Mga pamamaraan para sa pagsali sa mga polypropylene pipe
Kung ang gawain ay upang magbigay ng kagamitan sa pagpainit na may mga plastik na tubo ng maliit na diameter (hanggang sa 63 mm), sa pagsasagawa mayroong dalawang paraan upang ikonekta ang mga naturang tubo:
- socket welding - sa kasong ito, ang isang pre-expanded na dulo ng pipe ay inilalagay sa isa pa;
- socket welding - dito ang mga dulo ng dalawang elemento ay konektado sa bawat isa gamit ang isang pagkabit.
Sa kaso ng pagsali sa mga tubo na may malaking diameter (mula sa 63 mm), ginagamit nila ang paggamit ng butt welding. Ang paraan ng pag-install na ito ay hindi nangangailangan ng karagdagang mga elemento ng pagkonekta, habang pinapanatili ang isang mahusay na antas ng pag-aayos ng pipe. Maaari ding gamitin ang mga kabit na may angkop na sukat (sleeve welding). Sa pagkakaroon ng mga tubo na may diameter na 40 mm, mas maginhawang gumamit ng manu-manong hinang, ngunit ang mga mas malalaking elemento ay karaniwang pinagsama gamit ang isang espesyal na kagamitan na pre-align.
Kaagad bago simulan ang pag-install ng sistema ng pag-init, ito ay nagkakahalaga muli na maingat na isinasaalang-alang ang buong proseso ng pag-assemble ng pipeline. Maiiwasan nito ang mga hindi gustong mga nuances sa oras ng operasyon na nakakaapekto sa panghuling kalidad ng pagpupulong ng sistema ng pag-init.
Scheme ng proseso ng pagkonekta ng mga polypropylene pipe
Dito ay binabalangkas namin ang mga pangunahing nuances kung paano ikonekta ang mga plastic heating pipe:
- Ang pinakamainam na oras ng pag-init ng panghinang na bakal ay 5 segundo.
- Ang inirerekomendang temperatura ng pagkatunaw ng polypropylene ay 270°C. Ang parameter na ito ay maaaring makamit gamit ang isang espesyal na toggle switch na naka-install sa welding machine.
- Dapat tandaan na ang teknolohiya para sa pagsali sa mga tubo ng sistema ng pag-init ay mag-iiba depende sa lugar at panahon. Kaya, sa panahon ng sub-zero na temperatura o kapag nag-i-install ng heating structure sa labas, ang oras ng pag-init ng soldering iron pipe ay dapat bahagyang tumaas o ang temperatura ay dapat na itaas upang matunaw ang mga produktong polypropylene.
- Sa kaso ng pagsali sa mga tubo na may mas malaking diameter, ang oras ng pagkatunaw ng materyal ay tataas din nang bahagya.
- Ang inirerekumendang oras para sa pag-aayos ng malalaking diameter na mga elemento sa isa't isa pagkatapos ng pag-init ay 30 segundo o higit pa.
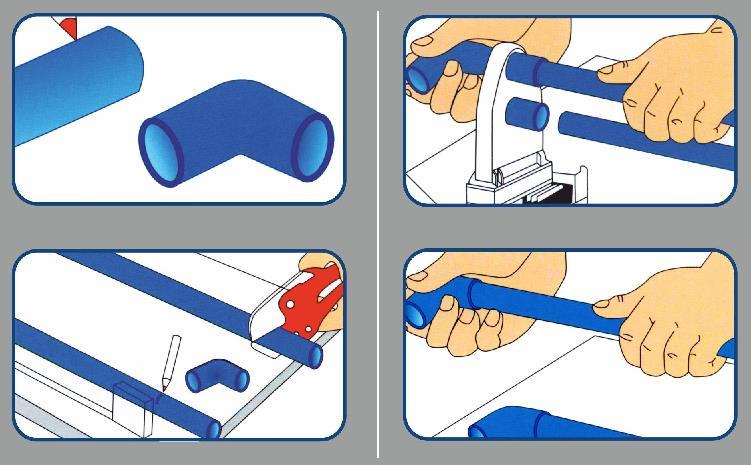
Susunod, kailangan mong isaalang-alang nang detalyado, sa katunayan, ang teknolohiya ng paghihinang mga tubo na gawa sa polypropylene:
- Matapos maabot ang kinakailangang temperatura, ang mga nozzle ng panghinang na bakal para sa mga polypropylene pipe - para sa panlabas at panloob na mga sukat ng cross section ng mga tubo - ay sabay na inilalagay at pinainit ng mga bahagi ng pagkonekta (pagkabit, tubo).
