Rodzaje rur polipropylenowych
Żywotność produktów zależy od temperatury medium i wytwarzanego w nich ciśnienia. Przy odpowiednim doborze rodzaju materiału możliwe jest znaczne rozszerzenie jego możliwości operacyjnych.
Istnieją 4 rodzaje materiałów na rury, które mają różne właściwości w zależności od temperatury ich pracy.
|
Rodzaj produktu i odpowiednie oznakowanie |
Zamiar | Średnia temperatura, С |
Ciśnienie robocze, MPa |
|
PN10 |
Do zaopatrzenia w zimną wodę i ogrzewania podłogowego | 20 na zimną wodę, 45 na ciepłą podłogę systemową | 1 |
| PN16 | Do dostarczania zimnej i ciepłej wody | Do 60 |
1,6 |
|
PN20 |
Do zaopatrzenia w ciepłą wodę | Do 80 | 2 |
| PN25 | Do instalacji centralnego ogrzewania, wyrobów zbrojonych, systemów zaopatrzenia w ciepłą wodę | Do 95 |
2,5 |
Materiały marki PN10 odnoszą się do produktów przeznaczonych do zaopatrzenia w zimną wodę. Nie są w stanie wytrzymać wysokiej temperatury otoczenia. Drugi typ, oznaczony PN16, odnosi się do produktów mieszanych i jest przeznaczony do dostarczania zimnej i ciepłej wody, ale o ograniczonej temperaturze pracy. PN20 i PN25 to materiały przeznaczone do zaopatrzenia w ciepłą wodę. Takie rurociągi są w stanie wytrzymać wysokie temperatury, a produkty oznaczone PN25 są dodatkowo wzmocnione metalem, co zwiększa ich żywotność i zdolność do wytrzymywania warunków wysokiego ciśnienia i temperatury.
Zestaw do spawania rur
Jeżeli zgrzewanie produktów polipropylenowych musi odbywać się regularnie, warto zaopatrzyć się w specjalny zestaw do zgrzewania, który jest od razu sprzedawany w odpowiedniej walizce. Jego średni koszt to około stu dolarów, a składa się na niego:

- Element grzewczy;
- Dysze teflonowe o różnych rozmiarach;
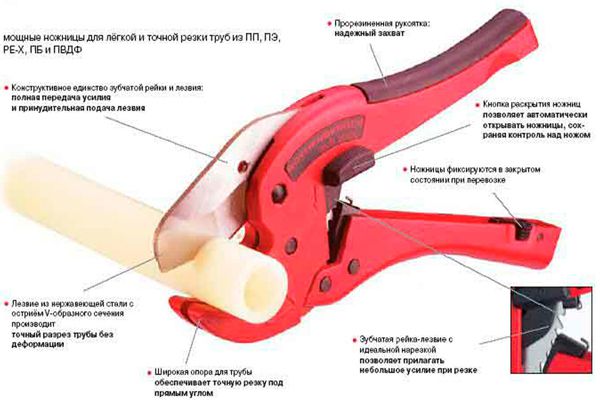
- nożyczki do cięcia rur polipropylenowych;
- śruby przymocowane do elementu grzejnego dyszy;
- poziom;
- wsporniki do elementu grzejnego;
- sześciokąt do dokręcania śrub.
W przypadku, gdy prace spawalnicze wykonywane są od czasu do czasu, bardziej racjonalne jest wypożyczenie sprzętu spawalniczego.
Rodzaje i przeznaczenie
Rury polipropylenowe dostępne są w czterech kolorach - zielonym, szarym, białym i czarnym. Tylko czarne różnią się charakterystyką - mają zwiększoną odporność na promieniowanie ultrafioletowe i są używane podczas układania systemu nawadniającego na ziemi. Wszystkie pozostałe mają podobne cechy i są układane w pomieszczeniu lub zakopane w ziemi.
Po uzgodnieniu rury polipropylenowe są następujących typów:
- Do zimnej wody (temperatura do +45°C). Łatwo je odróżnić po podłużnym niebieskim pasku.
- Do zaopatrzenia w ciepłą wodę (podgrzewanie do +85°C). Charakterystyczną cechą jest czerwony pasek.
-
Uniwersalny (maksymalne ogrzewanie do +65-75°C w zależności od producenta). Nałożone obok siebie dwa paski - niebieski i czerwony.
Zarówno do zimnej, jak i ciepłej wody istnieją rury o różnych właściwościach. Jest to wyświetlane na etykiecie:
- PN10 stosuje się wyłącznie w instalacjach zimnej wody (do +45°C) o niskim ciśnieniu (do 1 MPa). Mają małą grubość ścianki. Nie nadaje się do wysokich budynków.
- PN16. Często oznaczane jako uniwersalne, ale częściej stosowane do zimnej wody - wytrzymują nagrzewanie medium do + 65 ° C i ciśnienie do 1,6 MPa.
- PN20. Rury grubościenne, które mogą transportować medium o temperaturze do +80°C, wytrzymują ciśnienie do 2 MPa. Stosowany w dystrybucji ciepłej wody i systemów grzewczych.
- PN25. Są to wzmocnione rury polipropylenowe (folia lub włókno szklane). Ze względu na obecność warstwy zbrojącej często mają mniejszą grubość ścianki niż PN20. Temperatura grzania czynnika - do +95°C, ciśnienie - do 2,5 MPa. Służą do zaopatrzenia w ciepłą wodę i ogrzewania.
Wszystkie produkowane są w różnych średnicach - do 600 mm, ale w mieszkaniach i domach prywatnych stosuje się je głównie w rozmiarach od 16 mm do 110 mm.
Należy pamiętać, że podana jest średnica wewnętrzna, ponieważ grubość ścianki może się różnić.
Etap drugi. Spawanie rur polipropylenowych

