Metoder för sammanfogning av polypropenrör
Om uppgiften är att utrusta uppvärmning med plaströr med liten diameter (upp till 63 mm), finns det i praktiken två sätt att ansluta sådana rör:
- sockelsvetsning - i det här fallet placeras en förexpanderad ände av röret i den andra;
- sockelsvetsning - här är ändarna av två element anslutna till varandra med hjälp av en koppling.
Vid sammanfogning av rör med stor diameter (från 63 mm) använder de sig av stumsvetsning. Denna installationsmetod kräver inte ytterligare anslutningselement, samtidigt som en utmärkt grad av rörfixering bibehålls. Beslag av lämplig storlek (hylssvetsning) kan också användas. I närvaro av rör med en diameter på 40 mm är det bekvämare att använda manuell svetsning, men större element sammanfogas vanligtvis med en speciell apparat som förinriktar sig.
Omedelbart innan installationen av värmesystemet påbörjas är det värt att återigen noga överväga hela processen med att montera rörledningen. Detta kommer att undvika oönskade nyanser vid drifttillfället som påverkar den slutliga monteringskvaliteten för värmesystemet.
Schema för processen att ansluta polypropenrör
Här skisserar vi huvudnyanserna för hur man ansluter plastvärmerör:
- Den optimala uppvärmningstiden för lödkolven är 5 sekunder.
- Den rekommenderade smälttemperaturen för polypropen är 270°C. Denna parameter kan uppnås med en speciell vippströmbrytare installerad på svetsmaskinen.
- Det bör noteras att tekniken för att sammanfoga rören i värmesystemet kommer att variera beroende på plats och säsong. Så under minusgrader eller när du installerar en värmestruktur utomhus, bör uppvärmningstiden för lödkolvsröret ökas något eller temperaturen bör höjas för att smälta polypropenprodukter.
- Vid sammanfogning av rör med större diameter kommer även materialets smälttid att öka något.
- Den rekommenderade tiden för att fästa element med stor diameter mellan sig efter uppvärmning är 30 sekunder eller mer.
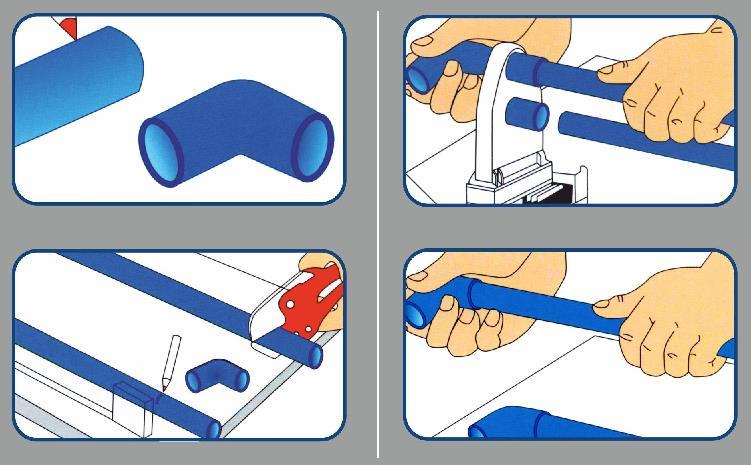
Därefter måste du överväga i detalj, faktiskt, tekniken för lödningsrör av polypropen:
- Efter att ha uppnått den erforderliga temperaturen, läggs och värms munstyckena på lödkolven för polypropenrör - för de yttre och inre dimensionerna av rörens tvärsnitt - samtidigt på och värms av de anslutande delarna (koppling, rör).
- I ögonblicket för uppvärmningsprocessen bildas "flares" på värmeelementen.
- Som ett resultat av uppvärmningsprocessen avlägsnas båda delarna från munstyckena och dockas med varandra genom ett jämnt lätt tryck på dem från båda sidor mot varandra och fixeras i detta läge. Alla rotationer och onödiga rörelser under anslutningen av elementen är oacceptabla, eftersom detta kan störa den resulterande sömmen.
