Apakah elektrod untuk mengimpal paip profil 2 mm.
Apabila memilih elektrod untuk kimpalan elektrik, ia dipandu oleh ketebalan bahan kerja, yang secara langsung berkaitan dengan diameternya.
Data yang diperlukan boleh diperolehi daripada jadual pada pakej atau tentukan sendiri dimensi, memandangkan diameter elektrod kira-kira sepadan dengan ketebalan dinding pada nilai tidak melebihi 4 mm.
Pemilihan mod kimpalan dan jenis elektrod
Arus yang melalui elektrod secara langsung berkaitan dengan diameternya, nilainya biasanya ditunjukkan pada pembungkusan. Selain itu, nilainya boleh ditetapkan daripada jadual atau lebih kurang ditentukan oleh pengiraan, berdasarkan fakta bahawa 1 mm. ketebalan elektrod memerlukan arus 30 ampere.
Terdapat empat jenis elektrod utama bergantung kepada bahan salutan:
- Masam (A). Mereka dicirikan oleh kandungan besi dan mangan yang tinggi, elektrod logam masuk ke dalam jahitan dalam bentuk titisan kecil dengan pembentukan mandi cecair, apabila pepejal, sanga mudah dipisahkan. Apabila bekerja, suhu arka yang terlalu tinggi membawa kepada pemotongan, jahitan sangat terdedah kepada retak - ini mengehadkan penggunaan jenis ini.
- Selulosa (C). Sebagai tambahan kepada selulosa, komposisi termasuk bijih ferromanganese dan talc, yang terbakar sepenuhnya apabila dipanaskan, membentuk gas pelindung, manakala jahitan tidak mempunyai salutan sanga. Elektrod masuk ke dalam jahitan dengan titisan sederhana dan besar, membentuk struktur tidak rata yang kasar dengan banyak percikan.
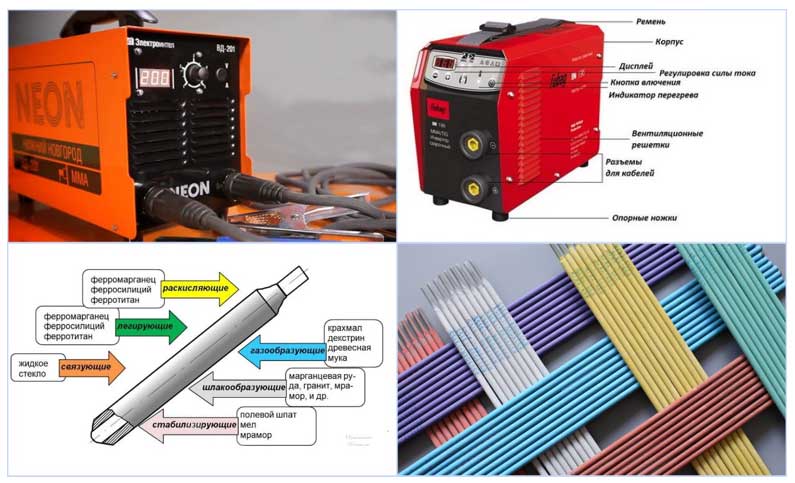
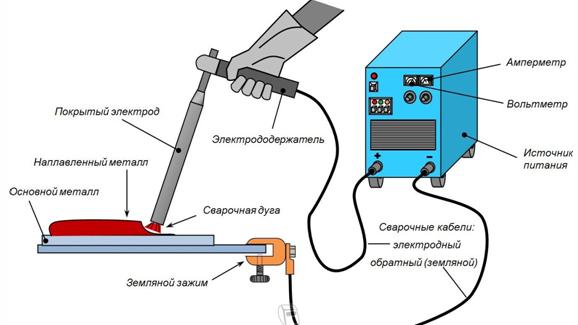
nasi. 10 Rupa radas arka elektrik dan elektrod
Rutil (P). Salutan terdiri terutamanya daripada titanium dioksida atau ilmenit, logam elektrod masuk ke dalam kolam kimpalan dengan titisan sederhana dan kecil dengan sedikit percikan dan pembentukan jahitan yang sekata dan berkualiti tinggi. Salutan sanga mempunyai struktur berliang dan mudah dipisahkan dari jahitan.
