Vilka elektroder för att svetsa ett 2 mm profilrör.
När du väljer elektroder för elektrisk svetsning styrs de av tjockleken på arbetsstyckena, som är direkt relaterad till deras diameter.
Nödvändiga data kan erhållas från tabellerna på förpackningen eller bestämma måtten själv, givet att elektrodens diameter ungefär motsvarar väggtjockleken vid värden som inte överstiger 4 mm.
Val av svetsläge och typ av elektroder
Strömmen som passerar genom elektroderna är direkt relaterad till deras diameter, dess värde anges vanligtvis på förpackningen. Dessutom kan dess värde ställas in från tabeller eller ungefär bestämmas genom beräkningar, baserat på det faktum att 1 mm. elektrodtjocklek kräver en ström på 30 ampere.
Det finns fyra huvudtyper av elektroder beroende på beläggningsmaterialet:
- Sur (A). De kännetecknas av ett högt innehåll av järn och mangan, metallelektroden passerar in i sömmen i form av små droppar med bildandet av ett vätskebad, när den stelnar separeras slaggen lätt. Vid arbete leder för hög bågtemperatur till underskärningar, sömmen är mycket benägen för sprickor - detta begränsar användningen av denna typ.
- Cellulosa (C). Förutom cellulosa innehåller kompositionen ferromanganmalmer och talk, som helt brinner ut vid upphettning och bildar en skyddande gas, medan sömmen inte har en slaggbeläggning. Elektroden går in i sömmen med medelstora och stora droppar och bildar en grov ojämn struktur med många stänk.
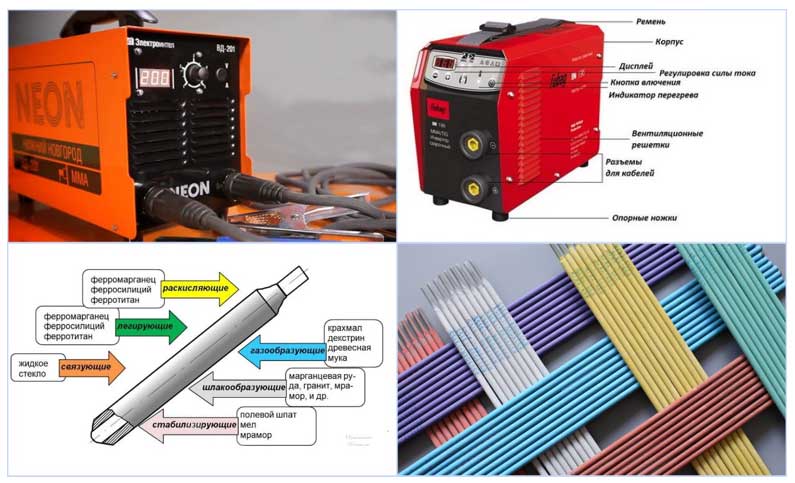
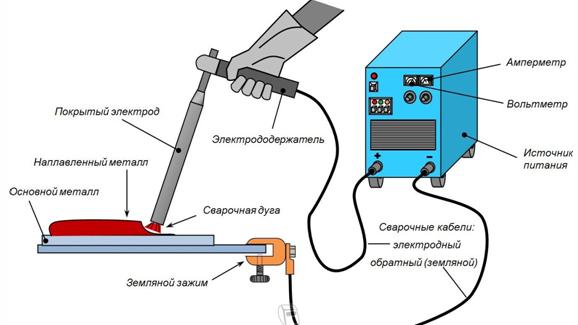
Ris. 10 Utseendet på ljusbågsapparaten och elektroden
Rutil (P). Beläggningen består huvudsakligen av titandioxid eller ilmenit, elektrodmetallen passerar in i svetsbadet med medelstora och små droppar med en liten mängd stänk och bildandet av en jämn, högkvalitativ söm. Slaggbeläggningen har en porös struktur och separeras lätt från skarven.
För elektrisk svetsning av lågkolhaltiga stållegeringar, av vilka formade rör tillverkas, används oftast bra elektroder av märkena UONI-13/55, MP-3, ANO-4, OK 63.34 kan användas för svetsning av rostfritt stål.

