Connection of metal pipes
No less often, when laying communications, metal pipes are also used. Of these, the most popular are cast iron and metal.
To solder a copper tube, you need to buy a special tool - solder. It is made from soft fusible metals such as tin, brass, etc. The solder is in the form of metal rods (hard solder for soldering at high temperatures) or fine wire (for soldering at temperatures up to 459 degrees).
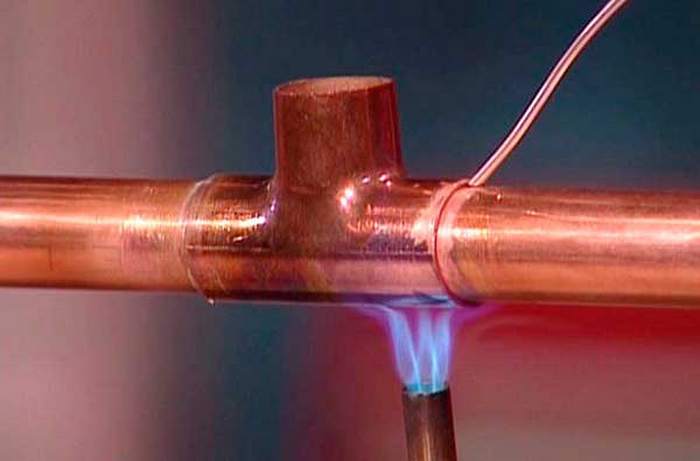
The connection of copper pipes by soldering looks like this:
- The necessary pieces of the tuba are cut off;
- With the help of a pipe expander, the cast-iron pipe expands from one end (in the future, such an expansion will play the role of a socket);
- Two tubes are degreased and processed with a special flux paste for a high-quality connection of solder with copper;
- After that, you need to use solder for soldering.
- Thus, we process the joints of two pipes with a burner until the solder melts.
- After the connection of copper pipes is completed, you need to remove the remaining solder with a dry rag and allow the elements to cool completely.
- To create line turns, special copper fittings are used, which are soldered in the same way.
We join cast iron

Cast iron pipes are used less frequently today, however, they also have the right to life. The connection of cast-iron pipes is most often performed in a socket. The technology looks like this:
- The expanded end of the pipe is completely cleaned and degreased;
- The thin end of the pipe is also inserted into it, also fat-free;
- Now the free space in the socket is filled with tow at the rate of 1/3 of the entire available area, so that later the tow does not get into the system;
- After that, the remaining space is filled with asbestos cement, sulfur, sealant or expanding cement. Waiting for complete drying. This is how two cast-iron tubes are connected.
In addition, it is possible to join cast-iron tubes with the help of fittings of various configurations. So, fittings, saddles, couplings, etc. are used.
Welding of cast iron with copper-based electrodes
Welding with copper-based electrodes is used in all cases where high strength of the weld is not required. Copper, like nickel, does not form compounds with carbon, but it practically does not dissolve in iron. Therefore, the deposited seam is not homogeneous; inclusions of a high-carbon iron phase of increased hardness are located in the copper base.
Copper-iron electrodes OZCH-2, OZCH-6 are made from a copper rod with a calcium fluoride coating, to which 50% iron powder is added. These electrodes are used for welding cracks in water jackets of engine blocks, block heads, etc. The crack is drilled at the ends and cut at an angle of 70-90 ° for 2/3 of the thickness of the part. The edges of the crack are carefully cleaned, as traces of rust, oil and other contaminants cause the porosity of the seam. Welding is carried out with a short arc at a direct current of reverse polarity with interruptions to cool the part to a temperature of 50-60 ° C. To obtain a tighter seam, sections of 40-60 mm are forged immediately after welding. The layer deposited with OZCH electrodes is copper saturated with iron interspersed with hardened steel of high hardness. On the border of the seam, bleaching zones are located in separate sections. Despite the rather high hardness, the seam can be machined with a carbide tool. Copper-nickel electrodes MNP-2 are rods made of monel metal (28% copper, 2.5% iron, 1.5% manganese, the rest is nickel). The nickel of these electrodes does not form compounds with carbon, so the weld is obtained with low hardness, the chilled cast iron zone is almost absent, the hardened cast iron zone has a low hardness, which can be easily reduced by a little tempering.In addition, fewer pores and cracks form in the seam, it is easier to process, but its strength is low. Therefore, copper-nickel electrodes are often used in combination with copper-iron electrodes. The first and last layers are applied with copper-nickel electrodes (in order to ensure density in the first layer, and improve processing in the last), the rest is fused with copper-iron electrodes. Surfacing with copper-nickel electrodes is carried out in the same way as with copper-iron electrodes.
