What electrodes to weld a 2 mm profile pipe.
When choosing electrodes for electric welding, they are guided by the thickness of the workpieces, which is directly related to their diameter.
The necessary data can be obtained from the tables on the package or determine the dimensions yourself, given that the diameter of the electrode approximately corresponds to the wall thickness at values not exceeding 4 mm.
Selection of welding mode and type of electrodes
The current passed through the electrodes is directly related to their diameter, its value is usually indicated on the packaging. Additionally, its value can be set from tables or approximately determined by calculations, based on the fact that 1 mm. electrode thickness requires a current of 30 amperes.
There are four main types of electrodes depending on the coating material:
- Sour (A). They are characterized by a high content of iron and manganese, the metal electrode passes into the seam in the form of small drops with the formation of a liquid bath, when solidified, the slag is easily separated. When working, too high arc temperature leads to undercuts, the seam is highly prone to cracks - this limits the use of this type.
- Cellulosic (C). In addition to cellulose, the composition includes ferromanganese ores and talc, which completely burn out when heated, forming a protective gas, while the seam does not have a slag coating. The electrode goes into the seam with medium and large drops, forming a rough uneven structure with numerous splashes.
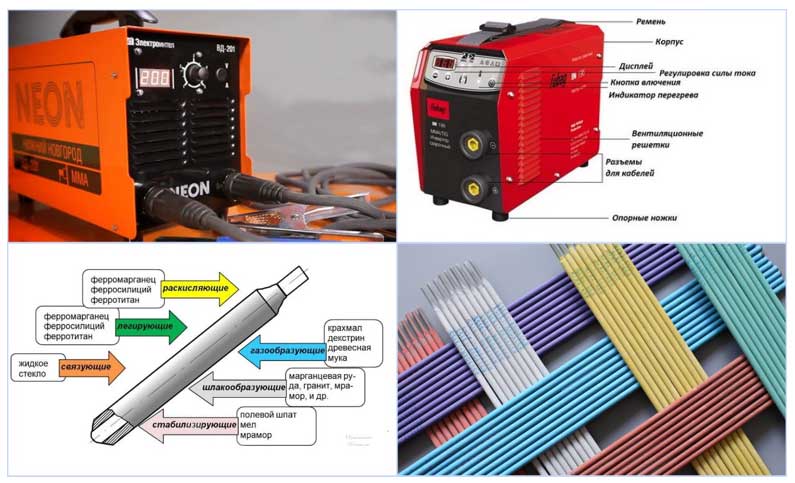
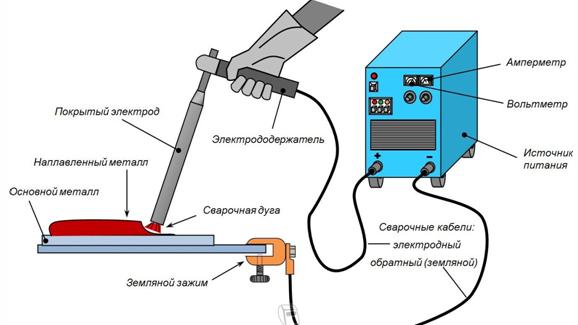
Rice. 10 Appearance of the electric arc apparatus and electrode
Rutile (P). The coating consists mainly of titanium dioxide or ilmenite, the electrode metal passes into the weld pool with medium and small drops with a small amount of spatter and the formation of an even, high-quality seam. The slag coating has a porous structure and is easily separated from the seam.
For electric welding of low-carbon steel alloys, from which shaped pipes are made, good electrodes of the UONI-13/55, MP-3, ANO-4 brands are most often used, OK 63.34 can be used for welding stainless steel.

Fig.11 Welding of thin-walled pipes
Preparation for work
The connection of profile pipes without welding is mainly carried out using specialized clamps and bolts. Over time, the fasteners loosen, so when caring for the product, it is necessary to constantly check the strength of the structure. To reduce problems during operation, welding is used to assemble the structure.
To obtain a strong weld, it is necessary to prepare the surface of the pipe. For this:
pipe sections are cut to the required length;

Using a grinder for cutting pipes
It is recommended to cut pipes with special tools, for example, a hacksaw, which allows you to make the cut as even as possible.
- if it is necessary to connect the elements at an angle, then the pipes are carefully adjusted to each other so that the gaps are as small as possible. This will increase the quality of the weld and, as a result, the reliability of the finished product;
- the places where the weld is supposed to be located are cleaned of rust, burrs and other foreign deposits. Any inclusion negatively affects the strength of the seam. Cleaning can be done with a simple metal brush or specialized equipment, such as a grinder.

