på den indre overflaten av arbeidsstykket. Dette skjer vanligvis når du bøyer produkter i rustfritt stål. For å beskytte mot slike uønskede konsekvenser, må du velge riktig korkmateriale, samt bruke smøremiddel og rengjøre overflaten grundig.
Rørbøyningsfunksjoner

Alle metoder for å bøye arbeidsstykker kan deles inn i manuelle og mekaniske, samt varme og kalde.Noen ganger er bøyeprosessen ledsaget av uønskede konsekvenser for det rørformede produktet, som har en betydelig innvirkning på den etterfølgende driften av elementet. Graden av manifestasjon av disse konsekvensene avhenger av materialet som røret er laget av, dets diameter, bøyeradius, samt metoden som bøyeprosedyren ble utført med.
De negative konsekvensene av bøyning inkluderer følgende punkter:
- Redusere veggtykkelsen til arbeidsstykket som ligger langs den ytre radiusen til bøyningen.
- Dannelsen av bretter og folder på veggen, som er plassert langs den indre radius av bøyningen.
- Endring av konfigurasjonen av seksjonen (redusere størrelsen på lumen og dens form - ovalisering).
- Endring i bøyeradius på grunn av materialets fjæreffekt.
Den vanligste ulempen med bøyning er en endring i konfigurasjonen av seksjonen og veggtykkelsen. På grunn av metallets påkjenninger blir ytterveggen tynnere ved bøyningen, mens den indre veggen tvert imot tykner. Dette resulterer i en merkbar svekkelse av det rørformede elementet. Dette fenomenet er farlig ved brudd på ytterveggen av røret, siden det er det som er utsatt for større trykk fra det transporterte mediet.
Ovalisering svekker også arbeidsstykket betydelig. Dette fenomenet er spesielt farlig når du bøyer en rørledning designet for å transportere et stoff under forhold med en pulserende belastning. Hvis slike elementer brukes som bygningskonstruksjoner, vil ovalisering påvirke utseendet til elementet. Det er grunnen til at de i prosessen med å bøye prøver å minimere slike fenomener så mye som mulig.
Hvis det dannes folder på den indre veggen på grunn av fortykkelse av materialet, vil de ikke bare medføre en reduksjon i tverrsnittet, men vil også skape motstand mot den bevegelige strømmen. Dette øker igjen sannsynligheten for korrosjon. I tillegg vil bæreevnen til det strukturelle rørelementet reduseres.
Verktøy for rørbøying
Spørsmålet om hvordan du bøyer et rør uten en rørbøyer vil ikke forårsake vanskeligheter hvis du bruker de enkleste enhetene for å utføre denne operasjonen. Du kan utføre kaldbøying av rør ved hjelp av følgende enheter.
- I tilfeller der det er nødvendig å bøye et mykt (aluminium) eller stålrør med en profilhøyde på ikke mer enn 10 mm, brukes en horisontal plate med hull, hvor stoppere settes inn - metallstifter. Ved hjelp av disse pinnene bøyes produktene i henhold til de nødvendige parameterne. Denne metoden har to alvorlige ulemper: den lave bøyningsnøyaktigheten, samt det faktum at når du bruker den, er det nødvendig å bruke betydelig fysisk anstrengelse.
- Produkter med en profilhøyde på 25 mm bøyes best med rullebeslag. Røret er sikkert festet i en skrustikke, og en kraft påføres den delen av det som må bøyes ved hjelp av en spesiell rulle. Denne enheten lar deg få en bedre bøy, men krever også bruk av fysisk innsats.

Alternativ, som de sier, i hast. Den lange spaken til denne ekstremt enkle enheten lar deg takle ganske tykke rør.
