Fjærrørsbøyer for bøying av kobberrør
Utformingen av fjæranordninger er ekstremt enkel. Det aktive elementet i dem er en veldig sterk stålfjær med spoler som passer tett sammen. Fjærens stivhet vil forhindre at kobberrøret sklir av, deformeres eller brekker inne i utstyret.Når røret bøyes i en viss vinkel, vil stålfjæren slå ut og bevege seg til et annet ledig sted.

Hovedbetingelsen som sikrer jevn bøyning er samsvaret mellom dimensjonene til fjæren og røret.
De viktigste fordelene som en fjær manuell rørbøyer har:
Verktøyet er lett og allsidig.

De kan jobbe i trange rom. Hvis du ønsker å endre banen til en del av rørledningen, er det ikke nødvendig å demontere delen av systemet for å transportere det til maskinen. Fjærrørbøyeren vil være i stand til å støpe delen på arbeidsbenken. Den fjærende manuelle rørbøyeren kan gi hvilken som helst form til kobberrøret uten begrensninger, samtidig som den forhindrer at produktet bøyer seg inn i en spiss vinkel. Enheten støper rørledningselementene svært nøye. .
Ulemper med fjærrørbøyere:
- Det er praktisk å jobbe med denne enheten bare for korte rørlengder. Det er ingen merker med grader, bøying gjøres "med øyet".
Med en fjær med passende diameter kan kobberrøret bøyes raskt og uten skade.
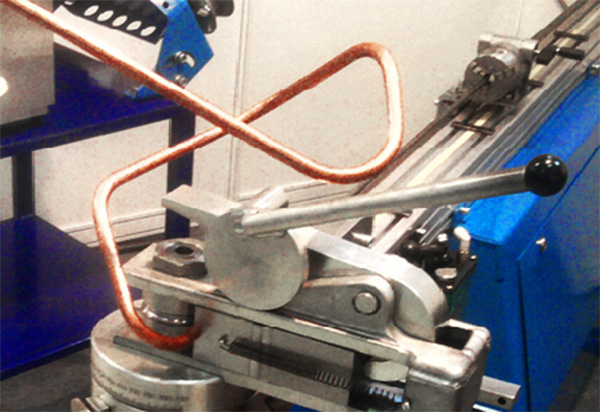
Manuell rørbøyer for kobberrør
Den neste verktøytypen, en spakrørbøyer for kobberrør, har to spaker i utformingen. På en av dem er det en sko, og den andre er utstyrt med en bøyemal. Begge spakene har bøyemerker, takket være hvilke bøyevinkelen kan justeres.
For å plassere røret i spakverktøyet, er det nødvendig å flytte håndtakene fra hverandre.
Etter å ha kontrollert at røret ligger nøyaktig i sporene på malen, bør det festes med en brakett. Spaken med skoen er lagt slik at nullmerkene på den og på malen faller sammen. Med en jevn bevegelse dreier spaken til ønsket bøyevinkel.