Ta procedura będzie wymagała elektrycznej wyrzynarki (cięcie polipropylenu) i specjalnego sprzętu spawalniczego.

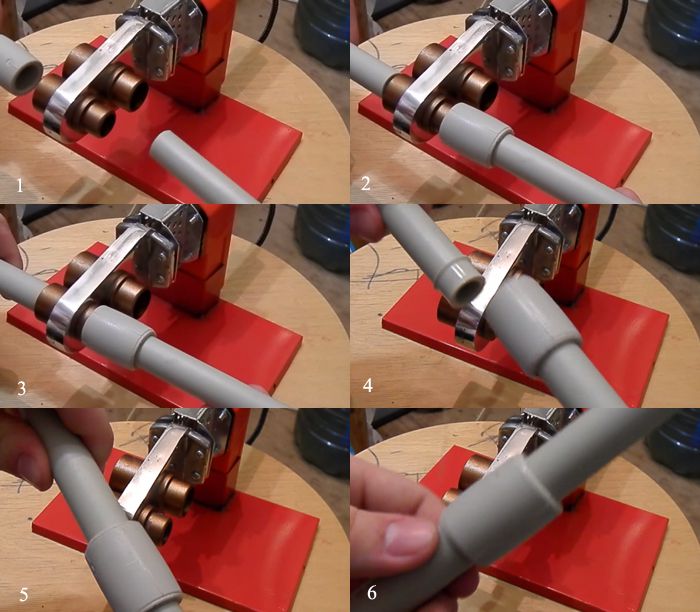
Krok pierwszy.
Podczas nagrzewania się aparatu wykonuje się niezbędne pomiary, zaznacza się i tnie rury.
Krok drugi.
Końce produktów, które mają być ze sobą połączone, są dokładnie czyszczone i odtłuszczane.
Krok trzeci.
Za pomocą ołówka zaznacza się głębokość wejścia każdego produktu do rękawa. Charakterystyczne jest, że jednocześnie powinna być co najmniej milimetrowa szczelina, aby rury nie przylegały do złącza kształtki.
Krok czwarty.
Rurę PP wraz ze złączką nakłada się na tuleję zgodnie z wykonanymi oznaczeniami, a nagrzewanie wszystkich elementów musi odbywać się jednocześnie.
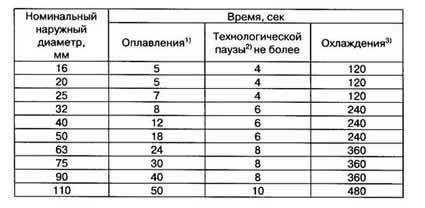
Czas nagrzewania zależy nie tylko od średnicy produktów, ale także od głębokości zgrzewania (można to znaleźć w poniższej tabeli).
Krok piąty.
Po pewnym czasie produkty są zdejmowane i łączone, bez większego wysiłku, siadając na sobie. Zabrania się obracania elementów wzdłuż osi.