For cold welding and surfacing of cast iron (i.e., welding and surfacing performed without preheating) with special electrodes, it is typical to carry out the process with a minimum heat input in short beads 25-60 mm long with cooling of each superimposed bead in air to a temperature of not more than 60 ° C . Sometimes it is recommended to forge each roller with light hammer blows.
Welding stresses arising in the structure as a result of heating can be removed almost completely if additional plastic deformations are created in the weld and the heat-affected zone. This can be achieved by forging seams. Forging is carried out in the process of cooling the metal at temperatures of 450 °C and above, or from 150 °C and below. In the temperature range of 400–200 °C, due to the reduced plasticity of the metal during forging, tears may form. Special heating of the welded joint for forging, as a rule, is not required. Blows are applied manually with a hammer weighing 0.6-1.2 kg with a rounded head or a pneumatic hammer with a small effort to change the seam pattern. In multilayer welding, each layer is forged, with the exception of the first, in which cracks and facing can occur from impact. This technique is very effective for relieving stresses when welding cracks and closing welds in rigid contours of parts and assemblies made of structural steels and cast iron.
Forging a welded joint also contributes to an increase in the fatigue strength of the structure.
Views:
152
Cast iron gray
Gray cast iron is widely used in mechanical engineering. It got its name from the gray color of the fracture, due to the presence of free carbon in the form of graphite in the cast iron structure. According to the type of metal base, gray cast irons are pearlitic, pearlitic-ferritic and ferritic.
Table 1. Gray cast iron, their main properties and applications
| brand | σv MPa | HB | Properties and application |
| SC10 | 275 | 139-274 | Low-responsibility castings with a wall thickness of up to 15 mm (cases, covers, casings, etc.), parts for which the strength characteristic is not mandatory - flasks, fittings, frames, pans, decorative parts, massive building columns, foundation slabs |
| MF15 | 314 | 160-224 | Low-responsibility castings with a wall thickness of 10 - 30 mm (pipes, valve bodies, valves at a pressure of up to 20 MPa, etc.), lightly loaded body parts, sub-engine plates, levers, pulleys, flywheels, oil and coolant containers, filter housings, flanges, covers, chain sprockets |
| MF18 | 354 | 167-224 | Responsible castings with a wall thickness of 10 - 20 mm (pulleys, gears, beds, calipers, etc.) |
| MF20 | 397 | 167-236 | Critical castings with wall thickness up to 30 mm (cylinder blocks, pistons, brake drums, carriages, etc.), for the manufacture of basic body parts of increased strength and wear resistance, parts that require tightness at pressures up to 8 MPa (80 kgf / cm2 ), housings, gearboxes, headstocks, balancers, faceplates, sleeves, carriages, cylinders, pumps, spools, fittings, compressors |
| MF25 | 450 | 176-245 | Critical castings with a wall thickness of up to 40 mm (die molds, piston rings, etc.), for the manufacture of basic body parts of increased strength and wear resistance, parts that are subject to increased requirements for tightness |
| SC3O | 490 | 177-250 | Critical castings with a wall thickness of up to 60 mm (pistons, diesel liners, frames, dies, etc.), for the manufacture of brackets, table slides and calipers, surface hardened parts, cylinders, pump housings, diesel engines and internal combustion engines, piston rings, crankshafts and camshafts |
| MF35 MF45 | 540 | 193-264 | Responsible highly loaded castings with a wall thickness of up to 100 mm (small crankshafts, parts of steam engines, etc.) of parts for which tightness requirements are imposed at a pressure of more than 8 MPa |
Graphite has low mechanical properties. It violates the integrity of the metal base. Located between the grains of the metal base, graphite weakens the bond between them. Therefore, gray cast iron has poor tensile strength and very low ductility and toughness. The larger and straighter the graphite inclusions, the worse the mechanical properties of cast iron. The hardness of gray cast iron, as well as its resistance to compression, are close to those of steel, which has the same structure as the metal base of cast iron.
