Narzędzia
Możesz również ręcznie zwiększyć średnicę miękkiej i elastycznej rury miedzianej, po prostu naciągając ją na stożkowy wykrój o odpowiednim rozmiarze.
Jednak w tak rzemieślniczy sposób bardzo trudno jest uzyskać dzwon o prawidłowej geometrii. Ściany mogą mieć nierówną grubość, co powoduje, że cieńsze ściany rozciągają się zbyt mocno, a grubsze w ogóle się nie rozciągają. Siła wywierana przez człowieka jest również nierównomierna, w związku z czym rura może zostać wygięta podczas pracy, a półfabrykat może się przekrzywić, w wyniku czego kielich okaże się asymetryczny i skośny.
Aby uprościć demontaż i uformować kielich o pożądanym kształcie z krawędzi rury, co dodatkowo może zapewnić niezawodne połączenie elementów konstrukcyjnych, stosuje się różne narzędzia.
Ekspander
Jest to mechanizm ręczny, w którym kielichowanie odbywa się poprzez proste przyłożenie siły, podobnie jak przy użyciu stożkowego półfabrykatu. Ekspander składa się z dwóch uchwytów oraz ekspandera - przesuwnego stożkowego elementu wkładanego do rury. Po wystawieniu na działanie dźwigni części ekspandera rozchodzą się w różnych kierunkach, rozciągając rurę.

Ekspander jest niedrogi i pozwala wykonać pracę szybko i bez większego wysiłku. Jednak za pomocą tego narzędzia trudno jest uzyskać wysokiej jakości wynik. Ściany są rozciągnięte nierównomiernie, cieńsze fragmenty mogą pękać.
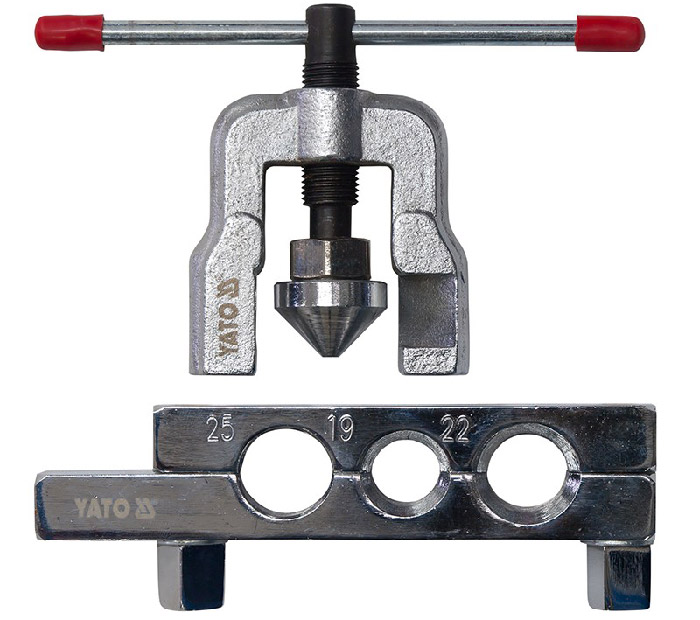
maszyna do kielichowania stożków
Jest to mały zestaw dwóch narzędzi: matrycy i samego narzędzia do kielichowania.
Matryca to imadło z kilkoma cylindrycznymi otworami, rozszerzonymi od góry do 45⁰. Rozmiary otworów odpowiadają standardowym średnicom rur.
Rozrzutnik składa się z:
- obudowy z prowadnicami,
- ekspander stożkowy,
- mechanizm kontrolny,
- śruba mocy.