Krok szósty.
W ciągu kilku sekund po połączeniu wykonywana jest pierwotna regulacja, a następnie elementy są ostatecznie naprawiane.

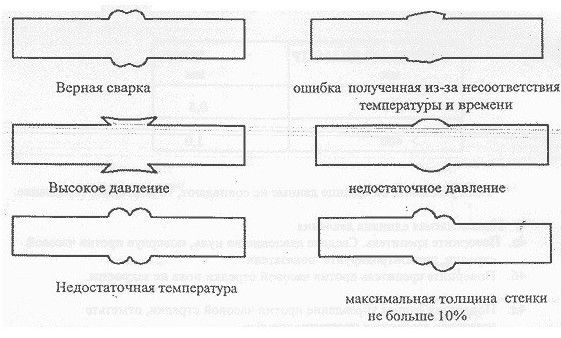
Jeśli na skrzyżowaniu nie ma luk, to (połączenie) można uznać za wysokiej jakości.
Produkcja maszyn spawalniczych
W związku z tym, że mniej lub bardziej dobry kosztuje ponad tysiąc rubli, taniej jest go wynająć lub zrobić samemu. Jeśli wybrano to drugie, do pracy powinieneś przygotować:

Kolejność działań powinna wyglądać następująco.
Krok pierwszy.
W celu poprawy wymiany ciepła podeszwa żelazka jest poddawana obróbce pastą termiczną, a następnie mocowana jest tuleja teflonowa. Lokalizacja tego ostatniego jest ustalana z góry - szeroka część w górę lub w dół.
Krok drugi.
Ostry „nos” jest odcinany w celu wygodniejszej pracy przy ścianach.
Krok trzeci.
Nagrzewanie żelazka odbywa się do momentu ponownego wyłączenia urządzenia.
Krok czwarty.
Dobrze, jeśli żelazko jest wyposażone w czujnik temperatury - pozwoli to dokładnie określić temperaturę grzania. Ale jest prostsza droga - przez ołów. Ten metal topi się w temperaturze 230ᵒС i wyższej, co w przybliżeniu pokrywa się z temperaturą wymaganą do spawania.
Dalsza technologia jest identyczna jak opisana powyżej.
Wymagane narzędzia
Dopasowywanie;
Same rury polipropylenowe;
Specjalne urządzenia do spawania takich rur;
Spawarka
Piła do ich cięcia, często sprzedawany jest specjalny przecinak wraz ze spawarką, przy dużych nakładach pracy można użyć przecinaka pierścieniowego lub specjalnych nożyczek;
Odtłuszczacz (alkohol etylowy lub izobutylowy); aceton w tym przypadku jest zabroniony, ponieważ jest w stanie zmiękczyć plastik;
Beveler: Jego wnętrze przypomina temperówkę, jednak ponieważ faza musi być przecięta równo, noże są ustawione pod innym kątem; ukosowarkę można zastąpić zwykłym pilnikiem i nożem;
 Ukosowarka do rur plastikowych
Ukosowarka do rur plastikowych
Golarka: narzędzie do usuwania wzmocnionej warstwy (jeśli nasze rury mają warstwę wzmocnienia).
 Golarka
Golarka
Rada.
Rury pasujące blisko kotła grzewczego (w odległości mniejszej niż pół metra) powinny być wykonane wyłącznie z metalu. Łączy się je z polipropylenem za pomocą adapterów ze złącza spawanego na gwintowany.
Praca z rurami polipropylenowymi
Dzisiejszy system instalacji rur z polipropylenu zawiera wszystkie niezbędne elementy do łączenia rur o różnych rozmiarach, konturach, kształtkach, łącznikach i wtrąceniach.Proces montażu jest dość prosty i przy niezbędnych umiejętnościach szybki.