Surface preparation before welding
Arc welding
Manual arc welding is widely used in all sectors of the national economy and in everyday life for joining elements of metal structures. Its distinctive properties in comparison with other types of welded joints are:
- The relatively low cost of the welding machine and consumables, which are the electrodes.
- Obtaining high quality welded joints of common grades of metals, including stainless alloys.
- The ability to perform welding work in many hard-to-reach places - this is facilitated by the low weight and ease of connecting the equipment to electricity.

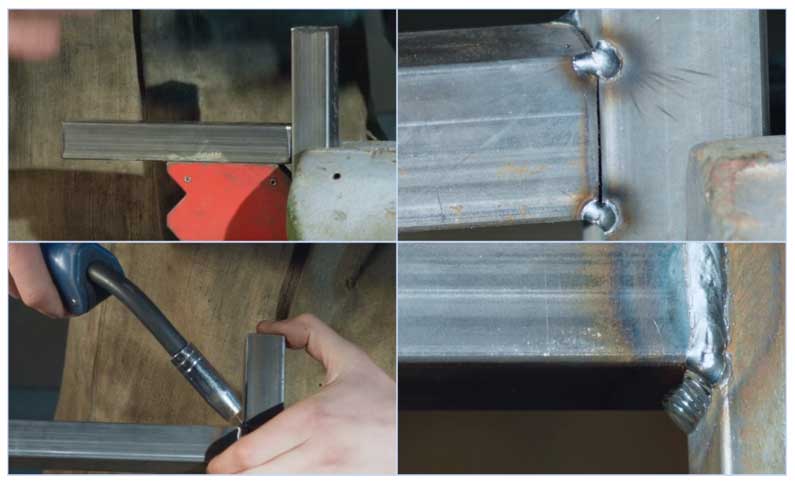
Rice. 7 Welding a thin profile pipe - type of seams
Carrying out work using electric arc welding consists of the following steps:
- The ends of the pipes are prepared for welding, for this they are cleaned of rust, after which the blanks are set at the required distance to fill the seam with metal from the molten electrode, often special devices are used for this.
- The welding machine is turned on, setting the required current according to the built-in indicator, the electrode is inserted into the holder connected to the welding machine, the second end is fixed on the pipe.
- The position of the parts to be welded relative to each other is fixed by spot welding (tacks), after which electric welding is carried out using protective clothing, a mask and gloves of the welder.
- At the end of the work, scale is knocked down and the seam is cleaned with a metal brush.
Semi-automatic metal inert gas welding (MIG)
Thanks to modern technologies, it has become possible to weld profile products in the most simple way in domestic conditions, which does not require much experience and many years of training as a welder.
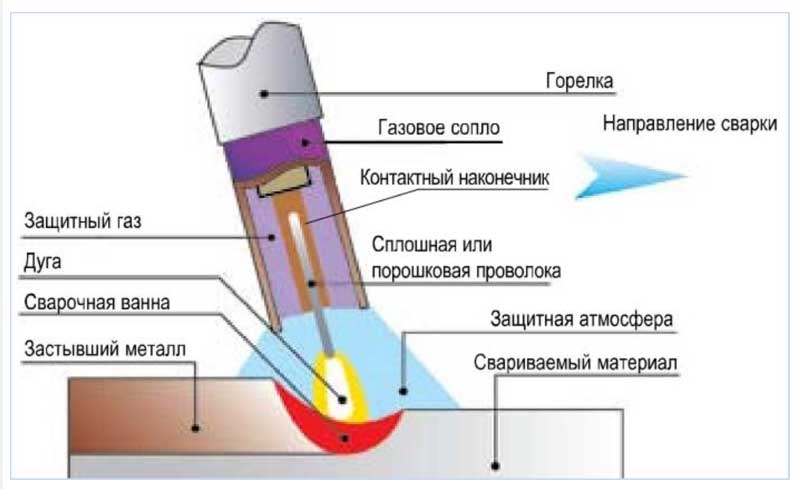
Rice. 8 How MIG works
Semi-automatic inert gas welding (MIG) is an evolutionary step in the development of conventional arc welding, in comparison with which it has the following advantages:
- Instead of an electrode, a special wire with a diameter of 0.6 to 1.2 mm is automatically fed into the weld pool through the torch, wound into reels - this automates the process and reduces the time for changing electrodes.
- Together with the wire, an inert gas (usually a mixture of carbon dioxide and argon) is supplied to the burner through the welding sleeve - this prevents the formation of slag and improves the quality of the weld.
Thanks to this technology, semi-automatic welding has the following advantages over electric arc welding machines:
- Allows you to weld thin workpieces with a thickness of 0.5 mm.
- Cooks steel, stainless steel, cast iron, aluminum and non-ferrous metals.
- When carrying out work, there is no slag and there is practically no smoke - this is less harmful to health, improves the quality of the seam compared to electric arc methods.
The disadvantages of MIG include bulkiness (a massive gas cylinder and a wire supply system to the burner are required) and the impossibility of working in strong winds that blow gas out of the welding zone.
Rice. 9 Welding of thin-walled profile pipes in an inert gas environment
Welding technique
Welding of a frame from a profile pipe can be carried out by any of the following types:
- gas;
- electric arc.
Gas welding
Gas welding is produced by melting the metal and filling the empty space with an additive.
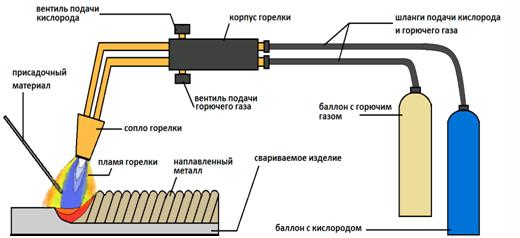
Gas welding technology
For gas welding you will need:
- special welding machine with a set of tips for the burner;
- cylinder with oxygen;
- a cylinder with combustible gas (acetylene is most often used);
- filler wire (it is required that the wire be made of the same material as the pipes being welded);