- De anslutna elementen bör hållas i 30 sekunder för en mer tillförlitlig vidhäftning av värmesystemets delar. Det måste tilläggas att fälgen måste vara jämn längs hela längden av anslutningen.
Efter fullständig kylning är de anslutna delarna redo att användas.
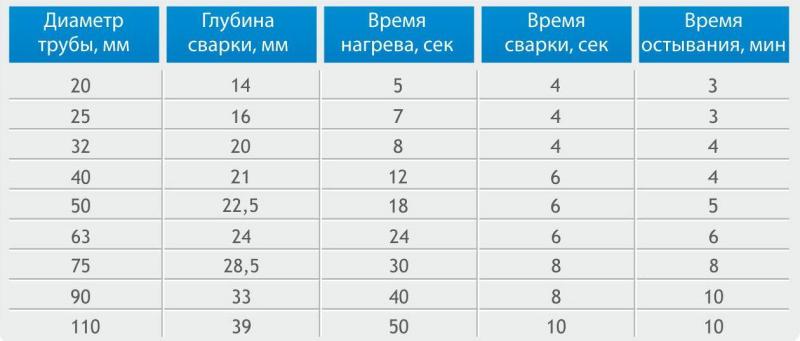
Svetsprocessparametrar
Sätt att sammanfoga rör av metall-plast och PEX-rör
Metall-plastelement och PEX-rör sammanfogas ofta med samma metod. Här kommer vi att beskriva i detalj tekniken för att installera ett värmerör från ovanstående material.
Anslutningen av metall-plaströr utförs på två sätt:
- använda kompressionskopplingar;
- med hjälp av presskopplingar (tryckprovning av värmerör).
Rörkoppling med klämkopplingar
Denna typ av passform är mer bekväm att använda. Kompressionskopplingar kan också användas för att montera kallvattenförsörjningssystem. Installation av en rörledning som leder varmvatten utförs även av byggare med hjälp av nämnda beslag.
Vid montering av ovan nämnda rörledningar behövs ingen speciell utrustning för att sy metall-plast och polypropen. För att koppla ihop rörens delar behöver du bara ett par skiftnycklar och en beskärssax.
Värmeelementen är anslutna enligt följande handlingsalgoritm:
- Inledningsvis placeras en kompressionsmutter på änden av röret från dockningssidan.
- Därefter ska en ring av delad typ sättas på bakom muttern, medan kanten på ringen måste placeras på ett avstånd av 1 mm i förhållande till rörsnittet.
- Därefter skjuts röret upp till stopp och fixeras på beslagsbeslaget. I detta fall krävs inte avfasning av röret.
- Crimpmuttern installeras med skiftnycklar.

Kompressionsmonteringsdelar och monteringsprocedur
När du drar åt muttern rekommenderas det inte att applicera överdriven kraft, eftersom det är stor sannolikhet att skära av röret.
Dockning av rör med presskopplingar
Pressdelar för metall-plaströr, såväl som tvärbunden polypropen, gör det möjligt att på ett tillförlitligt sätt ansluta delar av värmesystemet. Tyvärr kan en sådan konstruktion inte skiljas åt i framtiden. För att utföra installationen på detta sätt måste du använda ett speciellt pressverktyg.
För att ansluta de tidigare nämnda värmeelementen med hjälp av beslag, bör du följa följande instruktioner:
- En klämgängad hylsa måste sättas på änden av röret.
- Därefter placeras en expander med önskat tvärsnitt i röret tills det tar stopp.
- Handtagen på expandern är långsamt anslutna till varandra och fixerade i detta läge under en kort tid.
- Monteringsnippeln sätts in i röret. På grund av sin unika molekylära sammansättning kommer rören att krympa, vilket hjälper till att tätt fixera beslaget till röret.
- Röret pressas fast på kopplingen med en manuell eller hydraulisk press.