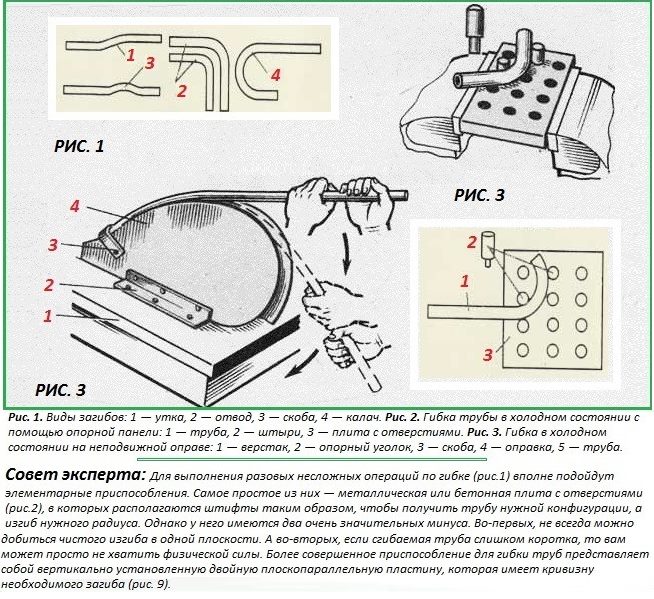
Elementære enheter vil bidra til å lage en engangsrørbøyning
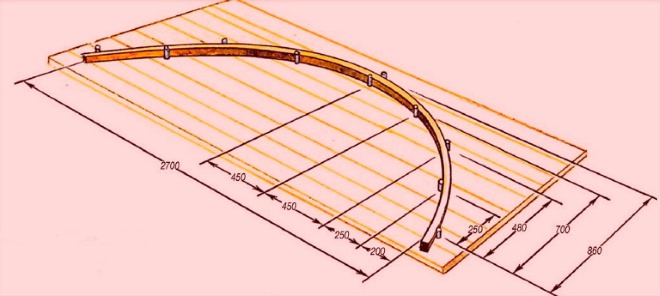
For å danne en bøyning med stor krumningsradius på stål- eller aluminiumsbølgerør, brukes faste avrundede maler, hvorpå spesielle klemmer er montert for å fikse produktet. På en slik enhet bøyes røret også manuelt, med kraft som legger det i sporet til malen, hvis form nøyaktig tilsvarer den nødvendige bøyeradiusen.

Kryssfiner og metallstifter er alt du trenger for å lage en bøyemal
bøye plate
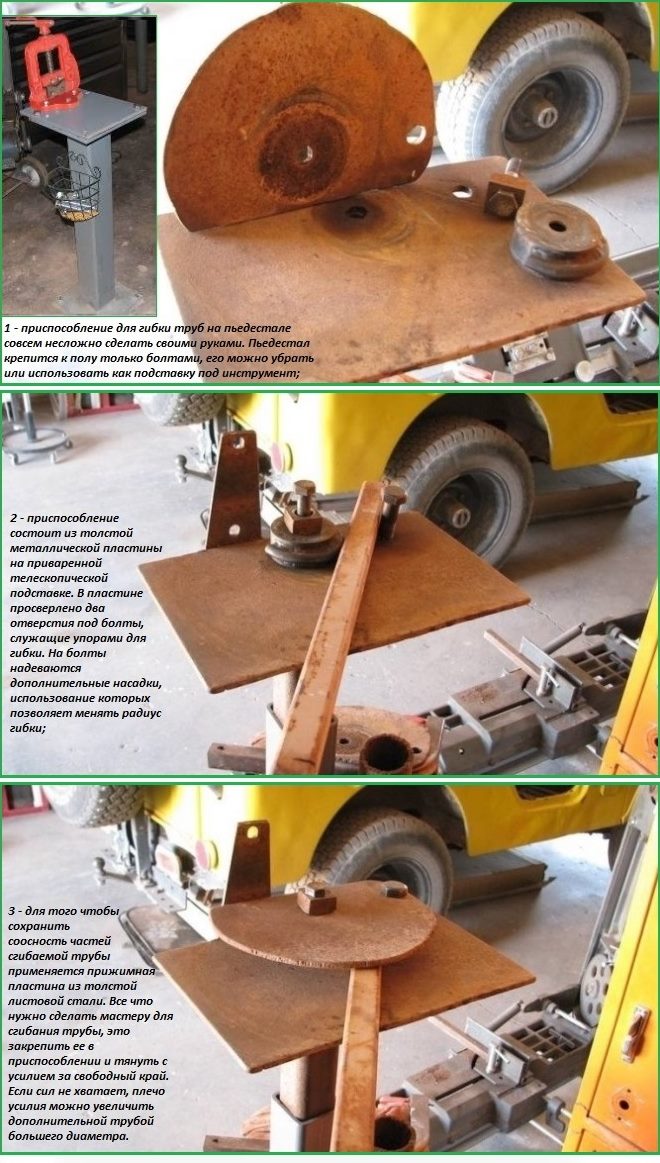
For å effektivt bøye stål- eller aluminiumsrør hjemme, kan du lage en oppgradert bøyeplate ved å bruke følgende retningslinjer.
