Hvilke elektroder for å sveise et 2 mm profilrør.
Når du velger elektroder for elektrisk sveising, styres de av tykkelsen på arbeidsstykkene, som er direkte relatert til deres diameter.
Nødvendige data kan hentes fra tabellene på pakken eller bestemme dimensjonene selv, gitt at diameteren på elektroden omtrentlig tilsvarer veggtykkelsen ved verdier som ikke overstiger 4 mm.
Valg av sveisemodus og type elektroder
Strømmen som går gjennom elektrodene er direkte relatert til deres diameter, verdien er vanligvis angitt på emballasjen. I tillegg kan verdien settes fra tabeller eller tilnærmet bestemmes ved beregninger, basert på det faktum at 1 mm. elektrodetykkelse krever en strøm på 30 ampere.
Det er fire hovedtyper elektroder avhengig av beleggmaterialet:
- Sur (A). De er preget av et høyt innhold av jern og mangan, metallelektroden passerer inn i sømmen i form av små dråper med dannelse av et væskebad, når det er størknet, skilles slaggen lett. Ved arbeid fører for høy buetemperatur til underskjæringer, sømmen er svært utsatt for sprekker - dette begrenser bruken av denne typen.
- Cellulose (C). I tillegg til cellulose inkluderer sammensetningen ferromanganmalm og talkum, som brenner fullstendig ut ved oppvarming og danner en beskyttende gass, mens sømmen ikke har et slaggbelegg. Elektroden går inn i sømmen med middels og store dråper, og danner en grov ujevn struktur med mange sprut.
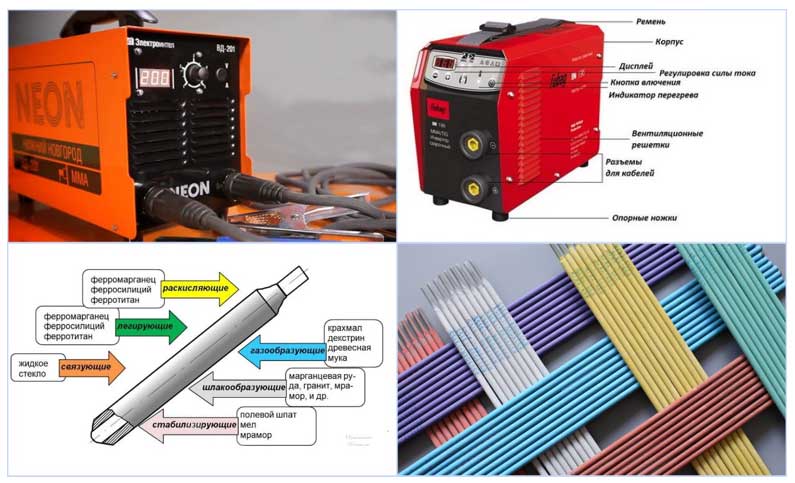
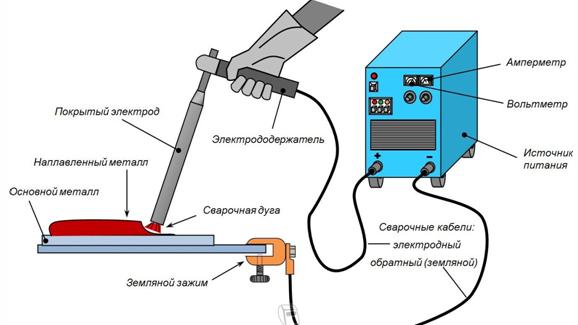
Ris. 10 Utseendet til lysbueapparatet og elektroden
Rutil (P). Belegget består hovedsakelig av titandioksid eller ilmenitt, elektrodemetallet passerer inn i sveisebassenget med middels og små dråper med en liten mengde sprut og dannelsen av en jevn søm av høy kvalitet. Slaggbelegget har en porøs struktur og skilles lett fra sømmen.
For elektrisk sveising av lavkarbonstållegeringer, som formede rør er laget av, brukes oftest gode elektroder av merkene UONI-13/55, MP-3, ANO-4, OK 63.34 kan brukes til sveising av rustfritt stål.

Fig.11 Sveising av tynnveggede rør
Forberedelse til arbeid
Tilkobling av profilrør uten sveising utføres hovedsakelig ved hjelp av spesialiserte klemmer og bolter. Over tid løsner festene, så når du tar vare på produktet, er det nødvendig å hele tiden kontrollere styrken til strukturen. For å redusere problemer under drift, brukes sveising for å montere strukturen.