Graphite also has some positive effect on the properties of cast iron, in particular, it increases its wear resistance, acting similarly to lubrication, increases machinability, as it makes chips brittle, helps to dampen product vibrations, and reduces shrinkage in the manufacture of castings.
The mechanical properties of gray cast iron can be improved by evenly distributing the fine lamellar graphite in the casting. This is achieved by special processing - modification, when additives are introduced into liquid iron before casting, which form additional centers of graphitization, resulting in fine-lamellar graphite. Cast iron with such graphite is called modified. It differs from ordinary gray cast iron in a higher tensile strength, but its ductility and toughness do not improve during modification.
According to GOST 1412-85, the letters SCh in the designation of the grade of cast iron mean - gray cast iron. The two-digit figure corresponds to the tensile strength σv MPa. The standard normalizes the tensile strength of gray cast irons σv = 274÷637 MPa, hardness - 143÷637 HB and chemical composition.
The main properties of gray cast iron and its application are shown in table 1.
Valve device
Two types of valves can be installed on plumbing and heating systems:
- ball;
- valve.
The working element of a ball valve is a ball located inside the body. The ball has a through hole. If the valve is open, then the ball is turned by the hole towards the water flow. In the closed position, the ball turns to the water with a deaf side. The turning of the locking element is carried out with the help of a handle.

Ball valve device
The shut-off element of the valve valve is a valve with a gasket, located on a spindle, which is lowered and raised by turning the handle.
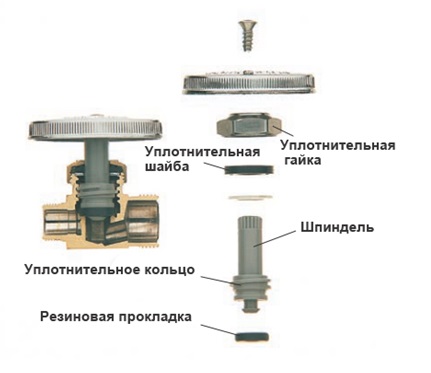
Valve valve device
A ball valve, unlike a valve device, is a shut-off valve and cannot be used to regulate fluid flow. The ball valve cannot be repaired, and in the event of a malfunction in the operation of the device, its complete replacement is required.
Advantages of ductile iron pipes
In some cases, extra strong cast iron pipes used for water supply are indispensable because they have the following properties and characteristics:
- The ability to withstand fluid pressure in the system up to 1.6 MPa and above.
- Good resistance to changes in humidity and sudden changes in temperature.
- Corrosion resistant.
- Resistance to mechanical damage.
- Strength.
- Plastic.
- Ease of installation.
- Long service life - up to 100 years.
Also, in addition to excellent physical and mechanical properties, the ductile iron sewer pipe is environmentally friendly:
- water passing through such pipes remains absolutely harmless and suitable for consumption, since it is not polluted by any foreign impurities;
- at the end of their service life, the pipes can be completely disposed of without harm to the environment.
Connecting plastic and cast iron pipes
How to connect cast iron pipes with plastic? It all depends on the reason that pushes to this step. And this will not necessarily be a replacement (extension) of a cast-iron line.
One of the possible scenarios is the occurrence of emergency situations at the existing junction of plastic - cast iron.
Initially, it is assumed that the connection of cast-iron pipes with plastic will not be subjected to extraneous influences (temperature or mechanical influence). Simply put, leaks occur due to depressurization (tightness is broken) of the junction.
