Phương pháp nối ống polypropylene
Nếu nhiệm vụ là trang bị hệ thống sưởi với các ống nhựa có đường kính nhỏ (đến 63 mm), trong thực tế có hai cách để kết nối các ống như vậy:
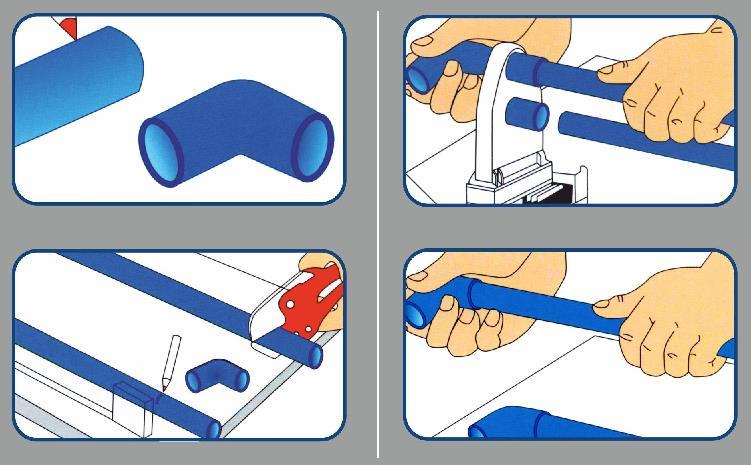
- hàn ổ cắm - trong trường hợp này, một đầu ống mở rộng trước được đặt vào đầu kia;
- hàn ổ cắm - ở đây các đầu của hai phần tử được kết nối với nhau bằng cách sử dụng khớp nối.
Trong trường hợp nối ống có đường kính lớn (từ 63 mm), họ sử dụng phương pháp hàn đối đầu. Phương pháp lắp đặt này không yêu cầu các phần tử kết nối bổ sung, đồng thời duy trì mức độ cố định đường ống tuyệt vời. Các phụ kiện có kích thước phù hợp (hàn tay áo) cũng có thể được sử dụng. Trong trường hợp ống có đường kính 40 mm, sẽ thuận tiện hơn khi sử dụng hàn thủ công, nhưng các phần tử lớn hơn thường được nối bằng cách sử dụng một thiết bị đặc biệt để căn chỉnh trước.
Ngay trước khi bắt đầu lắp đặt hệ thống sưởi, một lần nữa cần xem xét cẩn thận toàn bộ quá trình lắp ráp đường ống. Điều này sẽ tránh những sắc thái không mong muốn tại thời điểm hoạt động ảnh hưởng đến chất lượng lắp ráp cuối cùng của hệ thống sưởi.
Sơ đồ quy trình kết nối ống polypropylene
Ở đây chúng tôi phác thảo các sắc thái chính của cách kết nối ống sưởi bằng nhựa:
- Thời gian nung nóng tối ưu của mỏ hàn là 5 giây.
- Nhiệt độ nóng chảy khuyến nghị của polypropylene là 270 ° C. Thông số này có thể đạt được bằng cách sử dụng một công tắc bật tắt đặc biệt được lắp đặt trên máy hàn.
- Cần lưu ý rằng công nghệ nối ống của hệ thống sưởi sẽ thay đổi tùy theo từng nơi và theo mùa. Vì vậy, trong thời gian nhiệt độ dưới 0 hoặc khi lắp đặt cấu trúc sưởi ấm ngoài trời, thời gian nung nóng của ống hàn nên được tăng lên một chút hoặc tăng nhiệt độ để làm nóng chảy các sản phẩm polypropylene.
- Trong trường hợp nối ống có đường kính lớn hơn, thời gian nóng chảy của vật liệu cũng sẽ tăng lên một chút.
- Thời gian khuyến nghị để cố định các phần tử có đường kính lớn giữa chúng sau khi gia nhiệt là 30 giây trở lên.
Tiếp theo, bạn cần xem xét chi tiết, trên thực tế, công nghệ hàn ống làm bằng polypropylene:
- Sau khi đạt đến nhiệt độ cần thiết, các đầu phun của mỏ hàn dùng cho ống polypropylene - đối với kích thước bên ngoài và bên trong của tiết diện ống - đồng thời được đưa vào và được làm nóng bởi các bộ phận kết nối (khớp nối, ống).
- Tại thời điểm của quá trình gia nhiệt, "pháo sáng" được hình thành trên các bộ phận làm nóng.