Untuk kimpalan elektrik aloi keluli karbon rendah, dari mana paip berbentuk dibuat, elektrod baik jenama UONI-13/55, MP-3, ANO-4 paling kerap digunakan, OK 63.34 boleh digunakan untuk mengimpal keluli tahan karat.

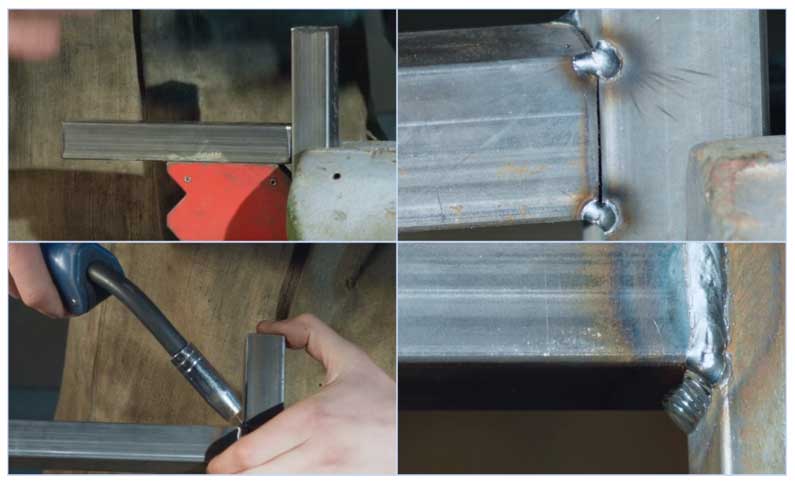
Rajah 11 Kimpalan paip berdinding nipis
Persediaan untuk bekerja
Sambungan paip profil tanpa kimpalan terutamanya dijalankan menggunakan pengapit dan bolt khusus. Dari masa ke masa, pengikat melonggarkan, jadi apabila menjaga produk, perlu sentiasa memeriksa kekuatan struktur. Untuk mengurangkan masalah semasa operasi, kimpalan digunakan untuk memasang struktur.
Untuk mendapatkan kimpalan yang kuat, perlu menyediakan permukaan paip. Untuk ini:
bahagian paip dipotong mengikut panjang yang diperlukan;

Menggunakan pengisar untuk memotong paip
Adalah disyorkan untuk memotong paip dengan alat khas, sebagai contoh, gergaji besi, yang membolehkan anda membuat pemotongan sebaik mungkin.
- jika perlu untuk menyambungkan unsur-unsur pada sudut, maka paip diselaraskan dengan teliti antara satu sama lain supaya jurangnya sekecil mungkin. Ini akan meningkatkan kualiti kimpalan dan, akibatnya, kebolehpercayaan produk siap;
- tempat-tempat di mana kimpalan sepatutnya terletak dibersihkan daripada karat, burr dan deposit asing yang lain. Sebarang kemasukan memberi kesan negatif kepada kekuatan jahitan. Pembersihan boleh dilakukan dengan berus logam ringkas atau peralatan khusus, seperti penggiling.

Penyediaan permukaan sebelum mengimpal
Kimpalan arka
Kimpalan arka manual digunakan secara meluas dalam semua sektor ekonomi negara dan dalam kehidupan seharian untuk mencantumkan unsur-unsur struktur logam. Ciri-ciri tersendiri berbanding dengan jenis sambungan kimpalan yang lain ialah:
- Kos mesin kimpalan dan bahan habis pakai yang agak rendah, yang merupakan elektrod.