Zestaw elementów można dostosować tak, jak chcesz, dzięki czemu rezultatem jest całkowicie unikalny system. Złożoność i wyposażenie zależy tylko od preferencji i życzeń klienta, czyli od Ciebie. Jedyną cechą, którą niektórzy przypisują wadom polipropylenu, jest sposób łączenia zgrzewanego. Po spawaniu nie ma już możliwości rozdzielenia rur i skorygowania błędu. Dlatego musisz wszystko przemyśleć z góry i starać się unikać nieścisłości w działaniu.
Jeśli podzielimy proces spawania rur na osobne etapy, będzie to wyglądało tak:
- Przy lutownicy do polipropylenu konieczne jest podgrzanie obu części, które chcemy ze sobą połączyć.
- Po podłączeniu ogrzewanych części;
- Po niedługim czasie wyjąć z aparatu już zamocowane elementy.
Spawanie zapewnia elementom tak mocne połączenie, że rozdzielenie części bez ich zerwania jest prawie niemożliwe. Dlatego uważa się, że rury polipropylenowe są wysokiej jakości, trwałe i wytrzymują niemal każdy nacisk.
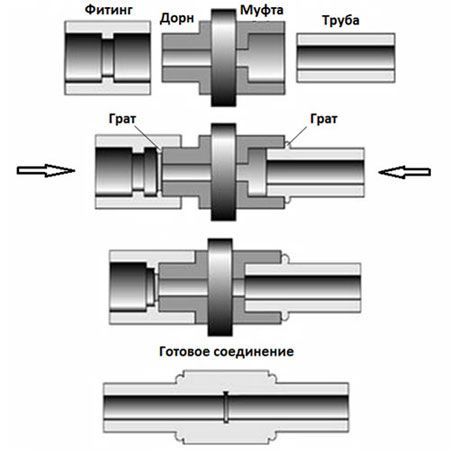
Główne etapy pracy
1. Bierzemy fajkę o odpowiednim rozmiarze.
2. Oczyszczamy jego krawędzie z zadziorów powstałych podczas cięcia pilnikiem lub ukosem.
3. Na końcu rury zaznaczamy ołówkiem (patrz zdjęcie), który odcinek musimy stopić, czyli obrysowujemy miejsce, w którym zostanie założona złączka.
 Zakreślamy miejsce lutowania ołówkiem
Zakreślamy miejsce lutowania ołówkiem
4. Rurę i kształtkę obrabiamy środkiem odtłuszczającym.
5. Mocno przymocuj spawarkę do stołu.
6. W zestawie znajdują się dysze o różnych średnicach. Bierzemy wymagane dysze (jedna do złączki i jedna do rury) i mocujemy je po obu stronach urządzenia.
7. Ustaw temperaturę na 260°.
8. Jak tylko zgasną światła (oznacza to, że urządzenie wystarczająco się nagrzało) można przystąpić do pracy. Średni czas nagrzewania to 2-3 minuty.
9. Zakładamy gorące dysze (są dwie) złączkę i rurkę do znaku ołówka. Zbyt duży nacisk na części, które mają być spawane lub obracane, nie powinien być.
 Zgrzewarka doczołowa. Kształtkę i rurę nakłada się na gorące dysze
Zgrzewarka doczołowa. Kształtkę i rurę nakłada się na gorące dysze
10. Liczymy wyznaczoną ilość czasu. Czas nagrzewania jest zawsze podany w instrukcji. Na przykład dla rury 25 mm jest to dokładnie 7 sekund).
 Czas nagrzewania urządzenia zależny jest od średnicy rury