- Kết quả của quá trình làm nóng, cả hai bộ phận được tháo ra khỏi đầu phun và gắn chặt với nhau bằng áp lực nhẹ nhàng đồng đều lên chúng từ cả hai phía về phía nhau và cố định ở vị trí này. Không thể chấp nhận mọi chuyển động quay và chuyển động không cần thiết trong quá trình kết nối các phần tử, vì điều này có thể làm gián đoạn đường nối kết quả.
- Các phần tử được kết nối nên được giữ trong 30 giây để các bộ phận của hệ thống sưởi bám dính chắc chắn hơn. Cần phải nói thêm rằng vành phải được thậm chí dọc theo toàn bộ chiều dài của kết nối.
Sau khi làm mát hoàn toàn, các bộ phận được kết nối đã sẵn sàng để sử dụng.
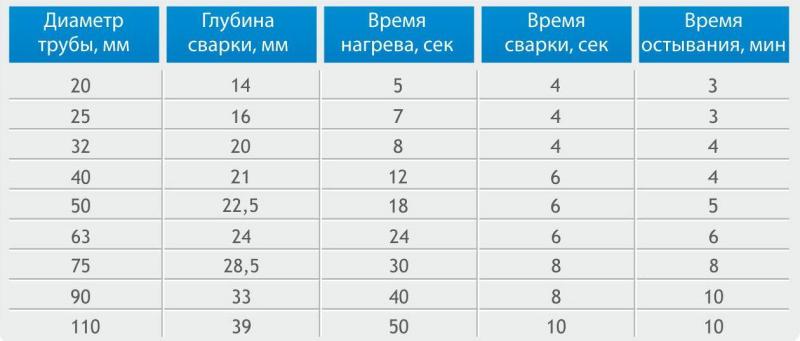
Các thông số quy trình hàn
Cách nối ống bằng kim loại-nhựa và ống PEX
Các phần tử nhựa-kim loại và ống PEX thường được nối theo cùng một phương pháp. Sau đây chúng tôi sẽ mô tả chi tiết về công nghệ lắp đặt ống dẫn nhiệt từ các vật liệu trên.
Việc kết nối ống nhựa kim loại được thực hiện theo hai cách:
- sử dụng phụ kiện nén;
- sử dụng phụ kiện báo chí (kiểm tra áp suất của ống gia nhiệt).
Kết nối đường ống với phụ kiện nén
Loại khớp nối này sử dụng thuận tiện hơn. Các phụ kiện nén cũng có thể được sử dụng để lắp ráp hệ thống cấp nước lạnh. Việc lắp đặt một đường ống dẫn nước nóng cũng được thực hiện bởi các nhà xây dựng bằng cách sử dụng các phụ kiện đã đề cập.
Khi lắp ráp các đường ống nói trên, không cần thiết bị đặc biệt để khâu kim loại-nhựa và polypropylene. Để kết nối các bộ phận của đường ống với nhau, bạn chỉ cần một cặp cờ lê và kéo cắt tỉa.
Các phần tử sưởi ấm được kết nối theo thuật toán hoạt động sau:
- Ban đầu, một đai ốc nén được đặt trên đầu ống từ phía lắp ghép.
- Tiếp theo, một vòng loại chia vạch nên được đặt phía sau đai ốc, trong khi mép của vòng phải được đặt cách đường cắt ống một khoảng cách là 1 mm.
- Sau đó đường ống được đẩy lên điểm dừng và được cố định trên khớp nối. Trong trường hợp này, không cần vát mép đường ống.
- Đai ốc uốn được lắp bằng cờ lê.

Bộ phận lắp nén và quy trình lắp ráp
Khi siết đai ốc, không nên dùng lực quá mạnh, vì khả năng cắt ống là rất cao.
Gắn ống dẫn sử dụng phụ kiện báo chí
Phụ kiện dạng bấm cho ống nhựa kim loại, cũng như polypropylene liên kết ngang, giúp kết nối các bộ phận của hệ thống sưởi một cách đáng tin cậy. Thật không may, một công trình xây dựng như vậy không thể tách rời trong tương lai. Để thực hiện cài đặt theo cách này, bạn sẽ cần sử dụng một công cụ bấm đặc biệt.
Để kết nối các phần tử sưởi ấm đã đề cập trước đó bằng cách sử dụng phụ kiện, bạn nên làm theo các hướng dẫn sau:
- Một ống bọc có ren kẹp phải được đặt ở cuối đường ống.
- Sau đó, một bộ giãn nở có tiết diện mong muốn được đặt vào đường ống cho đến khi nó dừng lại.
- Các tay cầm của dụng cụ mở rộng được kết nối từ từ với nhau và cố định ở vị trí này trong thời gian ngắn.