Leakage may occur as a result of:
- Water hammer, which is extremely rare.
- Sudden temperature changes (for example, when turning off / on hot water or switching from cold to hot water).
In the latter case, the cause of the problem lies in the different expansion coefficients of cast iron and plastic, as well as in a poor-quality fitting (sewer adapter from cast iron to plastic). The latter can develop a crack because cast iron does not expand as evenly as plastic. In addition, the fitting can simply unwind (the fastening weakens).
To solve the problem that has arisen, you will have to replace the worn part (transition from cast iron to plastic) or tighten the “self-rolling” one. It should be noted that high-quality modern fittings are protected from spontaneous unwinding. In addition, you can use the crimping of such products. That is why it is better not to save on accessories.
Polypropylene fitting, designed to connect plastic and metal pipes
Another scenario is the need to lengthen the cast-iron line. The opportunity to save money by completing the plastic wiring around the apartment, connected to the existing cast-iron riser, can push the same step. But, if a metal riser remains, the problem will not be completely eliminated - there is a high probability of leakage at the joint (transition of sewage from plastic to cast iron).
Since the docking of "cast iron-plastic" systems has long been put on stream, on the modern market you can find such an element as a transitional rubber cuff (standard diameters).
How to Practically Bond Metal to Plastic
The choice of pipe connection method depends on the type of cast iron pipe available:
- cast iron socketless pipe;
- pipe with socket.
In the latter case, an ordinary user (without special training) will be able to dock individual elements. Otherwise (the socket is damaged or it didn’t exist), you will have to use a press fitting that has a specific design - at one end there is a socket (connection to a plastic line), and at the other a thread is cut for connection with a cast-iron end. You can insert a plastic pipe into a cast iron pipe yourself if you purchase in advance:
- adapter for a cast-iron sewer pipe or press fitting;
- sealing material, which can be used as tow or teflon tape;
- wrenches (two pieces).
The stages of such a connection can be described as follows:
- Unscrew the existing coupling (sliding cast-iron coupling) in the place where it is planned to bring the plastic line. Alternatively, you can simply cut off the cast-iron pipe using a grinder.
- On the prepared metal end, cut the thread, lubricating this place with oil (solid oil).
- Wipe the threads, wind sealing material around it and lubricate with silicone sealant.
- Screw on the press fitting - the operation is recommended to be performed manually, without using a key. Otherwise, there is a possibility of mechanical damage to the part. The fitting must be tightened after the system is filled with water (this way it will be possible to avoid leakage and not pinch the fitting itself).
https://youtube.com/watch?v=39fa3je7waI
WATCH VIDEO
If you plan to build a heating main or supply hot water, it is recommended to use a special adapter (transition sleeve from cast iron to plastic), which has a sealing rubber gasket. An alternative solution is to use a split brass sleeve, which has a PVC element.
Finally, it is worth saying that it is better to replace the internal wiring with plastic in advance, without waiting for an emergency. After all, the plastic construction is less demanding (does not need maintenance), and its operation is not accompanied by the appearance of unpleasant odors. Only a knowledgeable person can connect a cast-iron pipe with a plastic one!
Possible malfunctions and ways to eliminate them
The device needs to be repaired if:
- the valve does not shut off the water. The causes of the malfunction may be:
- wear of the sealing gasket serving as a locking device;
- disconnection of the shut-off valve from the spindle;
- spindle kink;
- contamination of the valve with deposits contained in the water;
If the spindle is bent or the valve is disconnected, the bushing needs to be replaced.
- leaking or dripping valve. The main reasons for such a malfunction can be:
- the formation of a crack on the body of the device;
- absence or insufficient amount of gland packing.
Replacing the gasket and cleaning the housing
To repair the valve with your own hands when the gasket is worn, you will need the following tools and materials:
- wrench;
- a piece of plumbing rubber;
- scissors;
- pliers;
- knife;
- linen thread or other sealing material.
Rubber and scissors are required to make the gasket yourself. If you know which gasket is installed on the spindle, then you can purchase the finished product at a plumbing store.