Czas nagrzewania urządzenia zależny jest od średnicy rury
11. Szybko i dokładnie wyjmij rozgrzane części, lekko przytrzymując spawarkę.
12. Łączymy je ze sobą. Niedopuszczalny jest również nadmierny nacisk na nie lub rotacja.
13. Czekamy kilka sekund.
14. Jeśli zrobiliśmy wszystko dobrze, otrzymamy idealnie równe, jednorodne połączenie.
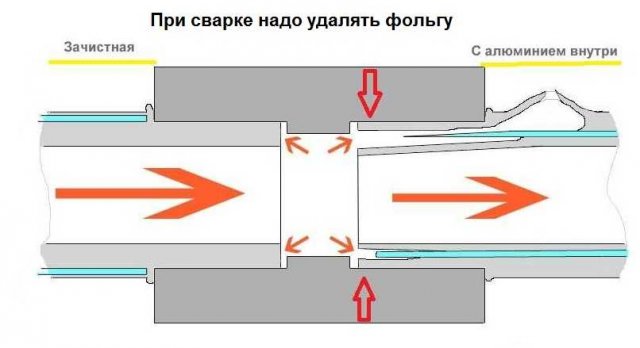
Wzmocnioną warstwę na segmencie połączenia należy usunąć, w przeciwnym razie połączenie będzie niejednorodne i kruche;
Kupując urządzenie, nie trzeba wydawać dodatkowych pieniędzy i kupować modelu z termostatem, ponieważ potrzebujemy jednego reżimu temperaturowego 260 ° C; korzystanie z innych trybów może skutkować słabym połączeniem;
Woda musi swobodnie przepływać przez rury; aby w miejscu lutowania nie tworzyła się przeszkoda w postaci zamarzniętego plastiku, podczas łączenia nie należy wywierać zbyt dużego nacisku na stopione części; jednak niedopuszczalne jest również niskie ciśnienie - długość połączenia do niezawodnego mocowania nie wystarczy; może to prowadzić do powstawania turbulencji i spadku ciśnienia w układzie;
Podstawowa zasada takiego lutowania to: złączkę najpierw nakłada się na dyszę, a dopiero potem na rurę; odliczanie rozpoczyna się, gdy obie części znajdują się na urządzeniu;
Polipropylen zatrzymuje się w 4-8 sekund, ale nie należy go od razu odpuszczać - aby całkowicie zamarzł, trzeba odczekać 20-30 sekund;
Części podczas chłodzenia muszą być nieruchome, najmniejsze przesunięcie może przerwać szczelność połączenia; dlatego przed rozpoczęciem lutowania lepiej przygotować specjalne zaciski do ich mocowania; możesz zrobić je z dowolnego pręta drewna lub mocnego drutu;
Chłodzenie powstałego węzła wodą lub strumieniem zimnego powietrza jest zabronione - połączenie będzie delikatne;
Nie nagrzewaj rury i kształtki dłużej niż wyznaczony czas - polipropylen odkształci się; przy krótszym czasie na ogrzewanie połączenie części będzie trudne;
Przy prawidłowym spawaniu część plastiku powinna tworzyć lekki napływ na rękaw;
Możesz sprawdzić jakość swojej pracy, przecinając połączoną sekcję na pół; powinieneś zobaczyć na skrzyżowaniu równe monolityczne połączenie bez deformacji i pustek.
Kanalizacja z rur PP
Jak wspomniano wcześniej, rury polipropylenowe są obecnie aktywnie wykorzystywane w aranżacji. Procedura instalacji w tym przypadku ma swoje własne niuanse.