- Núm vặn vừa vặn được lắp vào đường ống. Do thành phần phân tử độc đáo của nó, các đường ống sẽ co lại, giúp cố định chặt chẽ phụ kiện vào đường ống.
- Đường ống được ép chặt vào khớp nối bằng cách sử dụng máy ép thủy lực hoặc thủ công.

Nhấn bằng một công cụ đặc biệt
Đặc điểm của việc lắp đặt ống polypropylene
Lắp đặt thiết bị bổ sung
Khi lắp đặt ống polypropylene, cần phải tính đến hệ số giãn nở nhiệt
Điều này rất quan trọng đối với hệ thống sưởi và đường ống nước nóng. Để làm được điều này, cần phải lắp đặt bộ bù trên đường ống propylene.
Các chức năng chính của máy bù:
- Hấp thụ sự thay đổi nhiệt độ và tăng áp suất mạnh trong hệ thống cấp nước và sưởi ấm.
- Duy trì tính toàn vẹn của toàn bộ hệ thống.
- Tăng độ tin cậy của đường ống nhựa.
Bạn cũng có thể phân biệt giữa các bộ bù bằng vật liệu chế tạo chúng.
Bạn có thể sử dụng các khe co giãn bằng kim loại, chúng là:
- bộ bù ống thổi trục KSO;
- bộ bù thổi bộ chống sét lan truyền;
- máy bù cắt (KSS);
- máy bù quay (KSP);
- máy bù vạn năng (KSU).
Khe co giãn vạn năng thường được lắp đặt trên các kết cấu nhỏ.
Có những thiết bị có kết nối linh hoạt làm bằng vật liệu đàn hồi. Thường được sử dụng nhất là cấu trúc hình chữ U và chữ L, cũng như bộ bù hình vòng và "con rắn".

Bộ bù: hình vòng lặp (trái) và hình chữ U (phải)
Kết nối ren với ống kim loại (Mỹ)
Việc kết nối ống nhựa bằng phương pháp ren không mang lại cường độ kết nối lớn. Trong trường hợp này, việc hàn các phần tử của thiết kế này mang lại độ kín khít cao hơn. Nếu vì một lý do nào đó không thể tránh được tình trạng nối ren thì phụ nữ Mỹ đối với ống polypropylene khá phù hợp.
Đây là một phụ kiện kết hợp có thể tháo rời đặc biệt, có một sợi kim loại ở một bên và một đế bằng polypropylene ở mặt kia. Một mặt, nó sẽ được vặn vào kim loại, và mặt khác, nó sẽ được hàn vào nhựa.
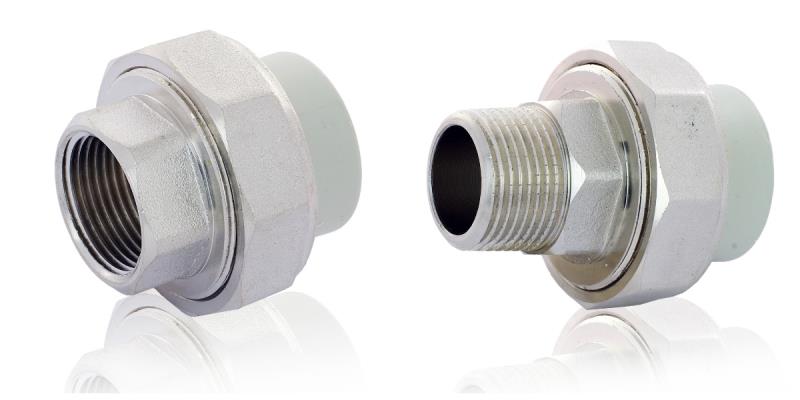
American có thể được sử dụng nhiều lần
Sử dụng mặt bích
Kết nối như vậy được thực hiện bằng cách sử dụng ống lót bộ điều hợp được hàn vào các đầu hoặc mặt bích bằng thép nắp (cấu hình và nhẵn) với một sợi ở một bên. Chúng được cài đặt mà không cần hàn. Trong số các ưu điểm, có độ tin cậy cao của các khớp nối có thể chịu được nhiệt độ cao và áp suất lên đến 16 atm. Kết nối có thể được thực hiện trên đường ống có đường kính khác nhau từ 2 đến 120 cm.
Việc cập bến bắt đầu bằng việc kéo mặt bích trên đường ống và đặt một miếng đệm cao su. Nó được lắp đặt ở khoảng cách không quá 10 mm tính từ cuối. Mặt bích được di chuyển đến miếng đệm, một đường ống khác được chuẩn bị theo cách tương tự
Các bu lông được siết chặt cẩn thận để nhựa không bị nứt.