For å oppnå en sterk sveis, er det nødvendig å forberede overflaten av røret. For dette:
rørseksjoner kuttes til ønsket lengde;

Bruke en kvern for å kutte rør
Det anbefales å kutte rør med spesialverktøy, for eksempel en baufil, som lar deg gjøre kuttet så jevnt som mulig.
- hvis det er nødvendig å koble elementene i en vinkel, justeres rørene nøye til hverandre slik at hullene er så små som mulig. Dette vil øke kvaliteten på sveisen og, som et resultat, påliteligheten til det ferdige produktet;
- stedene der sveisen skal ligge er renset for rust, grader og andre fremmedavleiringer. Enhver inkludering påvirker styrken på sømmen negativt. Rengjøring kan gjøres med en enkel metallbørste eller spesialutstyr, for eksempel en kvern.

Forbehandling av overflaten før sveising
Buesveising
Manuell buesveising er mye brukt i alle sektorer av den nasjonale økonomien og i hverdagen for sammenføyning av elementer av metallkonstruksjoner. Dens karakteristiske egenskaper sammenlignet med andre typer sveisede skjøter er:
- Den relativt lave kostnaden for sveisemaskinen og forbruksvarer, som er elektrodene.
- Oppnå høykvalitets sveisede skjøter av vanlige metallkvaliteter, inkludert rustfrie legeringer.
- Evnen til å utføre sveisearbeid på mange vanskelig tilgjengelige steder - dette forenkles av den lave vekten og enkle å koble utstyret til strøm.

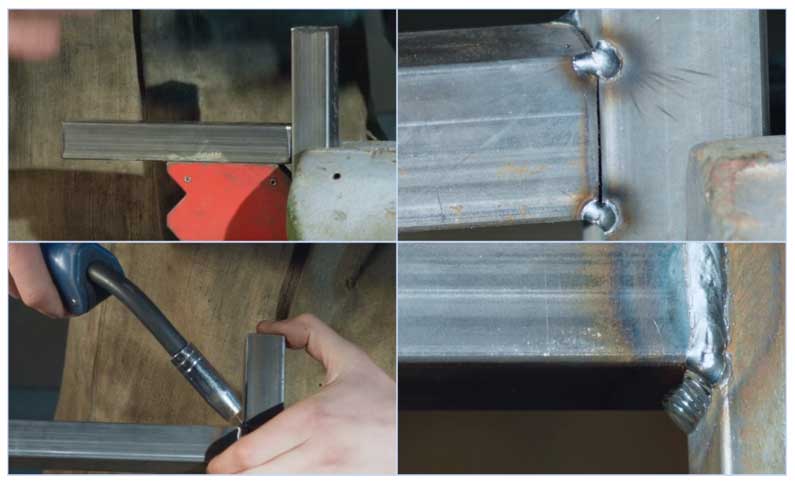
Ris. 7 Sveising av et tynt profilrør - type sømmer
Å utføre arbeid ved hjelp av elektrisk lysbuesveising består av følgende trinn:
- Endene av rørene er forberedt for sveising, for dette blir de renset for rust, hvoretter emnene settes i nødvendig avstand for å fylle sømmen med metall fra den smeltede elektroden, ofte brukes spesielle enheter for dette.
- Sveisemaskinen er slått på, innstilling av nødvendig strøm i henhold til den innebygde indikatoren, elektroden settes inn i holderen koblet til sveisemaskinen, den andre enden er festet på røret.
- Plasseringen av delene som skal sveises i forhold til hverandre fastsettes ved punktsveising (stikker), hvoretter elektrisk sveising utføres ved bruk av verneklær, en maske og hansker fra sveiseren.
- På slutten av arbeidet blir skalaen slått ned og sømmen rengjøres med en metallbørste.
Halvautomatisk metall inert gass sveising (MIG)
Takket være moderne teknologier har det blitt mulig å sveise profilprodukter på den enkleste måten under hjemlige forhold, noe som ikke krever mye erfaring og mange års opplæring som sveiser.