- Mendapatkan sambungan dikimpal berkualiti tinggi bagi gred logam biasa, termasuk aloi tahan karat.
- Keupayaan untuk melakukan kerja kimpalan di banyak tempat yang sukar dicapai - ini difasilitasi oleh berat yang rendah dan kemudahan menyambungkan peralatan kepada elektrik.

nasi. 7 Kimpalan paip profil nipis - jenis jahitan
Menjalankan kerja menggunakan kimpalan arka elektrik terdiri daripada langkah-langkah berikut:
- Hujung paip disediakan untuk kimpalan, untuk ini ia dibersihkan daripada karat, selepas itu kosong ditetapkan pada jarak yang diperlukan untuk mengisi jahitan dengan logam dari elektrod cair, selalunya peranti khas digunakan untuk ini.
- Mesin kimpalan dihidupkan, menetapkan arus yang diperlukan mengikut penunjuk terbina dalam, elektrod dimasukkan ke dalam pemegang yang disambungkan ke mesin kimpalan, hujung kedua dipasang pada paip.
- Kedudukan bahagian yang akan dikimpal relatif kepada satu sama lain ditetapkan dengan kimpalan titik (tacks), selepas itu kimpalan elektrik dijalankan menggunakan pakaian pelindung, topeng dan sarung tangan pengimpal.
- Pada penghujung kerja, skala ditumbangkan dan jahitan dibersihkan dengan berus logam.
Kimpalan gas lengai logam separa automatik (MIG)
Terima kasih kepada teknologi moden, telah menjadi mungkin untuk mengimpal produk profil dengan cara yang paling mudah dalam keadaan domestik, yang tidak memerlukan banyak pengalaman dan latihan bertahun-tahun sebagai pengimpal.
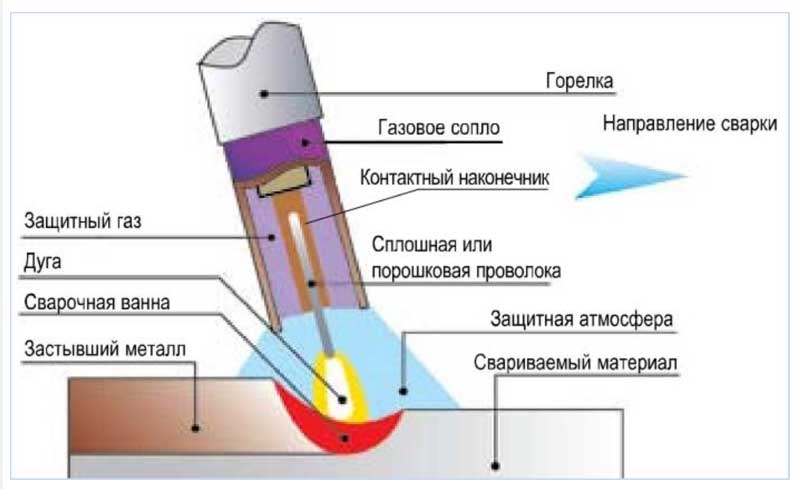
nasi. 8 Bagaimana MIG berfungsi
Kimpalan gas lengai separa automatik (MIG) adalah langkah evolusi dalam pembangunan kimpalan arka konvensional, berbanding dengan mana ia mempunyai kelebihan berikut:
- Daripada elektrod, wayar khas dengan diameter 0.6 hingga 1.2 mm secara automatik dimasukkan ke dalam kolam kimpalan melalui obor, dililitkan ke dalam gulungan - ini mengautomasikan proses dan mengurangkan masa untuk menukar elektrod.
- Bersama-sama dengan wayar, gas lengai (biasanya campuran karbon dioksida dan argon) dibekalkan kepada penunu melalui lengan kimpalan - ini menghalang pembentukan sanga dan meningkatkan kualiti kimpalan.