- Rollen til en slik plate spilles av et panel, som er kuttet ut av metallplater med stor tykkelse.
- Panelet, laget på denne måten, er sveiset til stativet, som er installert på en spesiell sokkel.
- To hull er boret i panelet, nødvendig for montering av bolter som tjener som stopper for profilrøret.
- En spesiell dyse er installert på en av stoppboltene, ved hjelp av hvilken bøyeradius justeres.
- For å sikre innretting av rørseksjonene ved siden av bøyningen, plasseres en metallplate over arbeidsstykket, festet med bolter.
Opplegg av stativet for bøying av profilrør
Prinsippet om å produsere en enkel hjemmelaget bøyeanordning
Dorn bøyning
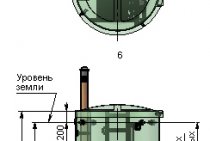
For å bøye profilrørprodukter hjemme, hvis vegghøyde ikke overstiger 25 mm, kan en spesiell dor lages. For disse formålene er det bedre å bruke en samlet arbeidsbenk, på overflaten som det vil være nok plass til en slik enhet. For å velge den optimale plasseringen av elementet som fikserer det bøybare røret, lages ofte plasserte hull i den ene enden av arbeidsbenken. En spesiell mal er ansvarlig for å sikre den nødvendige bøyeradiusen til det korrugerte røret, som kan være laget av tykk kryssfiner eller et metallhjørne hvis du skal bruke det ofte.

Bøying av et profilrør med en dor
Profilbøyningsapplikasjon
Selvfølgelig, hvis du har en betydelig mengde arbeid med å bøye profilrør, er det bedre å lage en spesiell maskin for dette, hvis tegninger er enkle å finne på Internett. Vi vil ikke analysere dette problemet her, siden det vurderes mer enn detaljert i artiklene på lenkene nedenfor.

En av de mange alternativene for en hjemmelaget profilbender
Du kan ikke klare deg uten en slik maskin selv om du trenger å bøye rør med en stor profilseksjon. Hovedarbeidslegemene til en slik maskin, som er preget av stor allsidighet, er tre ruller, hvorav to er fastmontert ubevegelig, og ved å endre posisjonen til den tredje, justeres bøyeradiusen til produktet. Som driv for en slik enhet brukes et kjededrev og et håndtak som roteres av operatøren.
Oval beskyttelse

De viktigste metodene for kaldbøying av et galvanisert rør sørger for tiltak som lar deg bøye arbeidsstykket og bevare formen på tverrsnittet så mye som mulig. Dette gjøres vanligvis på en av to måter:
- Bruk av tiltak for å bevare seksjonens form fra innsiden (bruk av innvendig begrenser).
- Bruk av utvendig stopp for å hindre utvidelse av sideveggene.
Stive materialer som fyllstoff beholder formen bedre, så de brukes oftere. Men på grunn av bruken av elastiske fyllstoffer er det mindre strekking av den ytre overflaten av bøyningen.
Behovet for profilregnskap
Kategorien profilrørrulling inkluderer produkter som har en annen tverrsnittsform - rund, firkantet, oval eller flat-oval. Til tross for dette mangfoldet, for bygging av et drivhus eller en baldakin, er rektangulær eller hovedsakelig brukt. Dette skyldes det faktum at det er mye lettere å montere det ytre belegget på deres flate vegger.