Fig.11 Svetsning av tunnväggiga rör
Förberedelse för arbete
Anslutningen av profilrör utan svetsning utförs huvudsakligen med hjälp av specialiserade klämmor och bultar. Med tiden lossnar fästelementen, så när du tar hand om produkten är det nödvändigt att ständigt kontrollera strukturens styrka. För att minska problem under drift, används svetsning för att montera strukturen.
För att få en stark svets är det nödvändigt att förbereda rörets yta. För detta:
rörsektioner skärs till önskad längd;

Använda en kvarn för att skära rör
Det rekommenderas att skära rör med specialverktyg, till exempel en bågfil, vilket gör att du kan göra snittet så jämnt som möjligt.
- om det är nödvändigt att ansluta elementen i en vinkel, anpassas rören noggrant till varandra så att mellanrummen är så små som möjligt. Detta kommer att öka kvaliteten på svetsen och, som ett resultat, tillförlitligheten hos den färdiga produkten;
- ställena där svetsen ska placeras rengörs från rost, grader och andra främmande avlagringar. Varje inneslutning påverkar sömmens styrka negativt. Rengöring kan göras med en enkel metallborste eller specialutrustning, såsom en kvarn.

Ytförberedelse före svetsning
Bågsvetsning
Manuell bågsvetsning används ofta i alla sektorer av den nationella ekonomin och i vardagen för att sammanfoga delar av metallstrukturer. Dess utmärkande egenskaper i jämförelse med andra typer av svetsfogar är:
- Den relativt låga kostnaden för svetsmaskinen och förbrukningsvaror, som är elektroderna.
- Att erhålla högkvalitativa svetsfogar av vanliga metallkvaliteter, inklusive rostfria legeringar.
- Möjligheten att utföra svetsarbete på många svåråtkomliga platser - detta underlättas av den låga vikten och lättheten att ansluta utrustningen till el.

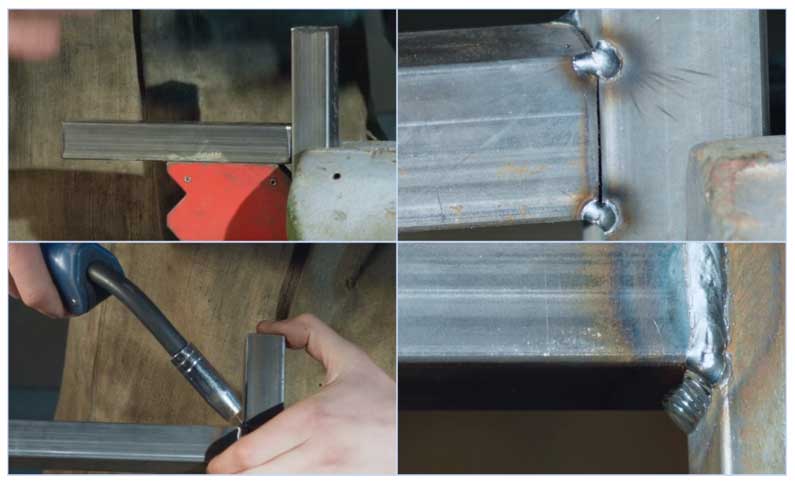
Ris. 7 Svetsning av ett tunt profilrör - typ av sömmar
Att utföra arbete med elektrisk bågsvetsning består av följande steg:
- Ändarna på rören är förberedda för svetsning, för detta rengörs de från rost, varefter ämnena ställs in på erforderligt avstånd för att fylla sömmen med metall från den smälta elektroden, ofta används speciella anordningar för detta.
- Svetsmaskinen slås på, ställer in den erforderliga strömmen enligt den inbyggda indikatorn, elektroden sätts in i hållaren som är ansluten till svetsmaskinen, den andra änden är fixerad på röret.
- Placeringen av delarna som ska svetsas i förhållande till varandra fixeras genom punktsvetsning (stift), varefter elektrisk svetsning utförs med skyddskläder, en mask och handskar från svetsaren.
- I slutet av arbetet slås skalan ner och sömmen rengörs med en metallborste.
Halvautomatisk metallinertgassvetsning (MIG)
Tack vare modern teknik har det blivit möjligt att svetsa profilprodukter på det enklaste sättet i hushållsförhållanden, vilket inte kräver mycket erfarenhet och många års utbildning som svetsare.