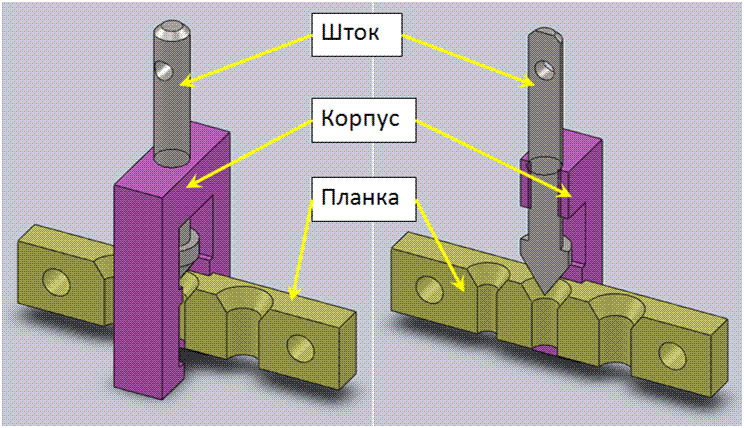
Gdy śruba napędowa, która napędza mechanizm sterujący, jest obracana, ekspander jest stopniowo wkręcany w krawędź rury, rozszerzając ją. Prowadnice zapewniają niezmienność względnego położenia rury i ekspandera, dzięki czemu nie dochodzi do zniekształceń oraz uzyskuje się równe i zgrabne gniazdo.
Pochodnia mechaniczna
To narzędzie jest podobne do poprzedniego, ale jego korpus roboczy nie jest stożkiem, ale zestawem rolek. Rolki nie rozciągają się, ale rozwijają ścianki rury, rozszerzając ją równomiernie i stopniowo, dzięki czemu metal ma taką samą grubość na całej rozkloszowanej powierzchni, a gniazdo jest zgrabne i symetryczne.
Pochodnia napędzana elektrycznie
Taka kielichownica jest dodatkowo napędzana elektrycznie w stosunku do kielicharki mechanicznej, dzięki czemu prace związane z rozszerzaniem rur są wykonywane szybciej i przy mniejszym nakładzie pracy.
Kiedy trzeba kielichować przewody hamulcowe?
Poprzez przewody hamulcowe, jak wspomniano powyżej, płyn hamulcowy pod wysokim ciśnieniem jest dostarczany do wszystkich elementów układu. Gdy pojemność takich dętek spada, cały układ zaczyna pracować nieefektywnie, co prowadzi w szczególności do znacznego wydłużenia drogi hamowania. O tym, że elementy układu hamulcowego, w tym dętki, wymagają diagnostyki (i ewentualnie naprawy) mogą świadczyć następujące cechy charakterystyczne:
- pojawienie się obcych dźwięków i pulsujących ruchów po naciśnięciu pedału hamulca;
- swobodny ruch pedału hamulca po naciśnięciu;
- wyciek płynu hamulcowego, co prowadzi do spadku ciśnienia, a tym samym do nieefektywnego hamowania i intensywnego zużycia klocków hamulcowych;
- zjechanie autem na bok podczas hamowania (sytuacja ta, choć jest oznaką pośrednią, może również wskazywać na konieczność naprawy przewodów hamulcowych).

Stare przewody hamulcowe w fatalnym stanie należy natychmiast wymienić, nawet jeśli nie ma wycieków.
Jednak głównym sygnałem, że przewody hamulcowe nie spełniają w pełni swoich funkcji i wymagają kielichowania, jest wydłużenie drogi hamowania. Najczęstsze przyczyny pogorszenia działania przewodów hamulcowych to:
- naruszenia w konstrukcji sześciokątnych łbów, w które wyposażone są takie rury;
- pogorszenie jakości i niezawodności połączeń gwintowych, przedostawanie się do nich śmieci lub zakoksowanej cieczy.
Takie awarie, negatywnie wpływające na stan techniczny poszczególnych elementów układu hamulcowego, znacznie obniżają sprawność jego działania. Dlatego eksperci i producenci samochodów zalecają diagnozowanie go co sześć miesięcy. Jeśli jesteś przywiązany do przebiegu, to taka procedura musi być wykonywana co 50 000 kilometrów, a gumowe dętki, niezależnie od ich stanu technicznego, muszą być wymieniane co 125 tysięcy kilometrów pojazdu.