Terima kasih kepada teknologi ini, kimpalan separa automatik mempunyai kelebihan berikut berbanding mesin kimpalan arka elektrik:
- Membolehkan anda mengimpal bahan kerja nipis dengan ketebalan 0.5 mm.
- Memasak keluli, keluli tahan karat, besi tuang, aluminium dan logam bukan ferus.
- Semasa menjalankan kerja, tidak ada sanga dan hampir tidak ada asap - ini kurang berbahaya kepada kesihatan, meningkatkan kualiti jahitan berbanding kaedah arka elektrik.
Kelemahan MIG termasuk bulkiness (silinder gas besar-besaran dan sistem bekalan wayar ke pembakar diperlukan) dan kemustahilan bekerja dalam angin kencang yang meniup gas keluar dari zon kimpalan.
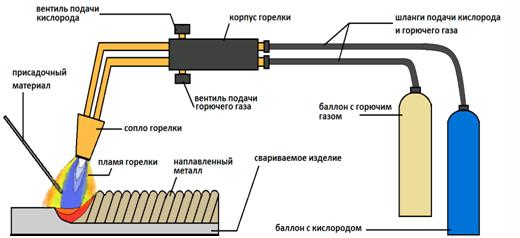
nasi. 9 Kimpalan paip profil berdinding nipis dalam persekitaran gas lengai
Teknik kimpalan
Kimpalan bingkai dari paip profil boleh dilakukan oleh mana-mana jenis berikut:
- gas;
- arka elektrik.
Kimpalan gas
Kimpalan gas dihasilkan dengan mencairkan logam dan mengisi ruang kosong dengan bahan tambahan.
Teknologi kimpalan gas
Untuk kimpalan gas anda perlu:
- mesin kimpalan khas dengan satu set petua untuk penunu;
- silinder dengan oksigen;
- silinder dengan gas mudah terbakar (asetilena paling kerap digunakan);
- wayar pengisi (adalah dikehendaki bahawa wayar dibuat daripada bahan yang sama seperti paip yang dikimpal);
- serbuk kimpalan (fluks), yang mengurangkan pengoksidaan logam dan melindungi jahitan. Fluks digunakan pada permukaan paip sebelum kimpalan bermula;
- elemen perlindungan individu pengimpal (topeng).
Semasa mengimpal gas, ia perlu mematuhi langkah berjaga-jaga keselamatan dengan ketat, kerana gas yang digunakan adalah bahan letupan.
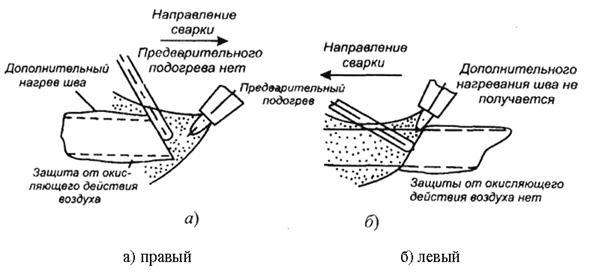
Sambungan paip menggunakan kimpalan gas boleh dilakukan dengan 2 cara:
- dari kiri ke kanan. Aditif dibekalkan selepas pemanasan dengan pembakar, yang membolehkan paip kimpalan dengan ketebalan lebih daripada 5 mm. Jahitannya tidak sekata dan memerlukan penghalusan tambahan.Dengan cara ini, pintu pagar dikimpal dari paip profil dan struktur tiga dimensi lain;
- dari kanan ke kiri. Aditif diberi makan di hadapan pembakar, yang membolehkan anda mendapatkan jahitan yang paling sekata. Ia digunakan terutamanya untuk paip kurang daripada 5mm tebal, seperti kekuda paip profil kimpalan, bangku taman dan sebagainya.
Cara yang ada untuk membentuk kimpalan
Selepas penyejukan lengkap, jahitan disyorkan untuk dibersihkan dan dilindungi daripada kakisan.