- Sa sandali ng proseso ng pag-init, ang "mga flares" ay nabuo sa mga elemento ng pag-init.
- Bilang resulta ng proseso ng pag-init, ang parehong mga bahagi ay tinanggal mula sa mga nozzle at naka-dock sa isa't isa sa pamamagitan ng pare-parehong banayad na presyon sa kanila mula sa magkabilang panig patungo sa isa't isa at pag-aayos sa posisyon na ito. Ang anumang mga pag-ikot at hindi kinakailangang paggalaw sa panahon ng koneksyon ng mga elemento ay hindi katanggap-tanggap, dahil ito ay maaaring makagambala sa resultang tahi.
- Ang mga konektadong elemento ay dapat na gaganapin sa loob ng 30 segundo para sa isang mas maaasahang pagdirikit ng mga bahagi ng sistema ng pag-init. Dapat itong idagdag na ang rim ay dapat na pantay sa buong haba ng koneksyon.
Pagkatapos ng kumpletong paglamig, ang mga konektadong bahagi ay handa nang gamitin.
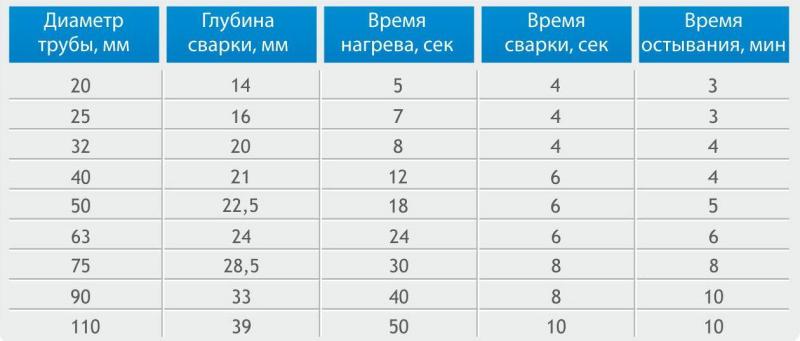
Mga parameter ng proseso ng welding
Mga paraan ng pagsali sa mga tubo na gawa sa metal-plastic at PEX-pipe
Ang mga elemento ng metal-plastic at PEX pipe ay madalas na pinagsama gamit ang parehong paraan. Dito ay ilalarawan namin nang detalyado ang teknolohiya ng pag-install ng heat pipe mula sa mga materyales sa itaas.
Ang koneksyon ng metal-plastic pipe ay isinasagawa sa dalawang paraan:
- gamit ang mga compression fitting;
- gamit ang mga press fitting (pagsusuri ng presyon ng mga tubo ng pag-init).
Koneksyon ng tubo na may mga compression fitting
Ang ganitong uri ng angkop ay mas maginhawang gamitin. Maaari ding gamitin ang mga compression fitting para mag-assemble ng mga sistema ng supply ng malamig na tubig. Ang pag-install ng isang pipeline na nagsasagawa ng mainit na tubig ay isinasagawa din ng mga tagabuo gamit ang nabanggit na mga kabit.
Kapag pinagsama ang mga nabanggit na pipelines, hindi na kailangan ng mga espesyal na kagamitan para sa pagtahi ng metal-plastic at polypropylene. Upang ikonekta ang mga bahagi ng mga tubo nang magkasama, kailangan mo lamang ng isang pares ng mga wrenches at pruning gunting.