Funkcje wykonawcze
Kielichowanie rur wykonanych z miedzi może być wymagane, jeżeli:
- cięty koniec rury musi mieć wymaganą konfigurację;
- końcówka produktu musi być przygotowana do połączenia za pomocą złączki (w tym przypadku za pomocą kielichowania dostosowują się takie parametry geometryczne rury jak średnica wewnętrzna, kąt gięcia itp.);
- konieczne jest przygotowanie końcówek rurek miedzianych do ich połączenia poprzez lutowanie.

Rury przycina się na długość specjalnym narzędziem - obcinakiem do rur. do rur miedzianych lub aluminiowych
Aby jakościowo rozpalić miedzianą rurkę za pomocą specjalnych narzędzi i osprzętu, musisz wykonać następujące czynności.
- Koniec rurki, której połączenie należy wykonać, jest dokładnie oczyszczony.
- Na odcięty koniec nakładany jest specjalny rękaw.
- Za pomocą specjalnego narzędzia lub uchwytu koniec rury rozszerza się, aż kąt jej rozszerzenia wynosi 45 °.
- Po zakończeniu zabiegu koniec produktu jest usuwany z uchwytu. Następnie możesz od razu zacząć się łączyć.

Rozwiertak - urządzenia do ściągania izolacji z końcówek rurek miedzianych
Jeśli do połączenia przez lutowanie potrzebna jest miedź, to kolejność czynności do wykonania takiej procedury będzie wyglądać tak.
- Powierzchnia końca rury, która ma być kielichowana, jest dokładnie oczyszczona (najlepiej do tego celu użyć specjalnej szczotki).
- Za pomocą specjalnego przyrządu końcówka rurki miedzianej jest rozszerzana do tego stopnia, że można w nią włożyć końcówkę innej rurki i jednocześnie zachować odstęp 0,124 mm pomiędzy łączonymi elementami. Oczywiście wymaga to użycia narzędzia pomiarowego.
- Na wewnętrzną powierzchnię odcinka rury, który jest już kielichowany, nakłada się jednorodną warstwę topnika, co jest niezbędne do zapewnienia utworzenia niezawodnego i szczelnego połączenia.
- Koniec drugiego elementu łączącego jest wsuwany w część kielichową na głębokość równą średnicy rury.
- Za pomocą palnika gazowego, lutownicy elektrycznej lub lampy lutowniczej miejsce przyszłego połączenia jest podgrzewane do momentu, w którym lut zacznie się topić.
- Stopiony lut wypełnia wszystkie szczeliny pomiędzy krawędziami łączonych rur miedzianych, dzięki czemu powstaje niezawodne i szczelne połączenie.
Rozszerzanie rur
Zwiększenie średnicy produktu jest konieczne przy wykonywaniu bezzłączkowego łączenia elementów rurociągu, np. lutowanie kapilarne rur miedzianych. Powstałe rozszerzenie pozwala na wstawienie jednej rury w drugą.
Najprostszym narzędziem do kielichowania jest zwykły stożek, który wkręca się w nieruchomą rurę, rozszerzając jej krawędź.
Ulepszony model wyposażony jest w grzechotkę, która pozwala na regulację siły, dzięki temu ściany są chronione przed pęknięciem. Również rozszerzanie rur odbywa się za pomocą ekspandera, jego korpus roboczy ma kilka segmentów, które po ściśnięciu uchwytów zaczynają się rozchodzić, rozciągając rurę.
dzięki temu ściany są chronione przed pęknięciem. Również rozszerzanie rur odbywa się za pomocą ekspandera, jego korpus roboczy ma kilka segmentów, które po ściśnięciu uchwytów zaczynają się rozchodzić, rozciągając rurę.
Kielichowanie za pomocą opisanych powyżej narzędzi jest najłatwiejszym sposobem, ale jakość powstałego rękawa jest daleka od ideału.