Kanalizacja wewnętrzna
Istnieje szereg zasad, których należy przestrzegać podczas instalowania kanalizacji w domu.
- Rurociąg układany jest pod kątem w kierunku pionu kanalizacyjnego (ok. 3 cm na metr bieżący).
- Jeżeli pomieszczenie nie jest ogrzewane, to rury są dodatkowo izolowane wełną mineralną.
- Nie wykonuj ostrych zakrętów pod kątem 90ᵒ, zamiast tego stosuje się tzw.
- Wentylacja typu wentylatorowego jest obowiązkowym elementem systemu kanalizacyjnego, który zapobiegnie przedostawaniu się nieprzyjemnego zapachu do domu.
- Toaleta jest podłączona dopiero za zlewem, w przeciwnym razie pęknie uszczelnienie wodne.
Kanalizacja zewnętrzna

Krok pierwszy.
Średnica rur jest określana w zależności głównie od liczby osób mieszkających w domu.
Krok drugi.
Od pionu kanalizacyjnego do szamba lub szamba wykopany jest rów. Jednocześnie obserwuje się spadek w zależności od linii przemarzania gruntu lub izolację rurociągu wełną mineralną.


Krok trzeci.
Dno pokryte jest „poduszką” z piasku. Jego grubość powinna wynosić co najmniej 20 cm.
Krok czwarty.
Rurociąg jest układany
Ważne jest, aby uniknąć ewentualnego zwisania, w przeciwnym razie połączenia wkrótce się zawalą.
Wiercenie odbywa się za pomocą stalowej końcówki w kształcie stożka. Podobna technologia stosowana jest przy budowie:
Wiercenie poziome wykopu pod rurociąg odbywa się za pomocą specjalnego sprzętu z pompami ciśnieniowymi. Wiercenie odbywa się za pomocą stalowej końcówki w kształcie stożka. Podobna technologia stosowana jest przy budowie:
- drogi samochodowe i kolejowe;
- rurociągi do piwnic;
- autostrady do studni czynnych.
Samodzielna instalacja rurociągu PP pomoże dużo zaoszczędzić, ale tylko wtedy, gdy zostanie wykonana poprawnie.
Produkty wykonane z polipropylenu są z reguły stosowane przy tworzeniu systemów odwadniających i nawadniających, a także przy układaniu systemu zaopatrzenia w wodę lub układaniu systemu grzewczego. Polipropylen należy do klasy poliolefin, co oznacza, że wszystkie produkty wykonane z tego materiału wyróżniają się wysokim stopniem bezpieczeństwa środowiskowego.
Ponadto polipropylenowe systemy odwadniające mogą wytrzymać bardzo długo, a koszt ich eksploatacji będzie minimalny. Jednak pracując z takimi produktami, musisz wiedzieć jak spawać rury polipropylenowe w taki sposób, aby uniknąć ich deformacji
i zapobiegać wyciekom.
Spawanie DIY
Prace należy wykonywać w dobrze wentylowanym pomieszczeniu. Polipropylen po podgrzaniu może uwalniać substancje toksyczne, które mogą być szkodliwe dla zdrowia, powodując zatrucie.
Instrukcje krok po kroku dotyczące spawania:
- Najpierw na lutownicy instalowana jest niezbędna dysza o odpowiednim rozmiarze;
- Aby stopić polipropylen, należy osiągnąć temperaturę 260 stopni;
- Przygotuj części do podłączenia, przeprowadź ich czyszczenie i właściwe umieszczenie;
- Następnie lutownica jest uruchamiana;
- Należy odczekać wymagany czas na nagrzanie, o czym informuje zielony kolor czujnika.
 Podczas lutowania lepiej ustawić urządzenie w taki sposób, aby stało stabilnie
Podczas lutowania lepiej ustawić urządzenie w taki sposób, aby stało stabilnie
Następnie rura i kształtka są jednocześnie nakładane na półfabrykat i lutownicę. Rura jest wkładana do półfabrykatu. Okucie umieszczone jest na zewnątrz. Jest wciskany do końca, a rura jest wciskana do gotowego znaku. Najważniejsze jest, aby zachować właściwy czas.
Jeśli narzędzie źle się nagrzeje, poziom dyfuzji będzie niewielki, co naruszy jakość stopu. Wysoka temperatura doprowadzi do przegrzania części. Optymalny czas zależy od średnicy rury i kształtek.
Po podgrzaniu ważne jest, aby natychmiast zadokować. Główną zasadą postępowania jest zgodność z tolerancją
Pierwsze kilka sekund pozwala na korektę, ale skręcanie nie jest dozwolone. Jednocześnie należy się nie spieszyć i nie ciągnąć, trzymając się złotego środka.
Etap trzeci. Instalacja rurociągowa
Podczas układania autostrady będziesz potrzebować:
- Rury;
- trójniki;
- Zawory kulowe;
- buble;
- adaptery;
- zakręty;
- złącza;
- odłączane elementy łączące;
- złączki gwintowane;
- plastikowe zaciski.
Przede wszystkim przeprowadza się instalację głównych elementów systemu (hydraulika, grzejniki, kotły itp.), Po czym zgodnie z opracowanym projektem zaznacza się przyszłą autostradę. Elementy rurociągu są ze sobą połączone za pomocą złączek.
Jeśli mówimy o ogrzewaniu lub ciepłej wodzie, bierze się pod uwagę rozszerzalność cieplną. Aby zrekompensować to drugie, pożądane jest korzystanie z połączeń mobilnych. Podczas instalowania zamkniętego rurociągu najpierw wykopuje się ściany (w odpowiednich miejscach wykonuje się rowek o szerokości dwóch średnic rur).
Rurociąg można napełnić cieczą dopiero po upływie godziny od zakończenia instalacji. Test hydrauliczny można przeprowadzić dopiero po dobie.