Ang mga elemento ng pag-init ay konektado ayon sa sumusunod na algorithm ng mga aksyon:
- Sa una, ang isang compression nut ay inilalagay sa dulo ng pipe mula sa docking side.
- Susunod, ang isang split-type na singsing ay dapat ilagay sa likod ng nut, habang ang gilid ng singsing ay dapat ilagay sa layo na 1 mm na may kaugnayan sa pipe cut.
- Pagkatapos ay itinulak ang tubo hanggang sa stop at naayos sa fitting fitting. Sa kasong ito, hindi kinakailangan ang chamfering ng pipe.
- Ang crimp nut ay naka-install na may mga wrenches.

Mga Bahagi ng Compression Fitting at Pamamaraan ng Pagpupulong
Kapag pinipigilan ang nut, hindi inirerekomenda na mag-aplay ng labis na puwersa, dahil may mataas na posibilidad ng pagputol ng tubo.
Docking pipe gamit ang press fittings
Ang mga press-type na fitting para sa mga metal-plastic pipe, pati na rin ang cross-linked polypropylene, ay ginagawang posible na mapagkakatiwalaan na ikonekta ang mga bahagi ng sistema ng pag-init. Sa kasamaang palad, ang naturang konstruksiyon ay hindi maaaring paghiwalayin sa hinaharap. Upang maisagawa ang pag-install sa ganitong paraan, kakailanganin mong gumamit ng isang espesyal na tool sa pagpindot.
Upang ikonekta ang naunang nabanggit na mga elemento ng pag-init gamit ang mga fitting, dapat mong sundin ang mga sumusunod na tagubilin:
- Ang isang clamping na sinulid na manggas ay dapat ilagay sa dulo ng tubo.
- Pagkatapos ang isang expander na may nais na cross section ay inilalagay sa pipe hanggang sa huminto ito.
- Ang mga hawakan ng expander ay dahan-dahang konektado sa isa't isa at naayos sa posisyon na ito sa loob ng maikling panahon.
- Ang angkop na utong ay ipinasok sa tubo. Dahil sa kakaibang komposisyon ng molekular nito, ang mga tubo ay lumiliit, na makakatulong upang mahigpit na ayusin ang angkop sa tubo.
- Ang tubo ay ligtas na pinindot sa fitting gamit ang manual o hydraulic press.

Pagpindot gamit ang isang espesyal na tool
Mga tampok ng pag-install ng mga polypropylene pipe
Pag-install ng karagdagang kagamitan
Kapag nag-i-install ng mga polypropylene pipe, kinakailangang isaalang-alang ang thermal expansion factor
Mahalaga ito sa mga sistema ng pag-init at mga tubo ng mainit na tubig. Upang gawin ito, kinakailangan na mag-install ng mga compensator sa mga propylene pipe.
Ang mga pangunahing pag-andar ng mga compensator:
- Ang pagsipsip ng mga pagbabago sa temperatura at malakas na pagtaas ng presyon sa sistema ng pag-init at supply ng tubig.
- Pagpapanatili ng integridad ng buong sistema.
- Pagtaas ng pagiging maaasahan ng plastic pipeline.
Maaari mo ring makilala ang mga compensator sa pamamagitan ng materyal kung saan ginawa ang mga ito.
Maaari kang gumamit ng mga joint expansion ng metal, ang mga ito ay:
- axial bellows compensators KSO;
- compensators bellows surge arresters;
- mga shear compensator (KSS);
- mga rotary compensator (KSP);
- mga universal compensator (KSU).
Karaniwang naka-install ang mga universal expansion joint sa maliliit na istruktura.
May mga device na may flexible na koneksyon na gawa sa nababanat na materyales. Ang pinakakaraniwang ginagamit ay U- at L-shaped na mga istraktura, pati na rin ang hugis-loop compensator at "ahas".