Najwyższą jakość kielichowania uzyskuje się stosując narzędzie, którego korpusem roboczym jest mimośrodowy stożek. Po przekręceniu uchwytu, który jest również wyposażony w mechanizm zabezpieczający, stożek zaczyna toczyć się po wewnętrznej ściance rury, zmniejszając jej grubość i wyginając krawędź. Otrzymane rozszerzenie jest wysokiej jakości.
Takie urządzenia są używane głównie do rur wykonanych z miękkich metali. Rury stalowe można również rozszerzać, ale proces ten wymaga znacznego wysiłku na zimno. Dlatego pożądane jest wstępne podgrzanie takich rur, po czym kielichowanie za pomocą narzędzia ręcznego stanie się znacznie łatwiejsze.
PRAWO
1. Ekspander-kalibrator, zawierający korpus z kanałem centralnym, gwinty do połączenia z osprzętem wiertniczym oraz wgłębienia na powierzchni zewnętrznej, w których osadzone są rolki, osadzone na osiach i wykonane w formie walców z fazami, górne końce osie są wykonane z możliwością ograniczonego ruchu na zewnątrz, we wnęce pierścieniowej utworzonej pomiędzy dwiema częściami korpusu znajduje się tłok pierścieniowy dociskany sprężyną z możliwością ruchu osiowego, a wnęka podtłokowa tłoka pierścieniowego jest skomunikowana z kanałem centralnym, charakteryzującym się tym, że osie wyposażone są w końcówki pryzmatyczne na górze i na dole, wsuwane w korpus z możliwością ograniczonego ruchu wzdłużnego w górę i ruchu promieniowego na zewnątrz pod działaniem nacisku i nachylonych powierzchni tłoka, które są obciążone sprężyną w dół i skonfigurowane do ograniczonego ruchu wzdłużnego w górę, współdziałając z dolnym końcem osi, centralną osią każdego druga oś znajduje się w odpowiedniej płaszczyźnie, równoległej do osi korpusu, podczas gdy korpus jest wykonany z nachylonymi powierzchniami dla odpowiednich górnych pryzmatycznych końców osi, a środkowy kanał korpusu poniżej tłoka jest wyposażony w zawężenie technologiczne.
2. Urządzenie według zastrz. 1, znamienne tym, że pryzmatyczne końce osi są wykonane symetrycznie względem ich osi środkowych.
3. Urządzenie według zastrz. 1 albo 2, znamienne tym, że osie są umieszczone w obudowie w taki sposób, że wierzch każdej osi przesuwa się po obwodzie do przodu w trakcie obrotu urządzenia względem dna oś.
4. Urządzenie według zastrz. 1 albo 2, znamienne tym, że osie w punktach styku z rolkami są wyposażone we wkładki odporne na zużycie.
5. Urządzenie według zastrz. 3, znamienne tym, że osie w punktach styku z rolkami są wyposażone we wkładki odporne na zużycie.
6. Urządzenie według zastrz. 1 albo 2, znamienne tym, że osie są wyposażone w boczne zamknięte podłużne wnęki do smarowania.
7. Urządzenie według zastrz. 3, znamienne tym, że osie są wyposażone w boczne zamknięte podłużne wnęki do smarowania.
8. Urządzenie według zastrz. 5, znamienne tym, że osie są wyposażone w boczne zamknięte podłużne wnęki do smarowania.
9. Urządzenie według zastrzeżenia 6, znamienne tym, że osie są wyposażone w cylindryczny kanał połączony z bocznymi zamkniętymi wnękami i wypełniony smarem, a w centralnym kanale znajduje się tłok dociskany sprężyną do przeciwległego końca cylindrycznego kanał.
10. Urządzenie według zastrzeżenia 7, znamienne tym, że osie są wyposażone w cylindryczny kanał połączony z bocznymi zamkniętymi wnękami i wypełniony smarem, a w centralnym kanale znajduje się tłok dociskany sprężyną do przeciwległego końca cylindrycznego kanał.
11. Urządzenie według zastrzeżenia 8, znamienne tym, że osie są wyposażone w cylindryczny kanał połączony z bocznymi zamkniętymi wnękami i wypełniony smarem, a w centralnym kanale znajduje się tłok dociskany sprężyną do przeciwległego końca cylindrycznego kanał.