The gasket is replaced as follows:
- using an adjustable wrench, it is necessary to unscrew the crane box that fixes the valve spindle;

Valve disassembly for gasket replacement
- pliers unscrew the nut that fixes the gasket;
- the washer and the failed gasket are removed;
- a piece of rubber is cut out, the dimensions of which are slightly larger than the dimensions of the valve;
- a hole is made in the center of the cut piece of rubber;
- rubber is mounted on the valve and fixed with a nut;
- excess rubber is cut off with scissors around the valve. The finished gasket must fully match the dimensions of the valve;

Attaching a new gasket to the spindle
- using a knife, the valve body is cleaned. It is recommended to carefully remove all deposits not only in the device case, but also in the threaded connection;
If it is not possible to clean the case by mechanical action, then kerosene or WD-40 liquid can be used.
- the crane box is mounted on the thread;
- the connection is sealed, after which the device can be completely fixed.
Thread sealing with linen thread
Repair of the valve must be carried out when the water supply (heating) is shut off.
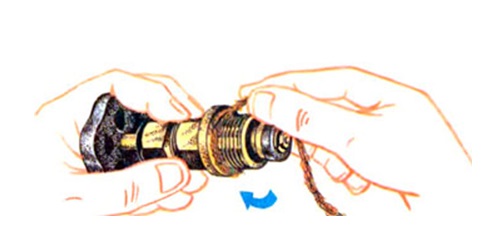
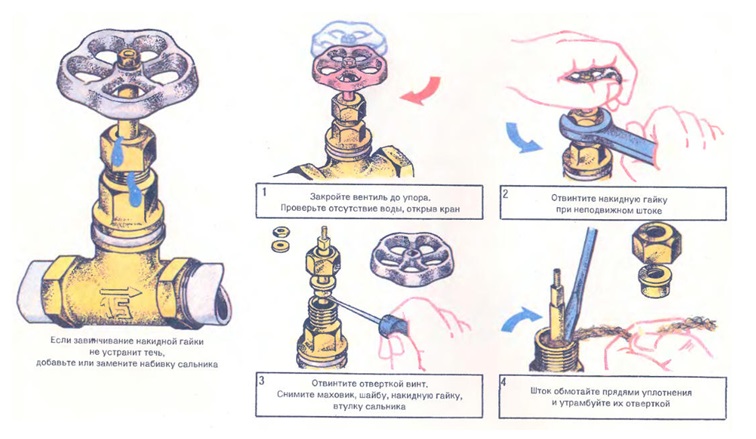
Replacement of gland packing
If the faucet valve is leaking, then in most cases the problem is the absence or excessive sealing of the gland packing. For repairs you will need:
- an adjustable wrench or wrench of the appropriate size;
- gland packing;
- knife or flathead screwdriver for sealing.
In this situation, you can repair the valve yourself according to the following scheme:
- shut off the water supply of the system;
- remove the rotation handle;
- unscrew the fixing nut.When loosening the fixation, it is recommended to hold the spindle in one position;
- remove the sealing ring that secures the packing;
- use a knife or screwdriver to remove the old packing;
The process of replacing the gland packing to eliminate the leak
- apply and tamp down new sealing material;
- assemble the faucet in reverse order.
The process of replacing the gasket and gland packing is described in detail in the video.
https://youtube.com/watch?v=r7a44zQX2oo
Crack repair
If the valve is leaking and the cause of the leak is a crack on the valve body, then you can:
- completely replace the valve;
- close the crack with special materials.
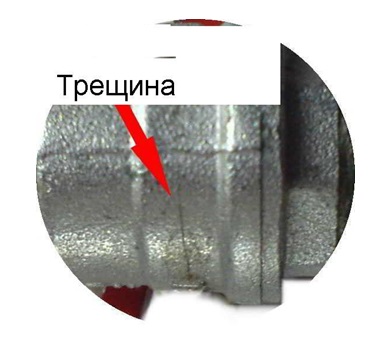
Crack in valve body
Among the materials used to seal cracks, one can distinguish a means for cold welding.