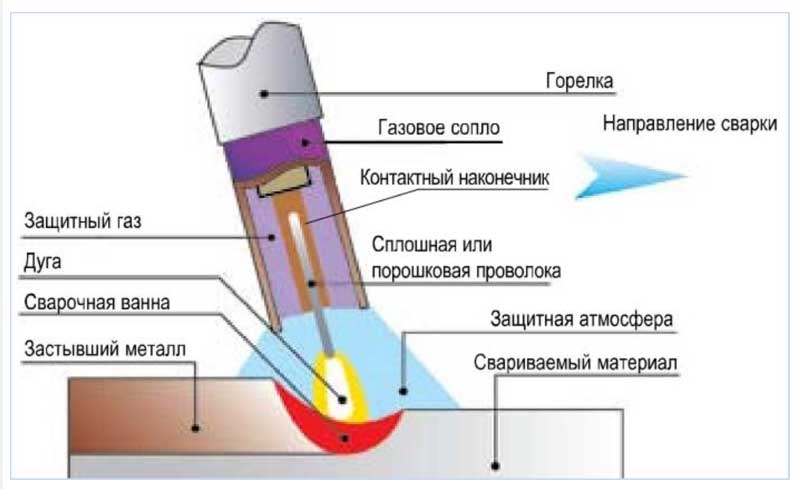
Ris. 8 Hvordan MIG fungerer
Halvautomatisk inertgassveising (MIG) er et evolusjonært trinn i utviklingen av konvensjonell buesveising, sammenlignet med den har følgende fordeler:
- I stedet for en elektrode blir en spesiell ledning med en diameter på 0,6 til 1,2 mm automatisk matet inn i sveisebassenget gjennom brenneren, viklet inn i spoler - dette automatiserer prosessen og reduserer tiden for å bytte elektroder.
- Sammen med tråden tilføres en inert gass (vanligvis en blanding av karbondioksid og argon) til brenneren gjennom sveisehylsen - dette forhindrer dannelse av slagg og forbedrer kvaliteten på sveisen.
Takket være denne teknologien har halvautomatisk sveising følgende fordeler i forhold til elektriske lysbuesveisemaskiner:
- Lar deg sveise tynne arbeidsstykker med en tykkelse på 0,5 mm.
- Koker stål, rustfritt stål, støpejern, aluminium og ikke-jernholdige metaller.
- Når du utfører arbeid, er det ingen slagg og det er praktisk talt ingen røyk - dette er mindre helseskadelig, forbedrer kvaliteten på sømmen sammenlignet med elektriske lysbuemetoder.
Ulempene med MIG inkluderer voluminøse (en massiv gassflaske og et ledningsforsyningssystem til brenneren er nødvendig) og umuligheten av å jobbe i sterk vind som blåser gass ut av sveisesonen.
Ris. 9 Sveising av tynnveggede profilrør i inertgassmiljø
Sveiseteknikk
Sveising av en ramme fra et profilrør kan utføres av en av følgende typer:
- gass;
- elektrisk lysbue.
Gassveising
Gassveising produseres ved å smelte metallet og fylle det tomme rommet med et tilsetningsstoff.
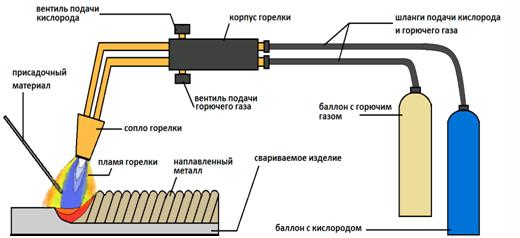
Gasssveiseteknologi
For gassveising trenger du:
- spesiell sveisemaskin med et sett med tips til brenneren;
- sylinder med oksygen;
- en sylinder med brennbar gass (acetylen brukes oftest);
- fylltråd (det kreves at ledningen er laget av samme materiale som rørene som sveises);
- sveisepulver (flux), som reduserer metalloksidasjon og beskytter sømmen. Fluksen påføres overflaten av røret før sveisingen begynner;
- elementer av individuell beskyttelse av sveiseren (maske).
Ved gassveising er det nødvendig å følge sikkerhetsforanstaltninger, siden gassene som brukes er eksplosive.