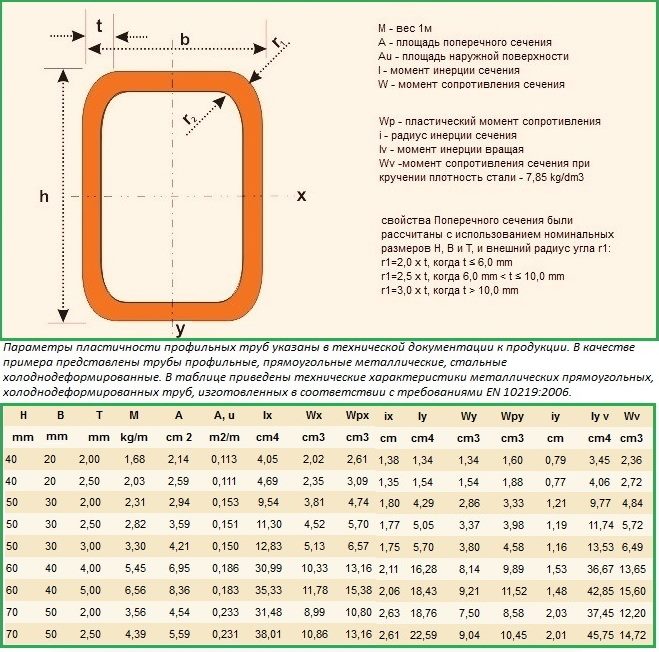
Utvalget av moderne profilrør er svært mangfoldig. Deres geometriske parametere, hvorav de viktigste er tverrsnittsarealet og veggtykkelsen, bestemmer produktets plastegenskaper. Sistnevnte karakteriserer en slik indikator som minimum tillatt krumningsradius. Det er denne parameteren som lar deg bestemme til hvilken minimumsradius røret kan bøyes slik at det ikke blir skadet.
Unngå vanlige feil som fører til skade på arbeidsstykker
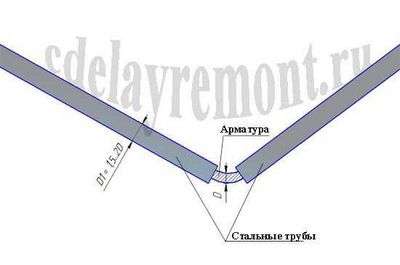
For å bestemme en slik parameter for et rør med eller en rektangulær profil som minimum bøyeradius, er det nok å vite høyden på profilen. Hvis du skal bøye et profilrør med tverrsnitt i form av et rektangel eller kvadrat, bør følgende anbefalinger følges.
- Rør hvis profilhøyde ikke overstiger 20 mm kan bøyes i seksjoner hvis lengde overstiger en verdi lik 2,5xh (h er profilhøyden).
- Produkter med profilhøyde over 20 mm kan med hell bøyes i seksjoner hvis lengde tilsvarer 3,5xh eller mer.
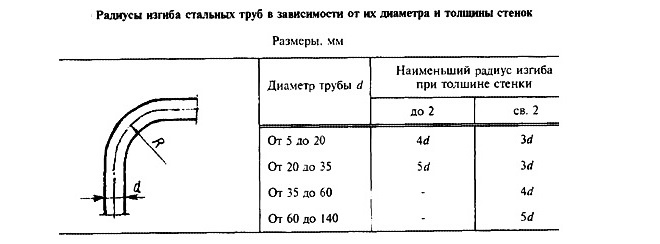
Minimum bøyeradius for stålrør
Slike anbefalinger vil være nyttige for de som skal bøye profilrør med egne hender for å lage stativer, baldakiner og forskjellige rammestrukturer fra dem. I dette tilfellet bør det imidlertid tas i betraktning at muligheten for høykvalitets bøyning av rør også påvirkes av tykkelsen på veggen. Produkter med en veggtykkelse på mindre enn 2 mm bør ikke bøyes i det hele tatt, og hvis det er nødvendig å lage strukturer fra dem, bruk sveisede skjøter.