- welding powder (flux), which reduces metal oxidation and protects the seam. The flux is applied to the surface of the pipe before welding begins;
- elements of individual protection of the welder (mask).
When gas welding, it is required to strictly observe safety precautions, since the gases used are explosive.
The connection of pipes using gas welding can be performed in 2 ways:
- from left to right. The additive is supplied after heating with a burner, which allows welding pipes with a thickness of more than 5 mm. The seam is not quite even and requires additional refinement.In this way, the gate is welded from a profile pipe and other three-dimensional structures;
- from right to left. The additive is fed in front of the burner, which allows you to get the most even seam. It is mainly used for pipes less than 5mm thick, such as welding profile pipe trusses, garden bench and so on.
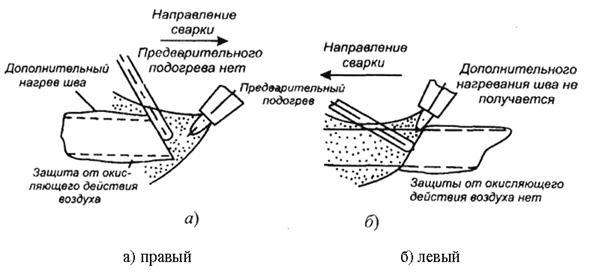
Available ways to form a weld
After complete cooling, the seam is recommended to be cleaned and protected from corrosion.
Gas welding is used to connect profile pipes made of non-ferrous metals (brass, aluminum, copper, and so on).
The advantages of gas welding are:
- simplicity. Welding a structure with a gas burner does not require special knowledge and skills;
- availability. The required components (gases) can be purchased without much difficulty;
- no need for a powerful source of electric current.
Arc welding
Arc welding is used when joining profiles made from ferrous metals, that is, steel.
Electric arc welding is performed using:
- welding machine;
- electrodes.
Arc welding technology
The selection of electrodes and the required current for welding is carried out on the basis of the thickness of the metal of the profile pipe.
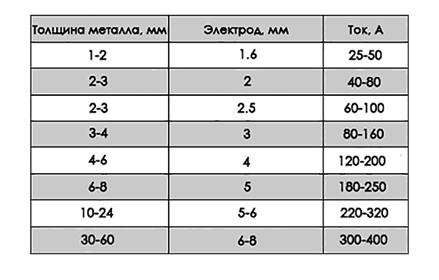
Table of the ratio of the metal to be welded and the electrodes used
The table shows the recommended electrode parameters. To make sure that the electrode is chosen correctly, it is required to perform a test seam on small sections of pipes.
The strength of the current also affects the quality of the weld. To make the seam as strong as possible, it is necessary to achieve the highest possible current strength.
Welding a profile pipe with an inverter is carried out in the following order:
- welded sections of profile pipes are securely fixed to prevent their deformation and displacement. To do this, you can use both special devices and improvised tools;
- at 4-5 points, spot welding (tack welding) is performed, which allows pre-connecting the parts;

The initial stage of structural welding
- the correctness of the design is checked. If necessary, with the help of a hammer, defects are corrected;
- the joint is finally welded. At the same time, it is recommended to monitor the speed of the electrode movement so that the metal of the pipes has time to completely melt and at the same time not to sink inside the profile.
Profile pipes with a thickness of more than 5 mm are recommended to be welded in several stages to obtain a strong seam. In this case, welding is carried out in opposite directions relative to each other.
After completion of welding, the structure must be cooled to prevent deformation of the profile pipe.
The finished seam is cleaned with special tools, for example, an angle grinder.

Seam processing with a drill
The welding site requires high-quality protection from environmental influences, since metal exposed to high temperatures rusts several times faster.
You can learn more about arc welding by watching the video.
All welding work must be carried out, observing safety precautions and using means to protect the welder. The choice of welding method depends on the material from which the profile pipes are made, as well as on the equipment available.