Narzędzia i osprzęt
Aby własnoręcznie rozpalić rury wykonane z miedzi, stosuje się specjalne narzędzia. Takie urządzenia mogą mieć zarówno napęd ręczny, jak i elektryczny. Służą do montażu instalacji klimatyzacyjnych, wodociągowych i grzewczych. Narzędzia wyposażone w napęd elektryczny często łączą w sobie kilka funkcji: za ich pomocą można nie tylko rozciągnąć miedzianą rurkę, ale także wygiąć ją pod żądanym kątem.
Każde urządzenie służące do rozprężania rur wykonanych z miedzi działa na zasadzie odkształcenia plastycznego, dlatego bardzo ważne jest, aby jak najdokładniej radziło sobie z takim procesem, nie naruszając jednorodności struktury materiału, zachowując jednolitość grubości ścianki produktów, a także gładkość ich wewnętrznych powierzchni
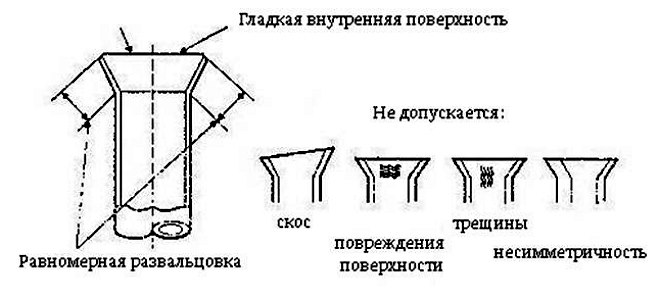
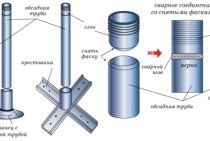
Schemat prawidłowego kielichowania i przykłady niepoprawnie wykonanej operacji
Próbka
Jest to półfabrykat w kształcie stożka wykonany z twardszego stopu metalu niż miedź. Zaletami takiego urządzenia są niska cena i łatwość obsługi. Tymczasem jego zastosowaniu mogą towarzyszyć pęknięcia w ściankach wyrobu miedzianego, co daje niską jakość kielichów.

Za pomocą tego najprostszego urządzenia można kielichować jedną tubę, ale nie ma co mówić o jakiejkolwiek jakości pracy
Pochodnia mechaniczna
Głównym korpusem roboczym tego urządzenia jest walec ze stopu twardego, który tocząc się wzdłuż krawędzi rury miedzianej, nadaje mu wymaganą konfigurację. Zastosowanie ekspandera mechanicznego pozwala na równomierne odkształcenie obrabianego odcinka rury, tworząc na jego końcu ścianki o jednakowej grubości z zachowaniem wysokiej jakości powierzchni wewnętrznej.

Narzędzia ręczne są w stanie zapewnić wysokiej jakości kielichowanie i dobrą szybkość pracy
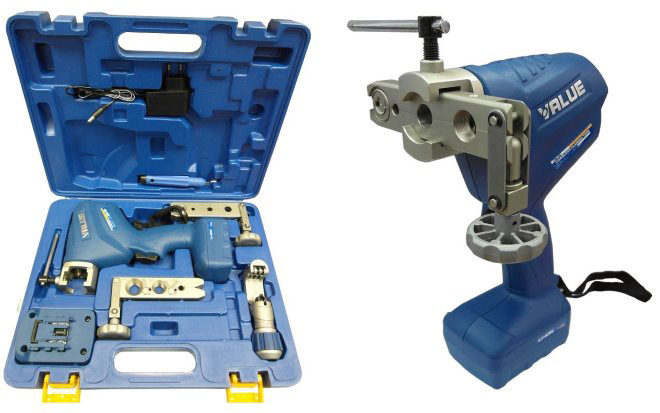
Ekspander z napędem elektrycznym
Takie urządzenie z całym zestawem wymiennych dysz, posiadające wszystkie zalety narzędzia mechanicznego, pozwala na kielichowanie rur miedzianych z wyższą wydajnością i mniejszym nakładem pracy. Być może jedyną wadą elektrycznej kielichownicy jest jej dość wysoka cena.