Fordeler med Lever Copper Pipe Bender:
- Lett vekt, kompakt og rimelig pris. Lar deg bøye et kobberprodukt uten mye fysisk anstrengelse. Maksimal bøyevinkel er 180 grader, noe som er ganske nok for husbehov.
Ulemper med en spakrørbøyer:
- En manuell rørbøyer er ubrukelig når du arbeider med store produkter. Verktøyet kan ikke brukes til å bøye rør med andre diametre.
Hvordan lage en rørbøyer selv
Om nødvendig kan du lage en effektiv manuell rørbøyer med egne hender.
Den enkleste enheten er lett å produsere på grunnlag av en betongplate. I tillegg trenger du bare en puncher og et visst antall stålstifter. På platen lages markeringer i form av et rutenett med celler på 4x4 eller 5x5 cm.Dype hull bores i gitterets noder, hvoretter pinnene festes i dem. Rørbøyer er klar.
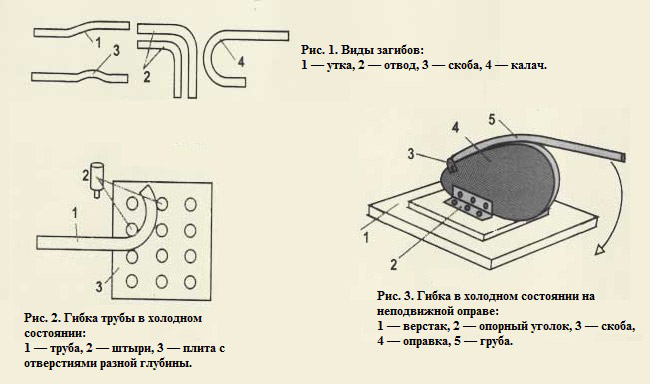
Deretter plasseres kobberrøret mellom pinnene og bøyes forsiktig i ønsket retning. Ved å flytte produktet mellom pinnene kan du endre bøyeradius.
Den neste enheten er strukturelt mer komplisert og ser allerede ut som en ekte rørbøyer. Først og fremst er det laget en base, for hvilken et sterkt rektangulært jernrør med en veggtykkelse på minst 3 mm er best egnet. Gå tilbake fra den ene kanten 2-3 cm, et hull lages. Diameteren må samsvare med størrelsen på hovedskiven.
For å beregne lengden på basen, er det nødvendig å bestemme den maksimale bøyeradiusen som rørbøyeren vil være i stand til, og legge til 5 cm til denne indikatoren. Vi kutter av overflødig del av røret. Proppen for bøybare rør vil bli laget i form av en hårnål. I den ene enden vil det være en mutter, i den andre - et T-formet element.
Deretter fortsetter vi til produksjonen av rørbenderhåndtaket. For dette er jernplater med en tykkelse på 4 mm eller mer perfekte.Bredden på platene må samsvare med dimensjonene til basen.
Etter å ha forberedt alle elementene i den fremtidige rørbenderen, kan du begynne å montere enheten. Basen er fast klemt i en skrustikke, remskiven settes inn i hullet som er laget, håndtakene er festet.
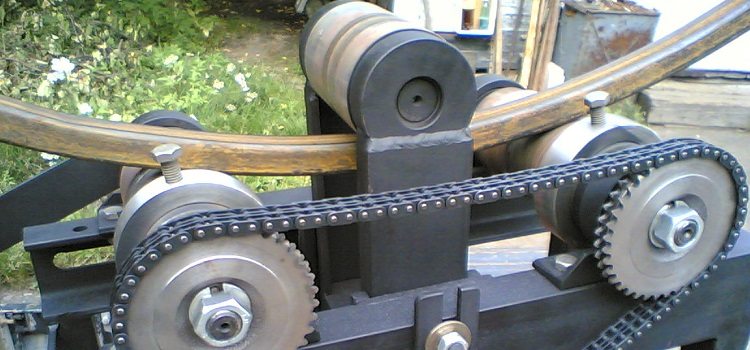
Noen håndverkere setter sammen komplekse og funksjonelle hydrauliske installasjoner uavhengig. For dette brukes en hydraulisk biljekk, ruller, en jernkanal, en sko og stålfester. Det viktigste punktet er valg av ruller, siden denne delen vil sikre riktig passform av røret og som et resultat kvaliteten på bøyningen.
Funksjoner av kobberrør og deres anvendelse
Kobberrør er mye brukt i hverdagen og på mange områder av den nasjonale økonomien. Dette skyldes en imponerende liste over fordeler som skiller dette materialet fra plast- eller jernmotstykker:
- God motstand mot mekanisk påkjenning, støt, bøyning.
- Lang levetid, målt i titalls år.
- Motstandsdyktig mot vekst av patogene mikroorganismer, noe som gjør kobberrør til det beste alternativet for å levere drikkevann.
- Enkel installasjon og vedlikehold.
- Motstandsdyktig mot dannelse av plakk på rørledningens indre vegger. Under drift reduseres ikke klaringen til rørledningen, blokkeringer dannes ikke.
- Bredt driftstemperaturområde.
- Liten termisk utvidelseskoeffisient.
- Motstand mot korrosjon.