Dlaczego polipropylen
Obecnie producenci rur oferują szeroką gamę produktów do układania systemów wodociągowych, kanalizacyjnych lub grzewczych. Możesz kupić rury metalowo-plastikowe, metalowe lub polipropylenowe. Obecnie coraz większa liczba konsumentów woli wybierać rury polipropylenowe, które mają wiele zalet:
- nie korodują;
- łatwe do zainstalowania;
- nie wymagają ciągłej naprawy;
- trwałe i niezawodne w działaniu;
- można układać wewnątrz ściany lub podłogi;
- są znacznie tańsze niż rury metalowe.
Rury z polipropylenu mogą być stosowane do instalacji systemów grzewczych, do rur wodociągowych i kanalizacyjnych.
Które rury są dla Ciebie odpowiednie
Aby wybrać rury polipropylenowe, musisz wiedzieć:
- warunki, w jakich rury będą eksploatowane;
- ciśnienie płynu w układzie i jego temperatura;
- wymagana przepustowość produktu, która określa średnicę roboczą.
Rury polipropylenowe mają specjalne oznaczenie w zależności od przeznaczenia produktu.
- PPH
- wentylacja, zaopatrzenie w zimną wodę. - PPB
– systemy zaopatrzenia w zimną wodę, ogrzewania. - PPR
– systemy zaopatrzenia w ciepłą i zimną wodę, ogrzewanie.
Rury z oznaczeniem PPR
- są uniwersalne. Dlatego są najbardziej poszukiwane. Są wysoce odporne zarówno na wysokie jak i ujemne temperatury.
Scena pierwsza. Przygotowanie projektu
Prace instalacyjne należy rozpocząć od zaprojektowania przyszłej autostrady. Ważnym kryterium jest tutaj ergonomia, dzięki której liczba zwojów i elementów łączących powinna być ograniczona do minimum.

Przy aranżacji systemu grzewczego szczególnie ważny jest dobrze zaprojektowany projekt, w którym umiejscowienie takich elementów jak:
- złącza;
- adaptery;
- zapięcia;
- rogi;
- sprzęt grzewczy.
Linia jest podłączona do grzejników w sposób jedno- lub dwururowy, z boku lub od dołu.

Instalacja wodociągowa

Tutaj autostrada jest połączona ze scentralizowanym systemem w celu dostarczenia niezbędnej armatury wodociągowej - muszli klozetowej, zlewów, bojlera itp. Okablowanie można wykonać na dwa sposoby.
Metoda numer 1.
Otwórz opcję. Rury poziome są instalowane nieco powyżej poziomu podłogi, a rury pionowe są instalowane wyłącznie w narożach. Wszystko to sprawia, że rurociąg jest mniej zauważalny.
Metoda numer 2.
Zamknięta opcja. Jest to niezwykle trudne do wykonania, ponieważ wiąże się z wstępnym wykonaniem najdokładniejszych obliczeń. Rury (koniecznie solidne) są zamurowane w ścianach, a do każdego złącza powinien być swobodny dostęp.

Ponadto hydraulika może być:
- typ sekwencyjny (najbardziej budżetowa i najłatwiejsza do wdrożenia opcja);
- typ kolektora (kolektor jest używany podczas dostarczania wody);
- z gniazdami przelotowymi (mało popularne).
Etapy pracy procesu spawania
Po zmierzeniu wymaganej długości rury zaznacz na niej znacznik. Za pomocą obcinaka do rur lub nożyczek odetnij produkt pod kątem 90º do osi. Narzędzie musi być wystarczająco ostre, aby rura się nie odkształciła.

Rura jest przecięta pod kątem 90º do osi
Krawędź wzmocnionego produktu należy oczyścić, pozbywając się wierzchniej warstwy i folii. Bez tego etapu folia aluminiowa, która jest częścią rur, będzie miała kontakt z cieczą podczas pracy. W rezultacie korozja wzmocnionej warstwy doprowadzi do naruszenia integralności szwu. Takie połączenie będzie z czasem przeciekać.