Mga Compensator: hugis loop (kaliwa) at hugis U (kanan)
May sinulid na koneksyon sa mga metal pipe (American)
Ang koneksyon ng mga plastik na tubo gamit ang sinulid na paraan ay hindi nagbibigay ng isang mahusay na lakas ng koneksyon. Sa kasong ito, ang hinang ng mga elemento ng disenyo na ito ay nagbibigay ng higit na higpit. Kung imposibleng maiwasan ang isang sinulid na koneksyon para sa ilang kadahilanan, kung gayon ang mga babaeng Amerikano para sa mga polypropylene pipe ay medyo angkop.
Ito ay isang espesyal na detachable combined fitting, na may metal thread sa isang gilid at polypropylene base sa kabilang banda. Sa isang banda, ito ay i-screwed sa metal, at sa kabilang banda, ito ay welded sa plastic.
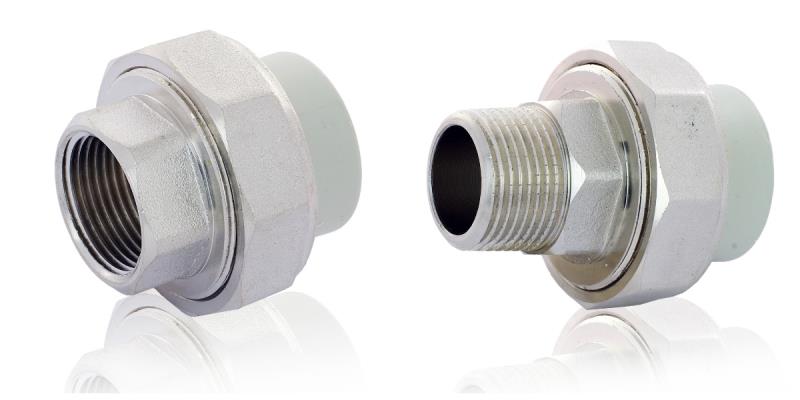
Ang Amerikano ay maaaring gamitin ng maraming beses
Paggamit ng mga flanges
Ang ganitong koneksyon ay ginawa gamit ang adapter bushings na hinangin sa mga dulo, o cap steel flanges (profile at makinis) na may isang thread sa isang gilid. Naka-install ang mga ito nang walang hinang. Sa mga pakinabang, mayroong isang mataas na pagiging maaasahan ng mga joints na makatiis ng mataas na temperatura at pressures hanggang sa 16 atm. Ang koneksyon ay maaaring gawin sa isang pipeline ng iba't ibang diameters mula 2 hanggang 120 cm.
Ang docking ay nagsisimula sa paghila ng flange sa pipe at paglalagay ng rubber gasket. Ito ay naka-install sa layo na hindi hihigit sa 10 mm mula sa dulo. Ang flange ay inilipat sa gasket, ang isa pang tubo ay inihanda sa parehong paraan
Ang mga bolts ay maingat na hinigpitan upang ang plastik ay hindi pumutok.
 Koneksyon ng flange ng mga plastik na tubo
Koneksyon ng flange ng mga plastik na tubo
Hinang ang isang polypropylene pipe na may mga kabit
Pangunahing yugto:
- paghahanda ng kinakailangang kasangkapan.
- pagpaplano ng pipeline.
- pagputol ng tubo.
- hinang ng mga tubo at mga kabit.
Ang mga kabit at accessories ay karaniwang nakakabit sa mga plastik na tubo sa pamamagitan ng hinang. Mangangailangan ito ng isang espesyal na panghinang na bakal na may ilang mga nozzle na angkop sa laki sa mga diameter ng tubo at mga kabit. Bago simulan ang hinang, kinakailangan upang linisin ang lugar kung saan pumapasok ang angkop dito. Upang gawin ito, ang aluminum foil ay aalisin kung ang isang tubo na may aluminyo layer ay ginagamit.