Pressning med ett specialverktyg
Funktioner för installation av polypropenrör
Installation av extra utrustning
Vid installation av polypropenrör är det nödvändigt att ta hänsyn till den termiska expansionsfaktorn
Detta är viktigt på värmesystem och varmvattenledningar. För att göra detta är det nödvändigt att installera kompensatorer på propenrör.
Kompensatorernas huvudfunktioner:
- Absorption av temperaturförändringar och kraftiga tryckstötar i värme- och vattenförsörjningssystemet.
- Upprätthålla integriteten för hela systemet.
- Öka tillförlitligheten hos plaströrledningen.
Du kan också skilja mellan kompensatorer genom vilket material de är gjorda av.
Du kan använda metallexpansionsfogar, de är:
- axialbälgkompensatorer KSO;
- kompensatorer bälg överspänningsavledare;
- skjuvkompensatorer (KSS);
- roterande kompensatorer (KSP);
- universella kompensatorer (KSU).
Universal expansionsfogar installeras vanligtvis på små strukturer.
Det finns enheter med en flexibel anslutning gjord av elastiska material. De vanligaste är U- och L-formade strukturer, samt ögleformade kompensatorer och "ormar".

Kompensatorer: ögleformade (vänster) och U-formade (höger)
Gängad anslutning med metallrör (amerikanska)
Anslutningen av plaströr med den gängade metoden ger inte en stor anslutningsstyrka. I det här fallet ger svetsning av element i denna design större täthet. Om det är omöjligt att undvika en gängad anslutning av någon anledning, är amerikanska kvinnor för polypropenrör ganska lämpliga.
Detta är en speciell löstagbar kombinerad beslag, som har en metallgänga på ena sidan och en polypropenbas på den andra. Å ena sidan kommer det att skruvas till metallen, och å andra sidan kommer det att svetsas till plasten.
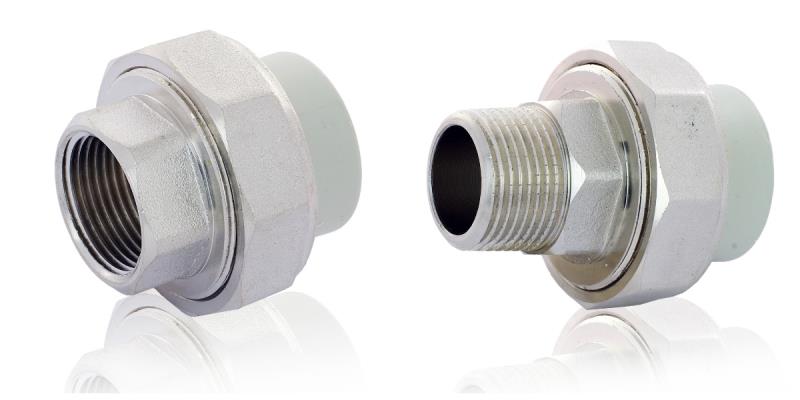
American kan användas flera gånger
Användning av flänsar
En sådan anslutning görs med hjälp av adapterbussningar svetsade till ändarna, eller kapstålflänsar (profil och slät) med en gänga på ena sidan. De installeras utan svetsning. Av fördelarna finns en hög tillförlitlighet hos fogar som tål höga temperaturer och tryck upp till 16 atm. Anslutningen kan göras på en rörledning med olika diametrar från 2 till 120 cm.
Dockning börjar med att man drar i flänsen på röret och sätter på en gummipackning. Den installeras på ett avstånd av högst 10 mm från änden. Flänsen flyttas till packningen, ett annat rör förbereds på samma sätt
Bultarna dras åt försiktigt så att plasten inte spricker.
 Flänsanslutning av plaströr
Flänsanslutning av plaströr
Svetsning av ett polypropenrör med kopplingar
Huvudstadier:
- förberedelse av det nödvändiga verktyget.
- pipeline planering.