Hjemme er det mulig å bøye profesjonelle rør, som er laget av karbon eller lavlegert stål, bare med tanke på visse nyanser. Slike rør, etter bøyning, kan springe tilbake og gå tilbake til sin opprinnelige tilstand, så de ferdige strukturene må monteres på nytt i henhold til malen. Tilbakespringsverdien er preget av en slik parameter for profilrør som det plastiske motstandsmomentet - Wp. Denne parameteren er angitt i den medfølgende dokumentasjonen (jo lavere den er, jo mindre vil de profesjonelle rørene fjære under bøyningen).
Rørbøyere for profil- og rundprodukter
Rørbøyere for stål- og kobberrør er:
- Håndbok,
- mekanisk.
Dessuten bestemmer det å tilhøre en manuell eller mekanisk type både designfunksjonene til rørbøyeren og dens ytelse.
Manuelle enheter
Manuell rørbøyer består av:
- seng,
- transportør,
- klemmeelement.
Røret lastes inn i en transportør, bestående av ruller forbundet med en kjedetransmisjon, og presses av den øvre (eller nedre) rullen, som presser på den tilsvarende overflaten av produktet. Ved å rotere håndtaket på matevalsene er det mulig å føre det målte segmentet gjennom trykksonen, og som et resultat, bøye profilrøret eller et lignende rundt produkt.
Imidlertid har den manuelle prosessen sine egne nyanser. For det første kan du fortsatt bøye profilrøret med egne hender, men for å oppnå resultatet må du gjøre en betydelig innsats. For det andre er manuelle rørbøyere egnet for kun å behandle små partier av produkter.
Mekanisk apparat
Det mekaniske apparatet sparer oss for behovet for å bruke kreftene på å bøye profilrøret til ønsket radius. Faktisk, i en mekanisk rørbøyer, fungerer både transportøren og klemelementet ikke fra operatørens muskelstyrke, men fra en elektrisk motor og en hydraulisk stasjon.
I dette tilfellet forblir driftsskjemaet til enheten uendret. Det vil si, som i det første tilfellet, fyller vi transportøren med et rør, skaper en klemkraft på planet til produktet som skal bøyes (hvor det er nødvendig å bøye profilrøret selv før måleseksjonen begynner å bevege seg langs conveyor) og slå på enheten i nettverket. Som et resultat går røret gjennom trykkvalsesonen og endrer krumningen. Prosessen med manuell og mekanisk bøyning vil bli diskutert mer detaljert nedenfor.
Hvordan bøye et rør uten forvarming
Det er mulig å bøye profilrøret selv, uten å forvarme det, både med og uten fyllmasse. Krever ikke fylling med sand- eller kolofoniumrør, hvis profilhøyde ikke overstiger 10 mm.
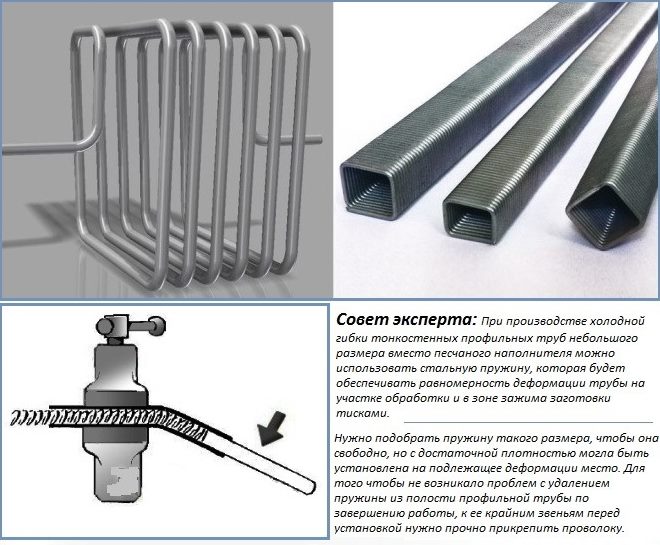
Nyansene til å bøye tynnveggede rør av liten størrelse
Det er en annen teknikk som involverer bruk av en fjær med en tett spiral i stedet for et fyllstoff, som settes inn i det indre hulrommet til det profesjonelle røret og beskytter produktveggene mot deformasjon, så vel som mot overdrevne endringer i tykkelsen. under bøyeprosessen.