Ved konstruksjon av rørledningsnett brukes to typer kobberrør:
- Glødet.
- Uglødet.
Glødede produkter er mye brukt, de er lette å bøye, har god motstand mot høye temperaturer, trykk eller kjemikalier. Men når det gjelder styrke, vil et slikt rør miste uannealet.
Uglødde produkter er vanskeligere å bøye, mens bøyeradiusen ikke bør være mindre enn tre rørdiametre.
Hva er rørbøyere
Rørbøyeanordninger er forskjellige i design og tiltenkt formål. De er mekaniske og bærbare manuelle.
For å bøye rør med små diametre er det sistnevnte alternativet ganske egnet. En manuell rørbøyer for kobberrør kan takle tynnveggede produkter med en diameter som ikke overstiger 50 mm (i henhold til DU - to-tommers rør). For å gi den ønskede formen, må folden anstrenge seg fysisk, noe som er den største ulempen med designet, men forbrukere tiltrekkes av dens rimelige pris og lette vekt.

Separat kan elektrohydrauliske eller elektriske maskiner med CNC (datamaskin numerisk kontroll) skilles fra hverandre. En av programkontrollfunksjonene vil være bøying av kobberrør, inkludert rør med liten diameter. Selvfølgelig er det ikke verdt å kjøpe en slik maskin for det eneste formålet å bøye rør.
I henhold til bøyemekanismen kan rørbøyere deles inn i tre grupper:
Armbrøst manuell rørbukker.

Utstyret har form som et armbrøstvåpen, og selve bøyningen skjer etter prinsippet om å trekke i buestrengen. Den ønskede vinkelen festes til delen av kobberrøret ved hjelp av en mal som er inkludert i settet til armbrøstanordningen. Maler (skjemaer) fylles ut bare i en enkelt kopi, designet for et rør med en viss diameter.
Det vil ikke lenger være mulig å bøye et rør med en annen diameter enn malen. Denne typen utstyr vil ikke kunne bøye en vinkel som overstiger 90 grader. En manuell rørbøyer er kun egnet for små rør, med en diameter på 10 mm til 22 mm. Segmenter rørbøyere.
Røret trekkes ut ved hjelp av et spesielt segment. Visuelt ligner enheten en liten maskin for å bøye rør med en diameter som ikke overstiger 42 mm. Maksimal bøyevinkel for en segmentmaskin er 180 grader.