Koblingen av rør ved hjelp av gassveising kan utføres på 2 måter:
- fra venstre til høyre. Tilsetningsstoffet tilføres etter oppvarming med en brenner, som tillater sveising av rør med en tykkelse på mer enn 5 mm. Sømmen er ikke helt jevn og krever ytterligere forfining.På denne måten er porten sveiset fra et profilrør og andre tredimensjonale strukturer;
- fra høyre til venstre. Tilsetningsstoffet mates foran brenneren, noe som gjør at du får den jevneste sømmen. Den brukes hovedsakelig til rør mindre enn 5 mm tykke, for eksempel sveiseprofilrør, hagebenk og så videre.
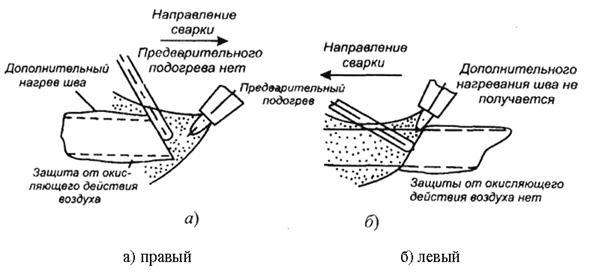
Tilgjengelige måter å danne en sveis på
Etter fullstendig avkjøling anbefales sømmen å rengjøres og beskyttes mot korrosjon.
Gassveising brukes til å koble til profilrør laget av ikke-jernholdige metaller (messing, aluminium, kobber og så videre).
Fordelene med gassveising er:
- enkelhet. Sveising av en struktur med en gassbrenner krever ikke spesiell kunnskap og ferdigheter;
- tilgjengelighet. De nødvendige komponentene (gasser) kan kjøpes uten store problemer;
- ikke behov for en kraftig kilde til elektrisk strøm.
Buesveising
Buesveising brukes ved sammenføyning av profiler laget av jernholdige metaller, det vil si stål.
Elektrisk lysbuesveising utføres ved å bruke:
- sveisemaskin;
- elektroder.
Buesveiseteknologi
Valget av elektroder og den nødvendige strømmen for sveising utføres på grunnlag av tykkelsen på metallet til profilrøret.
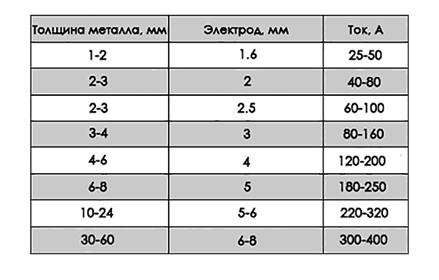
Tabell over forholdet mellom metallet som skal sveises og elektrodene som brukes
Tabellen viser anbefalte elektrodeparametere. For å sikre at elektroden er riktig valgt, er det nødvendig å utføre en prøvesøm på små rørseksjoner.
Strømstyrken påvirker også kvaliteten på sveisen. For å gjøre sømmen så sterk som mulig, er det nødvendig å oppnå høyest mulig strømstyrke.
Sveising av et profilrør med en omformer utføres i følgende rekkefølge:
- sveisede seksjoner av profilrør er sikkert festet for å forhindre deformasjon og forskyvning. For å gjøre dette kan du bruke både spesielle enheter og improviserte verktøy;
- ved 4-5 punkter utføres punktsveising (stikksveising), noe som gjør det mulig å forhåndskoble delene;

Den innledende fasen av strukturell sveising
- riktigheten av designet kontrolleres. Om nødvendig, ved hjelp av en hammer, korrigeres feil;
- skjøten er til slutt sveiset. Samtidig anbefales det å overvåke hastigheten på elektrodebevegelsen slik at metallet i rørene har tid til å smelte fullstendig og samtidig ikke synke inne i profilen.
Profilrør med tykkelse over 5 mm anbefales å sveises i flere trinn for å få en sterk søm. I dette tilfellet utføres sveising i motsatte retninger i forhold til hverandre.
Etter fullført sveising må strukturen avkjøles for å forhindre deformasjon av profilrøret.
Den ferdige sømmen rengjøres med spesialverktøy, for eksempel en vinkelsliper.

Sømbehandling med drill
Sveisestedet krever beskyttelse av høy kvalitet mot miljøpåvirkning, siden metall utsatt for høye temperaturer ruster flere ganger raskere.
Du kan lære mer om buesveising ved å se videoen.
Alt sveisearbeid skal utføres under overholdelse av sikkerhetstiltak og bruk av midler for å beskytte sveiseren. Valget av sveisemetode avhenger av materialet som profilrørene er laget av, samt av tilgjengelig utstyr.