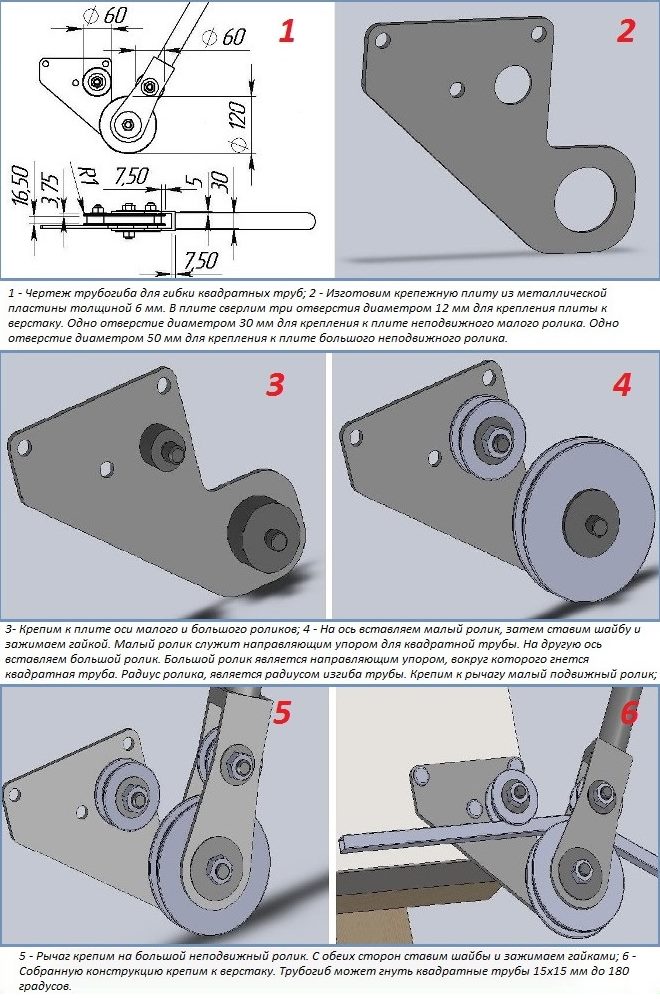
Tegning og detaljer av en mekanisk rørbøyer for profilrør
Utformingen av en elementær rørbender er enkel og rimelig for egenproduksjon.
For de som trenger å bøye profilrør med egne hender, uten først å varme dem opp, kan du bruke treningsvideoen og følgende enkle anbefalinger.
- Det er mulig å oppnå den nødvendige bøyningen på profilrør ved å bruke de enkleste enhetene - en skrustikke, dor, bøyeplater.
- Kan brukes til produkter med rund profil.I denne enheten er det nødvendig å gjøre om arbeidsrullene, formen på fordypningen der må samsvare med rørprofilen.
- Du kan bøye rør mest effektivt og nøyaktig ved hjelp av hvilke du kan kjøpe eller lage selv.
Hvordan bøye en metallplate rett
Hvis arbeidsstykket er relativt lite, kan du bruke en skrustikke, der du ved hjelp av to innpakningsstenger kan feste metallplaten godt, og først deretter bøye den med en hammer. Om nødvendig kan bøyepunktet varmes opp med en gassbrenner, men denne metoden gjelder ikke for galvaniserte produkter!
bøye en metallplate
Hvis vi snakker om en tynn metallplate, kan bøyeprosedyren forenkles betydelig.
For å gjøre dette, på stedet for bøyningen, blir metallet "ripet" (vi bruker en regel eller en metalllinjal, som en kutter - et spiss stykke av et baufilblad for metall). Metallet kuttet til halve tykkelsen bøyer seg deretter lett langs den skisserte linjen. Vi kan si at vi nesten fant ut hvordan vi bøyer et metallark.
Vi bøyer galvanisert
Hvordan bøye galvanisert?
Det kan enten være en galvanisert metallplate eller et ferdig produkt, for eksempel en profil. Platen bøyes på samme måte som når du bøyer andre metallplater. Hvordan bøye en profil? Du må forholde deg til ham. For å oppnå en stor krumningsradius av en firkantet eller rektangulær profil, kan du bruke følgende metode: vi fyller profilen tett med fin sand, tetter begge hullene med trestokker, og først etter det, banker du forsiktig med en klubbe, bøyer den .