 Kết nối mặt bích của ống nhựa
Kết nối mặt bích của ống nhựa
Hàn ống polypropylene với các phụ kiện
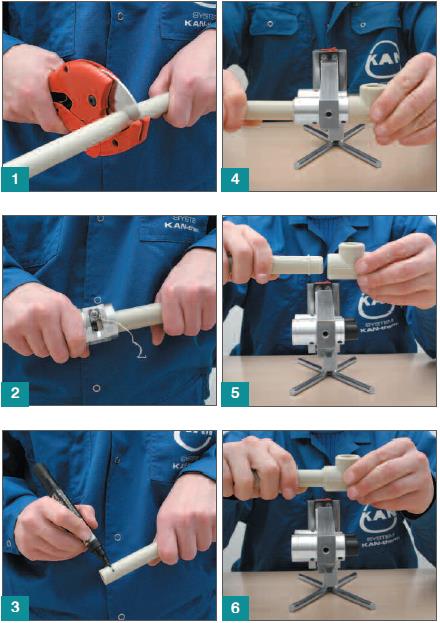
Những giai đoạn chính:
- chuẩn bị các công cụ cần thiết.
- lập kế hoạch đường ống.
- cắt ống.
- hàn ống và phụ kiện.
Các phụ kiện và phụ kiện thường được gắn vào ống nhựa bằng cách hàn. Điều này sẽ yêu cầu một loại mỏ hàn đặc biệt với một số đầu phun có kích thước phù hợp với đường kính của đường ống và phụ kiện. Trước khi bắt đầu hàn, cần phải làm sạch khu vực mà khớp nối đi vào nó. Để làm điều này, lá nhôm được loại bỏ nếu sử dụng đường ống có lớp nhôm.
Hàn một ống polypropylene với một khớp nối
Sau đó, các phụ kiện cho ống polypropylene và bản thân ống được nung nóng đều bằng mỏ hàn có vòi phun thích hợp và được kết nối với nhau.
Khi dán các bộ phận và phụ kiện của ống, phải tránh xoay các bộ phận. Hàn của các phần tử phải được cố định một cách chắc chắn tại thời điểm làm mát của chúng. Nếu không, kết nối sẽ không chặt chẽ và sẽ bị rò rỉ trong quá trình hoạt động.
Với kết nối kết hợp với ống nước kim loại, sẽ cần một phương pháp kết nối khác, bao gồm cả hàn và kết nối ren. Thông thường, cần có kết nối kết hợp như vậy khi kết nối thiết bị đường ống dẫn nước.
Trước hết, trước khi bắt đầu công việc, hãy tắt các ống tăng áp và xả hết nước trong hệ thống. Sau đó, nguồn cấp nước cũ được tháo dỡ.
Để tăng tốc độ tháo dỡ nguồn cấp nước cũ, bạn có thể chỉ cần sử dụng máy mài - cắt các đường ống kim loại cũ thành nhiều mảnh.
Quá trình hàn được trình bày chi tiết trong video dưới đây.
Sau khi công việc tháo dỡ hoàn thành, cần tiến hành tháo các van cũ, vệ sinh sạch sẽ phần đường cấp nước dẫn đến riser bằng dây cáp và tiến hành lắp van mới. Điều này sẽ giúp tránh tắc nghẽn cấp nước trên đoạn cấp nước cũ này.
Trước khi lắp đặt, cần phải đặt bộ lọc trên máy trộn. Điều này sẽ kéo dài tuổi thọ của máy giặt, có thể kết nối với hệ thống cấp nước ở nơi này.
Sau tất cả những điều này, bạn có thể cài đặt một phụ kiện kết hợp. Phần kim loại có ren được gắn vào máy trộn, và phần nhựa được hàn vào các đường ống.
Hàn và lắp đặt một phần riêng biệt của hệ thống đường ống
Khi hàn ống dẫn nước làm bằng polypropylene, họ luôn cố gắng lắp đặt các phần riêng lẻ của nguồn cấp nước ở nơi có không gian trống lớn và ở độ cao thuận tiện. Để làm điều này, bạn sẽ cần các công cụ cơ bản, một bản vẽ đường thẳng và trình tự công việc chính xác.
Thông thường, mặt khó hàn nhất nằm trên tường với hai phụ kiện góc, vì vậy nó được hàn trước và cố định bằng kẹp hoặc tay áo chốt. Sau đó, từ phụ kiện góc tiến hành lắp đặt tiếp các đoạn đường dây, tiến hành hàn trực tiếp gần tường.Để dễ lắp đặt, cần cung cấp trước vị trí lắp đặt mỏ hàn trên giá đỡ hoặc tổ chức treo.