Segmentet har form som en semi-disk, roterer med et håndtak. Kobberproduktet bøyes rundt segmentkroppen i riktig vinkel. Prinsippet for bøyning er å skape en spenningstilstand med ujevn kompresjon på stedet for deformasjon.
Som et resultat av denne prosessen øker duktiliteten til kobber (eller et hvilket som helst annet metall), den naturlige ruheten til veggene reduseres, og jevn sirkulasjon av arbeidsmediet i rørhulen er sikret. Maskinen kan være manuell, halvautomatisk , og noen ganger helautomatisk. Optimal drift av en manuell dor er mulig når systemet er satt opp riktig. Halvautomatiske enheter er i stand til å programmere deformasjonsvinkelen, noen modeller gir uavhengig stabil smøring av doren for dens bevegelse inne i røret.
Rørbøyeren av armbrøsttypen er en manuell armatur
En rørbøyemaskin kan lages for hånd. De viktigste arbeidselementene for ham vil være en rulledyse (det er ønskelig å sørge for muligheten for å justere diametrene), en frontklemme som tilsvarer diameteren på dysen, føringer, dordorer og hylseklemmer for doren.
Grunnlaget for strukturen vil være en standard støtteramme, som tar alle belastninger av prosessen. Drivverket for arbeid brukes oftest av en spak, men for mer seriøse formål brukes hydrauliske stasjoner. Tegninger av dorutstyr finner du på Internett.
Funksjoner ved å bøye et kobberrør på en rørbender
Et kobberrør, med tanke på å bøye det på en rørbøyemaskin, har 2 tilstander - mykt og hardt. Solide og halvfaste kobberrør har større stivhet. Under produksjonen blir slike rør utsatt for varmebehandling for å øke driftsegenskapene - styrke og duktilitet. Kobberrør uten varmebehandling (ikke-glødede kobberrør) på grunn av deres stivhet er ekstremt vanskelige å bøye selv til en 3D-radius.
Ved bøying av kobberrør til bøyeradier mindre enn 3D bør det derfor brukes myke rør, og enda bedre myke rør med økt plastisitet, eller harde og halvfaste kobberrør bør utsettes for varmebehandling - gløding.Glødd kobberrør er mer plast, men har lavere hardhet. Den er godt deformert (bøyer), men etter bøying skal den varmeforsterkes. På grunn av det faktum at kobber ikke skiller seg i tetthet fra stål, men ikke korroderer, overstiger veggtykkelsen på rør svært sjelden 1,5–2 mm.
Glødde kobberrør med liten diameter (opptil 38 mm) kan enkelt bøyes på BMK rørbøyemaskiner for små radier (fra 1,5 D) selv uten spesialutstyr.
Ved bøying av glødede kobberrør med en diameter på mer enn 38 mm på rørbøyere, er det nødvendig å velge optimal bøyeradius med enkelt utstyr, eller lage komplekst utstyr. For å bøye slike kobberrør inkluderer utstyret en spesiell bøyevalse med rett seksjon, en krøllebryter og en fleksibel ståldor.
Etter bøying på en rørbøyemaskin er det ønskelig å termisk herde produkter fra glødede kobberrør, og dermed øke ytelsen.
Alle runde kobberrør er produsert i henhold til GOST817-2006 og har følgende informasjon i betegnelsen:
Den første bokstaven bestemmer produksjonsmetoden (D - kaldformet, trukket eller kaldvalset, G-presset)
2. og 3. bokstav - rørform (KR-rund)
Fjerde bokstav - produksjonsnøyaktighet (N, P, I, K, S, U)
5. bokstav - tilstand (M-myk, P-halvhard, T-hard, L-myk økt plastisitet, F-halvhard økt styrke, H-hard økt styrke)
Ytterligere dimensjoner D (diameter) og S (veggtykkelse), lengde osv.
Spesielle forhold for nøyaktighet (T), for krumning (O), strekkkrav (P), krav til hardhet (H), viklingsforhold i spoler (BTH) - fri vikling, (BU) - bestilt vikling, (BS) - spiral vikling, er definert i GOST 817-2006.
Rørbøyer og rørbøyemaskin for bøying av kobberrør
LLC "Baltic Engineering Company" produserer rørbøyere for bøying av kobberrør og spesialutstyr for dem.
Spindelrørbøyere for bøying av kobberrør med en ytre diameter på 3 til 30 mm:
- Programmerbar dor manuell rørbøyer CM-30 PARTNER i 2- og 3-akset versjon
- Halvautomatisk spindelbøyemaskin CE-30 PARTNER i 2- og 3-akset versjon
- Dor automatisk rørbøyemaskin CE-30 PARTNER.3X
Spindelrørbøyere for bøying av kobberrør med en ytre diameter på 3 til 51 mm:
- Halvautomatisk spindelbøyemaskin CE-51 MASTER
- Dorn automatisk rørbøyningsmaskin CE-51 MASTER.3X
Spindelrørbøyere for bøying av kobberrør med ytre diameter på opptil 80 mm:
- Dorn semi-automatisk rørbøyningsmaskin CE-80 PROFi
- Automatisk dorbøyemaskin CE-80 PROFI.3X
Ved å bruke rørbøyemaskiner i PARTNER-, MASTER- og PROFI-seriene kan du lage produkter av enhver kompleksitet fra kobberrør!