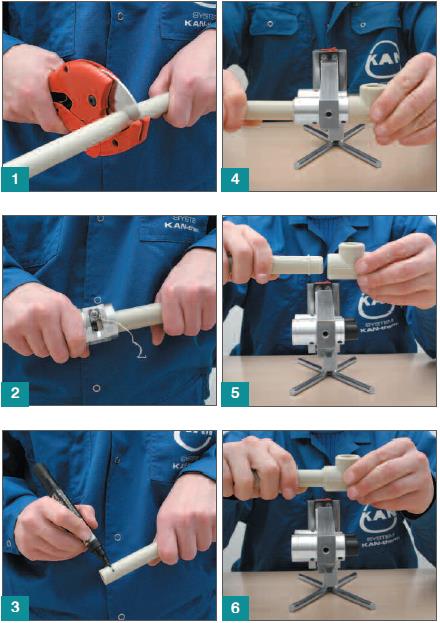
Paghihinang ng polypropylene pipe na may angkop
Pagkatapos ang mga fitting para sa mga polypropylene pipe at ang pipe mismo ay pantay na pinainit ng isang panghinang na bakal na may naaangkop na nozzle at konektado sa bawat isa.
Kapag nagpapadikit ng mga bahagi ng tubo at mga kabit, dapat na iwasan ang pag-ikot ng mga bahagi. Ang paghihinang ng mga elemento ay dapat na maayos na maayos sa oras ng kanilang paglamig. Kung hindi, ang koneksyon ay hindi masikip at tatagas sa panahon ng operasyon.
Sa isang pinagsamang koneksyon sa isang metal na tubo ng tubig, isang ibang paraan ng koneksyon ay kinakailangan, kabilang ang parehong hinang at isang sinulid na koneksyon. Karaniwan, ang naturang pinagsamang koneksyon ay kinakailangan kapag kumokonekta sa mga kagamitan sa pagtutubero.
Una sa lahat, bago simulan ang trabaho, patayin ang mga risers at alisan ng tubig ang tubig sa system. Pagkatapos nito, ang lumang pagtutubero ay lansag.
Upang mapabilis ang pagtatanggal-tanggal ng lumang supply ng tubig, maaari mo lamang gamitin ang gilingan - gupitin ang mga lumang metal pipe sa mga piraso.
Ang proseso ng paghihinang ay ipinapakita nang detalyado sa video sa ibaba.
Matapos makumpleto ang pagtatanggal ng trabaho, kinakailangan upang alisin ang mga lumang balbula, linisin ang bahagi ng linya ng supply ng tubig na humahantong sa riser gamit ang isang cable at magpatuloy sa pag-install ng isang bagong balbula. Makakatulong ito upang maiwasan ang pagbara sa suplay ng tubig sa lumang bahaging ito ng suplay ng tubig.
Bago ang pag-install, kinakailangang ilagay ang filter sa panghalo. Ito ay magpapahaba sa buhay ng washing machine, na maaaring konektado sa sistema ng supply ng tubig sa lugar na ito.
Pagkatapos ng lahat ng ito, maaari kang mag-install ng pinagsamang angkop. Ang sinulid na bahagi ng metal ay nakakabit sa panghalo, at ang bahaging plastik ay hinangin sa mga tubo.
Welding at pag-install ng isang hiwalay na bahagi ng sistema ng tubo
Kapag ang paghihinang ng isang pangunahing tubig na gawa sa polypropylene, palagi nilang sinusubukan na mag-install ng mga indibidwal na seksyon ng supply ng tubig sa isang lugar na may malaking libreng espasyo at sa isang maginhawang taas. Upang gawin ito, kakailanganin mo ang mga pangunahing tool, isang pagguhit ng linya at ang tamang pagkakasunud-sunod ng trabaho.
Karaniwan ang pinakamahirap na bahagi upang maghinang ay matatagpuan sa dingding na may dalawang mga kabit sa sulok, kaya ito ay hinangin muna at naayos na may mga clip o dowel sleeves. Pagkatapos nito, mula sa mga kabit ng sulok, ang karagdagang pag-install ng mga seksyon ng linya ay isinasagawa, nagpapatuloy sa paghihinang na trabaho nang direkta malapit sa mga dingding.Para sa kadalian ng pag-install, kinakailangan na magbigay nang maaga ng isang lugar para sa pag-install ng panghinang na bakal sa isang stand o ayusin ang suspensyon nito.