Means for cold metal welding
Detailed instructions for using the product are indicated on the packaging. The general usage pattern is as follows:
- the place where the crack needs to be repaired is cleaned of dirt and degreased with acetone;
- the composition is prepared for application;
- the finished mixture is applied to the crack and evenly distributed over the surface;
For welding strength, it is recommended to apply the mixture to a larger area than the crack itself occupies.
- complete drying of the composition is expected, after which it is possible to clean and paint the welding site.

The method of using cold welding to repair a crack
Thus, you can eliminate the most common valve problems yourself. If the repair work carried out did not help to correct the situation, then the valve must be replaced.
Compounds of cast iron and plastic
The sewer replacement process currently uses more advanced materials than cast iron. In this case, you will need to connect your part of the system to a common cast-iron pipeline. Often, independent implementation of this is carried out by inserting one product into another, followed by sealing with cement mortar.
This approach cannot be called reliable, since there is a threat of plastic deformation and leakage. It is necessary to join plastic and cast-iron pipes with great care, because the reaction to heating of the two materials is quite different (for more details: ""). All this can negate the sealing. Another harmful effect on such a joint is periodically occurring vibrations and shocks in the sewer system.


In the absence of a socket, assembly is carried out with two adapters. First, the pipe is cleaned of dirt and rust, after which the cast-iron pipe is first equipped with a rubber adapter, and after it with a plastic one. As for the plastic pipe, it is inserted inside the plastic adapter.
How to weld cast iron to metal by electric welding

31.12.2018
When carrying out repair work, situations arise when it is necessary to connect dissimilar metals. Can cast iron be welded to steel? Yes, but people with experience can do it.
Cast iron alloys are characterized by a high carbon content; when it burns out, the structure of the metal changes. The joint is welded in low-temperature mode, up to 120°С. Steel, on the contrary, needs to be strongly heated.
To connect cast iron parts with other ferrous alloys, a buffer layer technology has been developed. Nickel overlay provides strong bonding of dissimilar metals.
Technology of welding cast iron with steel consumable electrode
There are several ways to weld cast iron, they are used to join cast iron alloys with other metals:
- Hot - before joining the parts, the furnaces are preheated to 600 ° C completely. Heating with a blowtorch is allowed only in the working area (cast iron becomes crimson). Used for secure connections.
- Semi-hot, good for alloyed alloys. The parts to be joined are partially or completely heated to 200–300°C.
- Cold - the parts are connected without heating, it is used for overlays - seams working in compression.
The joining of metals by manual electric welding involves the preliminary preparation of surfaces. Cast iron alloy is porous and absorbs oil well. It is not enough to degrease the stain, it must be cleaned to a clean layer, otherwise the seam will turn out to be loose.
How steel is welded to cast iron:
First you need to select the current parameters. If the welding machine works only on constant, switch the Polarity to the reverse. It is necessary to take into account the open circuit indicator (voltage between the poles without an arc), the permissible value is up to 54 V. It is allowed to work on alternating current only with an open circuit of 54 V.
Welding is carried out in small sections, the rollers are made no more than 3 cm long. First, cast iron is deposited, then a steel part is welded to the buffer layer.
Thick-walled seams are welded in layers, each is forged before applying the next
It is made perpendicular to the first - this is how the strength of the connection is achieved.
After joining the cast iron alloy with steel by hot and semi-hot methods, it is important to observe the mode of cooling of the surfacing zone. The seam is periodically heated so that it cools down gradually
With sudden cooling, the cast iron alloy cracks due to the resulting internal stresses.
Choice of electrodes
Use special ones that have:
- easy ignition at startup;
- low penetration ability;
- high deposition rate;
- the hardness of the resulting bead.
Russian brands:
- TsCh-4 - multifunctional with a cellulose coating are characterized by stable combustion, good surfacing;
- OZCH-2, OZCH-25 - used for welding thin-walled elements, they do not burn through metals to a great depth;
- MNP-2, OZZHN-2 are used only for hot joining of cast iron parts with metals.