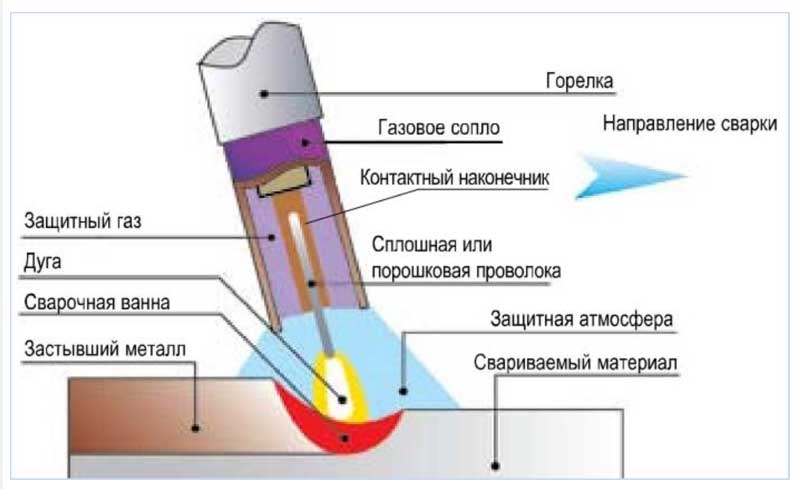
Ris. 8 Hur MIG fungerar
Halvautomatisk inertgassvetsning (MIG) är ett evolutionärt steg i utvecklingen av konventionell bågsvetsning, i jämförelse med vilken den har följande fördelar:
- Istället för en elektrod matas en speciell tråd med en diameter på 0,6 till 1,2 mm automatiskt in i svetsbadet genom brännaren, lindas till rullar - detta automatiserar processen och minskar tiden för att byta elektroder.
- Tillsammans med tråden tillförs en inert gas (vanligtvis en blandning av koldioxid och argon) till brännaren genom svetshylsan - detta förhindrar slaggbildning och förbättrar svetskvaliteten.
Tack vare denna teknik har halvautomatisk svetsning följande fördelar jämfört med elektriska ljusbågssvetsmaskiner:
- Gör att du kan svetsa tunna arbetsstycken med en tjocklek på 0,5 mm.
- Kokar stål, rostfritt stål, gjutjärn, aluminium och icke-järnmetaller.
- När man utför arbete finns det ingen slagg och det finns praktiskt taget ingen rök - detta är mindre skadligt för hälsan, förbättrar kvaliteten på sömmen jämfört med elektriska bågemetoder.
Nackdelarna med MIG inkluderar skrymmande (en massiv gasflaska och ett trådförsörjningssystem till brännaren krävs) och omöjligheten att arbeta i starka vindar som blåser gas ut ur svetszonen.
Ris. 9 Svetsning av tunnväggiga profilrör i inertgasmiljö
Svetsteknik
Svetsning av en ram från ett profilrör kan utföras av någon av följande typer:
- gas;
- elektrisk ljusbåge.
Gassvetsning
Gassvetsning produceras genom att smälta metallen och fylla det tomma utrymmet med en tillsats.
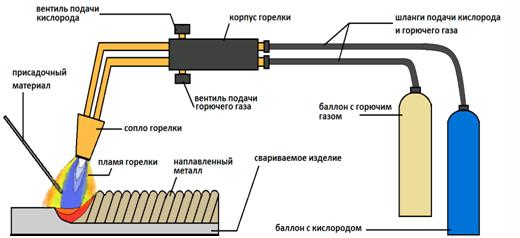
Gassvetsteknik
För gassvetsning behöver du:
- speciell svetsmaskin med en uppsättning spetsar för brännaren;
- cylinder med syre;
- en cylinder med brännbar gas (acetylen används oftast);
- tillsatstråd (det krävs att tråden är gjord av samma material som rören som svetsas);
- svetspulver (flux), vilket minskar metalloxidation och skyddar sömmen. Flussmedlet appliceras på rörets yta innan svetsningen börjar;
- delar av individuellt skydd av svetsaren (mask).
Vid gassvetsning är det nödvändigt att strikt observera säkerhetsåtgärder, eftersom de gaser som används är explosiva.