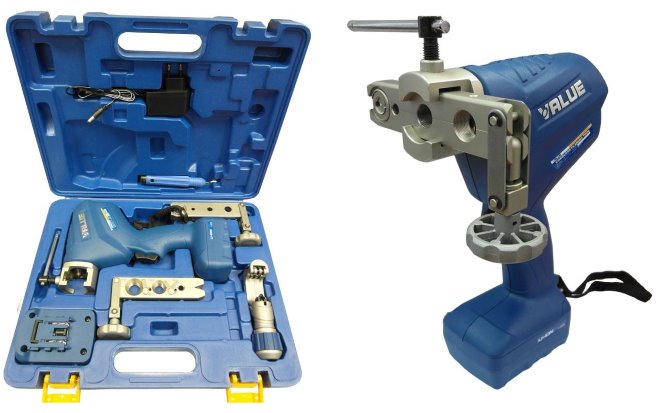
Bateria tej maszyny do kielichowania wystarcza na około 100 operacji.
Ekspander
Takie ręczne urządzenie, działające na zasadzie mechanizmu dźwigniowego, pozwala jednym ruchem rozgiąć koniec rury. Posiadając prostą konstrukcję, takie urządzenie ma również szereg istotnych wad, z których najistotniejszą jest brak możliwości kontrolowania grubości ścianek przedmiotu obrabianego. Tak więc użycie ekspandera, który jest najczęściej wybierany przez tych, którzy wykonują flary własnymi rękami, nie gwarantuje wysokiej jakości wyniku.
Zdobycie stożkowego dzwonka
Aby zrozumieć technologię procesu, możemy posłużyć się przykładem rozszerzania rur miedzianych. Kolejność prac jest następująca:
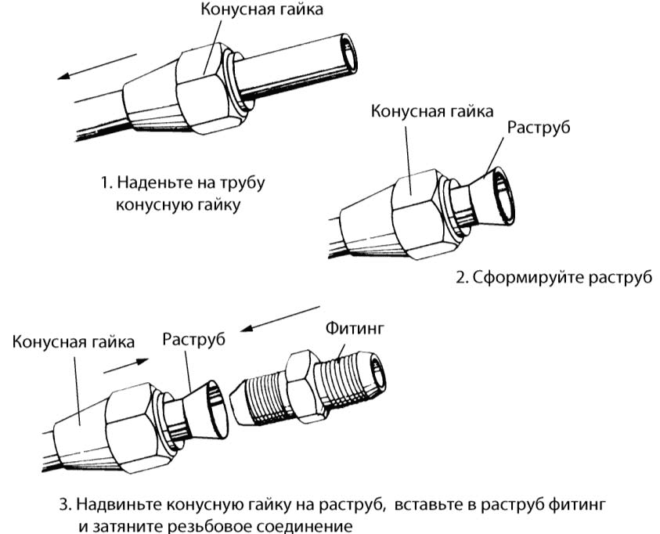 Schemat działania dzwonu stożkowego
Schemat działania dzwonu stożkowego
- Rura jest starannie przycięta. W przypadku kielichowania wysokiej jakości kąt między czołem a płaszczyzną musi wynosić ściśle 90 stopni.
- Obróbka metalu części roboczej polega na czyszczeniu i usuwaniu zadziorów oraz tlenków.
- Na rurkę nakładany jest gwintowany rękaw.
- Obrabiany przedmiot mocowany jest w łożu w otworze do lądowania o odpowiedniej średnicy. Koniec rury (część robocza) powinien wystawać kilka milimetrów ponad łoże.
- Wkręcając śrubę, oprzyj kielichowy stożek o koniec i dociskaj, aż odkształcenie przekroju osiągnie granicę - powstanie fartuch ścięty pod kątem 45 stopni.