Imported, used for critical seams:
- Zeller 866, Zeller 855 - universal, they cook cast iron with iron without preheating;
- Ficast NiFe - create connections that work stably in bending, torsion.
Important!
Before work, it is important to dry the electrodes well, warm them up, they are heated from 160 to 300 ° C. But only a few pieces are taken from the pack - when re-drying and heating, the coating will crumble
Application of argon arc welding
The use of refractory electrodes and copper-nickel filler wire gives a good result.
How steel is welded to cast iron (a few recommendations):
- The additive is selected according to the type of metal and type of cast iron. Nickel-based flux-cored wire is more often chosen, the coating is first knocked off it.
- Argon is used as a protective atmosphere, it saves the seam from oxidation.
- Refractory tungsten electrodes are chosen for work.
- For work with thin-walled elements, experienced welders use small thin pieces of cast iron instead of wire.
- For connections that experience only static loads (compression), nickel alloys can be used. They adhere well to all grades of steel.
Important points of the welding process of cast iron and steel
- Work is done in a low position.
- The roller is made quickly without creating a wide melt pool.
- Gray cast iron is cooked worse, it must be heated, then a nickel-containing layer is deposited. Then the connection will be strong.
- With alloyed steels, cast iron forms a loose seam; it must be well forged.
- It is necessary to cook the seam evenly, without sharp fluctuations with the holder.
How to weld cast iron to metal by electric welding Link to the main publication
We join polypropylene

Methods for connecting polypropylene are completely dependent on the diameter of the products. So, tubes with a diameter of up to 63 mm are joined by socket welding or into a socket. Tubes of larger diameter are connected by butt welding.At the same time, it is worth remembering that with the help of a manual soldering iron, soldering can only be carried out for tubes with a diameter of up to 40 mm. Large elements are soldered on professional centering equipment.
The welding temperature of polypropylene tubes is 220-230 degrees.
Soldering technology looks like this:
- Pipes are cut into the desired segments;
- The edges of the polymer are thoroughly degreased;
- A mark is applied to the edge of the next segment, the length of which will exceed the depth of the socket by 2 mm;
- Both ends of the products to be joined are in contact with the soldering iron (the pipe is inserted into the nozzle, and the socket is put on it);
- The elements warmed up for 3-5 seconds are joined to the stop and completely cooled down.
PP tubes can also be joined using compression fittings.
Connection of smooth cast iron pipes
The pipeline can be created not only with cast-iron socket pipes: the use of smooth structures is often practiced. How to connect a cast-iron pipe to a steel one in this case? Here you will need the presence of various devices for connection: first of all, we are talking about couplings, saddles, crosses, bends. Which option will be the most suitable is determined by the diameter of the pipeline and the type of docking.
Most often, couplings for a cast-iron pipe of one of the varieties are used for this:
- Cylinder. Suitable for connecting pipes with the same diameter. Most often, such a fitting is equipped with a thread.
- Two-cylinder. They are used in cases where the diameter of the connected pipes varies. There is also a thread inside such a coupling.
- Futorki. This fitting is equipped with both internal and external threads, mainly used in heating systems.
The clutch is very easy to use. The first step is marking, during which the level of immersion of each pipe inside the fitting is determined
In this case, it is important to achieve the connection of the ends exactly in the center of the coupling. Seal the joint between two special sealants
Often the pipeline has a certain laying angle, or branches. In this case, other fittings come to the rescue. You can connect cast-iron sewer pipes at an angle using bends. In appearance, these are pieces of pipe that have a certain bending angle (10, 15, 30, 60 and 90 degrees).

It is also possible to connect cast iron and steel pipes with such devices:
-
Tee
. Allows connection of three pipeline lines at once. Most often it is placed in a place where the sewer forks. -
cross
. Allows connection of four pipes at once. -
Saddle
. It is used in the case when a pipe of a smaller diameter is joined to the main line. Most often, in this way, free-standing plumbing fixtures are connected.
The ends of these devices can be equipped with sockets or straight sections. Sealing of joints is carried out with various sealants and tow.