Krawędź wzmocnionych rur jest czyszczona
W przypadku produktów niezbrojonych na końcu rury wskazana jest głębokość spawania, skupiając się na długości tulei kształtki. Kolejnym ważnym punktem w przygotowaniu rur do spawania jest odtłuszczenie powierzchni. Traktowanie połączenia alkoholem zapewni bardziej niezawodny kontakt części.
Przygotowanie spawarki
Przed spawaniem rur z tworzyw sztucznych konieczne jest przygotowanie zgrzewarki. Urządzenie podręczne jest zamocowane na płaskiej powierzchni. Części maszyny muszą być czyste i wolne od wad. Wyczyść je szmatką nasączoną alkoholem. Elementy grzejne są włączane, gdy narzędzie jest wyłączone. Trzpień służy do zgrzewania złączki, tuleja do zgrzewania rury.

Czas nagrzewania części do spawania określa się zgodnie z tabelą
Następnie urządzenie jest połączone z siecią. Jednocześnie powinny zaświecić się wskaźniki umieszczone na korpusie urządzenia. Jeden z nich sygnalizuje, że urządzenie jest podłączone do sieci. Drugi po osiągnięciu wymaganej temperatury grzania powinien zgasnąć. Po zgaśnięciu wskaźnika pożądane jest, aby minęło pięć minut i dopiero wtedy rozpoczęto proces spawania. Czas ten zależy od temperatury otoczenia i trwa od 10 minut do pół godziny.
Jaki jest proces spawania?
Po podgrzaniu aparatu nałożyć złączkę na trzpień i włożyć rurę do tulei. Odbywa się to w tym samym czasie i przy niewielkim wysiłku.

Po nagrzaniu urządzenia założyć złączkę na trzpień i włożyć rurę do tulei
Aby wiedzieć, jak prawidłowo spawać rury polipropylenowe, należy wziąć pod uwagę czas nagrzewania. Właściwy okres pozwoli na rozgrzanie części do wymaganej temperatury i nie stopienie. To zależy od średnicy rury.
Po upływie wymaganego czasu części są wyjmowane z aparatu i łączone. W takim przypadku rura musi wejść do złączki ściśle do znaku. Podczas tego procesu zabrania się obracania części wzdłuż osi.

W trakcie łączenia części zabrania się obracania produktów wzdłuż osi
Po połączeniu części mechaniczne uderzenie w szew nie jest dozwolone, dopóki całkowicie nie ostygnie. Z zastrzeżeniem technologii, rezultatem powinien być mocny i szczelny szew.
Artykuł zawiera niezbędne zalecenia dotyczące prawidłowego spawania rur, wraz ze szczegółowym opisem każdego etapu. Wprowadzając te wskazówki w życie, możesz samodzielnie prowadzić rurociąg do zaopatrzenia w wodę lub ogrzewania. Najważniejsze jest, aby wybrać odpowiednie rury i postępować zgodnie z technologią procesu. Tylko wtedy rurociąg polipropylenowy będzie służył długo i nieprzerwanie.
Żeliwo od dawna nie było stosowane w nowoczesnych systemach wodociągowych i grzewczych. Został on zastąpiony lekkim, łatwym w montażu i niekorozyjnym tworzywem sztucznym. Dzisiaj porozmawiamy o spawaniu rur polipropylenowych własnymi rękami dla początkujących - główne etapy tego procesu i jego zawiłości.
Dlaczego polipropylen jest lepszy do spawania niż metal?
Różnorodność kolanek i kształtek oraz kolanek profilowych i okrągłych wykonanych z polipropylenu cieszy się zasłużoną popularnością, ponieważ:
- Po prawidłowym spawaniu tworzą monolityczne części, które mogą przetrwać ponad pięćdziesiąt lat.
- Podczas pracy nie zmniejszają swojej przepustowości.
- Charakteryzują się bardzo wysoką odpornością na różne chemię gospodarczą.
- Koszt takich produktów jest kilkakrotnie niższy niż koszt podobnych produktów wykonanych z metalu.
Ponadto, jeśli produkt zostanie odpowiednio dobrany, a spawanie wykonane z wysoką jakością, możemy powiedzieć, że rury polipropylenowe w wielu przypadkach są po prostu idealnym elementem odpowiedniego systemu, w tym.