- Obrabiany przedmiot jest usuwany z ramy, tuleja jest przesuwana do obrobionej krawędzi.
Aby ułatwić pracę ze stożkiem na przedmiocie obrabianym, lepiej pokryć powierzchnię roboczą smarem.Poruszaj śrubą do przodu i do tyłu, stopniowo osiągając pożądany rezultat - pomoże to uniknąć ewentualnego pęknięcia metalu w obszarze odkształcenia.
Praca z ekspanderem ręcznym ma własny algorytm działania:
 Jak korzystać z ręcznego ekspandera do rur
Jak korzystać z ręcznego ekspandera do rur
- Końcówkę obrabianego przedmiotu montujemy na odpowiedniej średnicy głowicy aż do zatrzymania (jest kilka średnic).
- Trzymając nieruchomą rękojeść, ruchoma rękojeść porusza się po obwodzie, rozkładając w ten sposób szczęki głowy. Praca odbywa się bez przemocy, aby nie zerwać rury.
- Po uzyskaniu rozszerzenia średnicy obrabiany przedmiot jest usuwany z narzędzia.
- Sprawdź łatwość wejścia drugiej rury do powstałego kielicha.
Wskazówki dotyczące wyboru narzędzi
Rozciąganie rury miedzianej, biorąc pod uwagę wysoką ciągliwość materiału, nie jest trudne. Jednak, aby osiągnąć wysoką jakość wykonania takiej operacji technologicznej, należy używać tylko specjalistycznego narzędzia. Wykonywaniu kielichów przy użyciu najprostszych urządzeń, do których zaliczamy blanki i ekspandery, może wiązać się z szeregiem negatywnych konsekwencji.
- Ścianki rurek, jeśli mają małą grubość, ulegną zakleszczeniu.
- W ściankach rurek, na które taki instrument będzie miał wpływ, mogą wystąpić pęknięcia.
- W takim przypadku praktycznie niemożliwe jest uzyskanie jednolitej grubości ścianek rur, co ostatecznie wpłynie na niezawodność tworzonego złącza.

W specjalnym urządzeniu rura miedziana jest zamocowana ściśle prostopadle, a odkształcenie następuje dokładnie wzdłuż stożka
Tymczasem korzystanie z urządzeń specjalnie zaprojektowanych do wykonywania kielichów ma następujące zalety.
- Ze względu na stopniowe (wykonywane krok po kroku przy każdym przejściu rolek narzędziowych) odkształcenie ścianek rury praktycznie wykluczone jest występowanie w niej pęknięć.
- Uzyskuje się równomierność grubości ścianki rurki miedzianej, nawet jeśli początkowo ten parametr nie był równomierny.
- Wewnętrzna powierzchnia tuby po kielichowaniu staje się idealnie gładka i równa.
Zastosowanie specjalnego urządzenia dodatkowo pozwala szybko i sprawnie rozpalić końcówkę tuby, nawet tym, którzy nigdy nie wykonywali takiego zabiegu własnymi rękami.

Zestaw do kielichowania może zawierać: mimośrodowe kielichowanie, rozwiertak, obcinak do rur, ekspander do rur i sprężyny do gięcia rur
Aby kielichowanie przebiegało sprawnie, należy zwrócić szczególną uwagę na dobór narzędzia. W takim przypadku należy wziąć pod uwagę takie parametry jak:
- właściwości materiału, z którego wykonana jest tuba, w szczególności stopień jej plastyczności;
- średnica wewnętrzna produktu;
- jego średnica zewnętrzna;
- głębokość kielicha;
- odległość, na jaką produkt będzie wystawał ponad roboczą część narzędzia;
- odległość między środkami wewnętrznych otworów rur miedzianych (jeśli wybrane urządzenie umożliwia jednoczesne rozpalanie kilku produktów);
- grubość ścianek obrabianych przedmiotów;
- konieczność wykonania rowków na obrabianej części rury miedzianej;
- obecność szwów łączących na powierzchni przedmiotu obrabianego.