For å bøye en U-formet profil (dette gjelder i prinsippet også for å få ark med en buet form), er det nødvendig å i tillegg bruke en objektform, hvis krumning tilsvarer den ferdige delen. For å lette bøyeprosessen kan trekantede elementer kuttes ut i profilen.
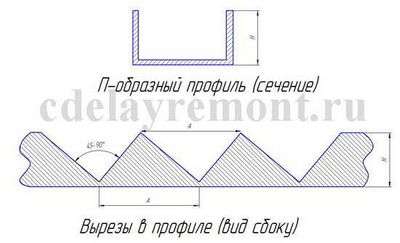
Deretter "vikles" produktet som skal bøyes rundt gjenstanden ved jevn banking med en hammer.
Viktig! For at folden skal bli så jevn og riktig som mulig, bør hammerslagene være lette og ligge så tett inntil hverandre som mulig. Hvordan bøye galvanisert enklere? Ved hjelp av en kvern lager vi ett eller to kutt i bøyeområdet (derved blir strukturen midlertidig svekket), bøyer produktet og sveiser deretter bøyningen
Denne tilnærmingen er viktig å bruke når du bøyer profilerte rør og produkter av kompleks metallform. Husk at det er umulig å varme opp galvanisert stål for å forenkle krumningen!
Kanskje en av de vanskeligste oppgavene folk står overfor som tenker på hvordan de skal bøye hjørnet. For å få et solid produkt, må du svette, jevnt og sakte trykke på overflaten av hjørnet, gradvis bue det.
Det anbefales å bruke en gassbrenner, som kan varme opp svingen. Du kan gjøre det enklere - bruk en kvern som i tilfellet beskrevet ovenfor med et galvanisert produkt. Det er enda enklere å kjøpe et allerede buet produkt, da vil spørsmålet "hvordan bøye et hjørne" forsvinne av seg selv.
Hvordan bøye armeringsjern
Hjemme er det fullt mulig å bøye armeringen, men mye avhenger av dine fysiske data og diameteren på metallstangen.
Hvordan bøye armeringsjern? For å gjøre dette trenger vi to stykker stålrør, hvis diameter er større enn diameteren til den bøyde stangen. Jo lengre lengden på slike rør er, desto lettere vil det være å bøye armeringen (økning i styrke på grunn av innflytelsen). Alt som må gjøres for å bøye armeringen er å sette den inn i to rør, og feste ett av rørene (trykke det med foten eller hvile mellom stolpene), bruke det andre som en spak, gi forsterkning av ønsket krumning.
Det er alt!
Metallbøying med fleksible verktøy
Ved å trykke på linjen, ved hjelp av en hvisking, beveger den seg langs den tegnede linjen, slik at utskjæringene når omtrent halvparten av arkets tykkelse. Det brettede arket skal plasseres på en ambolt eller et annet tungt og flatt metallstykke.
Du trenger et metallhjørne for å lage kurven til det kuttede metallet.
Brett arket på skrå, fest det i en pose, eller plasser det på kanten av en flate i rett vinkel slik at sporet er flatt på kanten og fortsetter å bue og hjelpe hammeren.
Jo dypere rennen er, jo lettere er det å snu arket. For å lette denne prosessen anbefaler vi at du søker hjelp fra noen.
Inkluderer:
- venn
- relativt
- noen du kjenner
- kollega.
Hvordan få en metallring?
Når metallplaten er belagt, er den ikke på skrå, men i en ring, dette kan du gjøre ved å banke på overflaten av platen med en hammer. Bruk linjer på klare linjer parallelt med linjene.
Fra støt vil arket endre formen mer og mer, og fokusere tettere på kantene av metallplaten, siden radiusen til sirkelen må være den samme i alle retninger.
Når bøyningen er ferdig, er kantene på bladene ferdige til enden, du kan koble dem med en nagle eller øl. Når du er ferdig med denne operasjonen, tørk formen på den resulterende ringen.