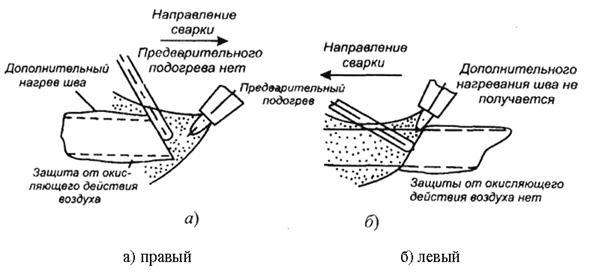
Anslutningen av rör med gassvetsning kan utföras på två sätt:
- från vänster till höger. Tillsatsen tillförs efter uppvärmning med en brännare, vilket tillåter svetsning av rör med en tjocklek på mer än 5 mm. Sömmen är inte riktigt jämn och kräver ytterligare förfining.På detta sätt svetsas porten från ett profilrör och andra tredimensionella strukturer;
- från höger till vänster. Tillsatsen matas framför brännaren, vilket gör att du får den mest jämna sömmen. Den används främst för rör som är mindre än 5 mm tjocka, såsom svetsprofilrör, trädgårdsbänk och så vidare.
Tillgängliga sätt att bilda en svets
Efter fullständig kylning rekommenderas sömmen att rengöras och skyddas mot korrosion.
Gassvetsning används för att ansluta profilrör gjorda av icke-järnmetaller (mässing, aluminium, koppar och så vidare).
Fördelarna med gassvetsning är:
- enkelhet. Svetsning av en struktur med en gasbrännare kräver inga speciella kunskaper och färdigheter;
- tillgänglighet. De nödvändiga komponenterna (gaserna) kan köpas utan större svårighet;
- inget behov av en kraftfull källa för elektrisk ström.
Bågsvetsning
Bågsvetsning används vid sammanfogning av profiler gjorda av järnmetaller, det vill säga stål.
Elektrisk bågsvetsning utförs med:
- svetsmaskin;
- elektroder.
Bågsvetsteknik
Valet av elektroder och den erforderliga strömmen för svetsning utförs på basis av tjockleken på profilrörets metall.
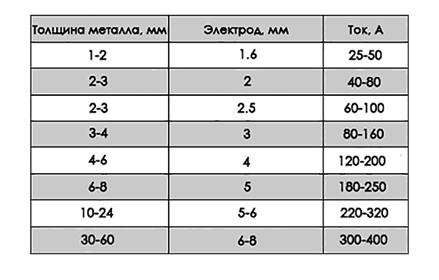
Tabell över förhållandet mellan metallen som ska svetsas och de använda elektroderna
Tabellen visar de rekommenderade elektrodparametrarna. För att säkerställa att elektroden väljs korrekt krävs det att man utför en testsöm på små rörsektioner.
Strömstyrkan påverkar också svetskvaliteten. För att göra sömmen så stark som möjligt är det nödvändigt att uppnå högsta möjliga strömstyrka.
Svetsning av ett profilrör med en växelriktare utförs i följande ordning:
- Svetsade sektioner av profilrör är säkert fixerade för att förhindra deras deformation och förskjutning. För att göra detta kan du använda både speciella enheter och improviserade verktyg;
- vid 4-5 punkter utförs punktsvetsning (klibbsvetsning), vilket gör det möjligt att föransluta delarna;

Det inledande skedet av strukturell svetsning
- riktigheten av designen kontrolleras. Om det behövs, med hjälp av en hammare, korrigeras defekter;
- skarven är slutligen svetsad. Samtidigt rekommenderas det att övervaka hastigheten på elektrodrörelsen så att metallen i rören hinner smälta helt och samtidigt inte sjunka in i profilen.
Profilrör med en tjocklek över 5 mm rekommenderas att svetsas i flera steg för att få en stark skarv. I detta fall utförs svetsning i motsatta riktningar i förhållande till varandra.
Efter avslutad svetsning måste strukturen kylas för att förhindra deformation av profilröret.
Den färdiga sömmen rengörs med specialverktyg, till exempel en vinkelslip.

Sömbearbetning med en borr
Svetsplatsen kräver högkvalitativt skydd mot miljöpåverkan, eftersom metall som utsätts för höga temperaturer rostar flera gånger snabbare.
Du kan lära dig mer om bågsvetsning genom att titta på videon.
Allt svetsarbete måste utföras med iakttagande av säkerhetsåtgärder och med hjälp av medel för att skydda svetsaren. Valet av svetsmetod beror på materialet från vilket profilrören är gjorda, samt på tillgänglig utrustning.