- rörskärning.
- svetsning av rör och rördelar.
Beslag och tillbehör fästs vanligtvis på plaströr genom svetsning. Detta kommer att kräva en speciell lödkolv med flera munstycken som är lämpliga i storlek för diametern på röret och rördelar. Innan du börjar svetsa, kommer det att vara nödvändigt att rengöra området där beslaget kommer in i det. För att göra detta tas aluminiumfolien bort om ett rör med aluminiumskikt används.
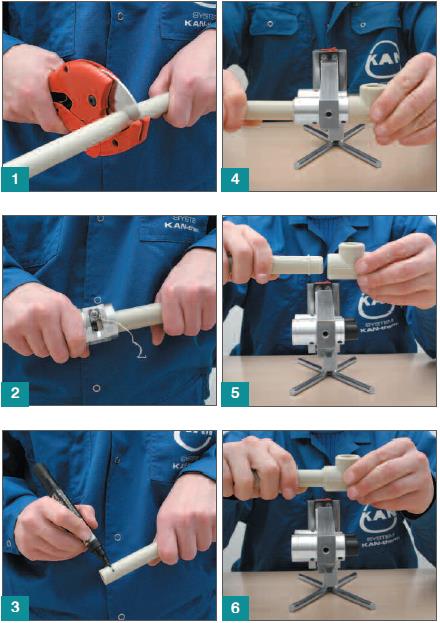
Lödning av ett polypropenrör med koppling
Därefter värms beslagen för polypropenrör och själva röret jämnt upp med en lödkolv med ett lämpligt munstycke och ansluts till varandra.
Vid limning av rördelar och rördelar ska rotation av delarna undvikas. Lödningen av elementen måste vara säkert fixerad vid tidpunkten för kylning. Annars kommer anslutningen inte att vara tät och kommer att läcka under drift.
Med en kombinerad anslutning med ett vattenrör av metall kommer en annan anslutningsmetod att krävas, inklusive både svetsning och en gängad anslutning. Vanligtvis krävs en sådan kombinerad anslutning vid anslutning av VVS-utrustning.
Först och främst, innan du börjar arbeta, stäng av stigarna och dränera vattnet i systemet. Därefter demonteras den gamla vattenförsörjningen.
För att påskynda demonteringen av den gamla vattenförsörjningen kan du helt enkelt använda kvarnen - skär de gamla metallrören i bitar.
Lödprocessen visas i detalj i videon nedan.
Efter att demonteringsarbetet är klart är det nödvändigt att ta bort de gamla ventilerna, rengöra den del av vattenförsörjningsledningen som leder till stigaren med en kabel och fortsätta med installationen av en ny ventil. Detta kommer att hjälpa till att undvika en blockering i vattenförsörjningen på denna gamla del av vattenförsörjningen.
Före installationen är det nödvändigt att sätta filtret på mixern. Detta kommer att förlänga livslängden för tvättmaskinen, som kan anslutas till vattenförsörjningssystemet på denna plats.
Efter allt detta kan du installera en kombinerad beslag. Den gängade metalldelen är fäst vid mixern, och plastdelen är svetsad till rören.
Svetsning och montering av en separat del av rörsystemet
Vid lödning av en vattenledning gjord av polypropen försöker de alltid installera enskilda sektioner av vattenförsörjningen på en plats med ett stort ledigt utrymme och på en bekväm höjd. För att göra detta behöver du grundläggande verktyg, en linjeritning och rätt arbetsordning.
Vanligtvis är den svåraste sidan att löda på väggen med två hörnbeslag, så den svetsas först och fixeras med clips eller plugghylsor. Därefter, från hörnbeslagen, utförs ytterligare installation av linjesektionerna, och fortsätter till lödningsarbeten direkt nära väggarna.För att underlätta installationen är det nödvändigt att i förväg tillhandahålla en plats för att installera lödkolven på ett stativ eller organisera dess upphängning.