Kimpalan gas digunakan untuk menyambung paip profil yang diperbuat daripada logam bukan ferus (loyang, aluminium, tembaga, dan sebagainya).
Kelebihan kimpalan gas ialah:
- kesederhanaan. Mengimpal struktur dengan penunu gas tidak memerlukan pengetahuan dan kemahiran khusus;
- ketersediaan. Komponen yang diperlukan (gas) boleh dibeli tanpa banyak kesukaran;
- tidak memerlukan sumber arus elektrik yang kuat.
Kimpalan arka
Kimpalan arka digunakan apabila menyambung profil yang diperbuat daripada logam ferus, iaitu keluli.
Kimpalan arka elektrik dilakukan menggunakan:
- mesin kimpalan;
- elektrod.
Teknologi kimpalan arka
Pemilihan elektrod dan arus yang diperlukan untuk kimpalan dijalankan berdasarkan ketebalan logam paip profil.
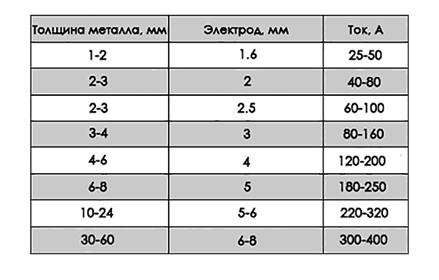
Jadual nisbah logam yang hendak dikimpal dan elektrod yang digunakan
Jadual menunjukkan parameter elektrod yang disyorkan. Untuk memastikan bahawa elektrod dipilih dengan betul, ia dikehendaki melakukan jahitan ujian pada bahagian kecil paip.
Kekuatan arus juga mempengaruhi kualiti kimpalan. Untuk membuat jahitan sekuat mungkin, adalah perlu untuk mencapai kekuatan semasa yang paling tinggi.
Kimpalan paip profil dengan penyongsang dijalankan mengikut urutan berikut:
- bahagian dikimpal paip profil dipasang dengan selamat untuk mengelakkan ubah bentuk dan anjakannya. Untuk melakukan ini, anda boleh menggunakan kedua-dua peranti khas dan alat improvisasi;
- pada 4-5 mata, kimpalan titik (kimpalan tack) dilakukan, yang membolehkan pra-menyambung bahagian;

Peringkat awal kimpalan struktur
- ketepatan reka bentuk disemak. Jika perlu, dengan bantuan tukul, kecacatan diperbetulkan;
- sambungan akhirnya dikimpal. Pada masa yang sama, adalah disyorkan untuk memantau kelajuan pergerakan elektrod supaya logam paip mempunyai masa untuk mencairkan sepenuhnya dan pada masa yang sama tidak tenggelam di dalam profil.
Paip profil dengan ketebalan lebih daripada 5 mm disyorkan untuk dikimpal dalam beberapa peringkat untuk mendapatkan jahitan yang kuat. Dalam kes ini, kimpalan dijalankan dalam arah yang bertentangan berbanding satu sama lain.
Selepas selesai kimpalan, struktur mesti disejukkan untuk mengelakkan ubah bentuk paip profil.
Jahitan siap dibersihkan dengan alat khas, sebagai contoh, penggiling sudut.

Pemprosesan jahitan dengan gerudi
Tapak kimpalan memerlukan perlindungan berkualiti tinggi daripada pengaruh alam sekitar, kerana logam yang terdedah kepada suhu tinggi berkarat beberapa kali lebih cepat.
Anda boleh mengetahui lebih lanjut mengenai kimpalan arka dengan menonton video.
Semua kerja kimpalan mesti dijalankan, mematuhi langkah berjaga-jaga keselamatan dan menggunakan cara untuk melindungi pengimpal. Pilihan kaedah kimpalan bergantung pada bahan dari mana paip profil dibuat, serta pada peralatan yang tersedia.

